Изобретение относится к металлургии и может быть использовано при изготовлении пластин пружинного уплотнения конвейерных машин.
В металлургии известна заготовка, используемая при изготовлении пластин пружинного уплотнения в виде проката квадратного сечения.
Недостатками такой заготовки являются следующие:
1. Необоснованно увеличенные припуски на механическую обработку.
2. Большие потери металла в стружку, которые в 2,5 раза превышают массу пластины.
3. Большой расход металла, режущего инструмента и трудозатраты при изготовлении пластин.
Целью изобретения являются уменьшение припусков на механическую обработку, потерь металла в стружку, расхода металла, режущего инструмента и трудозатрат при изготовлении пластин пружинного уплотнения.
Поставленная цель достигается тем, что для изготовления пластин пружинного уплотнения конвейерных машин используется профилированная заготовка, получаемая методом давления, нормальное сечение которой по форме выполнено таким же, как и нормальное сечение пластины, но размеры его больше размеров нормального сечения пластины на величину припусков на механическую обработку, которые определены с учетом изготовления профилированных заготовок методом давления и достижения максимального коэффициента полезного действия оборудования, на котором они изготавливаются.
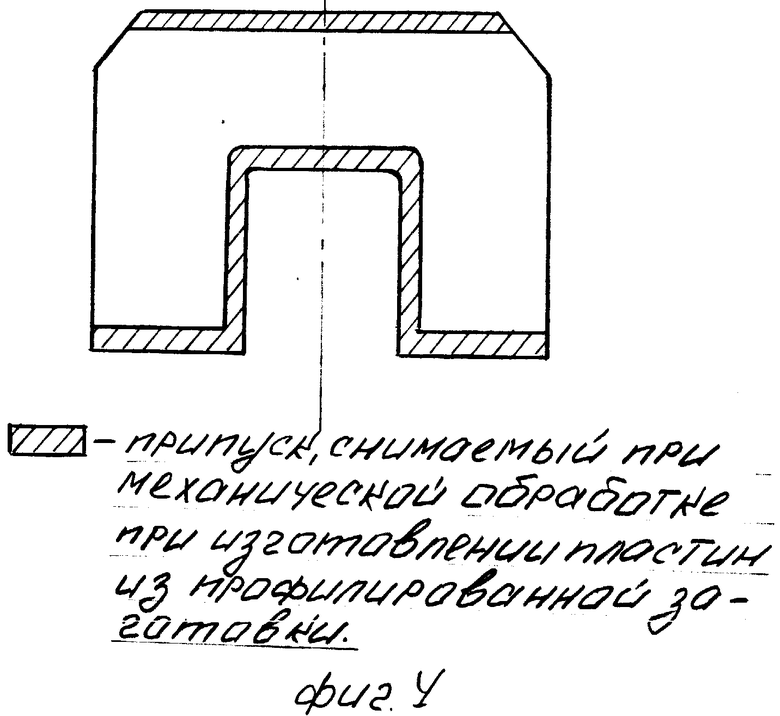
На фиг. 1 показан вид сбоку; на фиг. 2 нормальное сечение профилированной заготовки для изготовления пластин пружинного уплотнения конвейерных машин; на фиг. 3 и 4 нормальное сечение пластины пружинного уплотнения и припуски на механическую обработку соответственно при их изготовлении из проката квадратного сечения и профилированной заготовки.
Нормальное сечение профилированной заготовки представляет собой сочетание (см. фиг.2) горизонтальных 1 4, вертикальных 5 8, наклонных 9 и 10 и цилиндрических 11 и 12 поверхностей.
Размер  , определяющий ширину заготовки, взят с соответствующего размера пластины.
, определяющий ширину заготовки, взят с соответствующего размера пластины.
Размеры 85±1 мм,  и 50 мм, определяющие высоту заготовки, ширину и глубину паза ее определены с учетом необходимых припусков на металлическую обработку заготовки и кривизны, получаемой при ее изготовлении. Два радиуса R 5 мм переходные поверхности от вертикальных 6 и 7 поверхностей к горизонтальной 2 поверхности паза определены с учетом особенностей получения заготовки методом давления.
и 50 мм, определяющие высоту заготовки, ширину и глубину паза ее определены с учетом необходимых припусков на металлическую обработку заготовки и кривизны, получаемой при ее изготовлении. Два радиуса R 5 мм переходные поверхности от вертикальных 6 и 7 поверхностей к горизонтальной 2 поверхности паза определены с учетом особенностей получения заготовки методом давления.
Размер двух фасок 12 • 45o определен с учетом снятия припуска с поверхности 4 при изготовлении пластин для получения фасок 7 • 45, указанных на чертеже пластины, при этом наклонные поверхности 9 и 10 фасок при изготовлении пластин не обрабатываются.
Длина заготовки L 6000 мм определена с учетом достижения максимального коэффициента полезного действия оборудования, на котором профилированные заготовки изготавливаются.
Уменьшение припусков на механическую обработку, потерь металла в стружку, расхода металла, режущего инструмента и трудозатрат при изготовлении пластин пружинного уплотнения конвейерных машин из профилированной заготовки по сравнению с изготовлением из квадратного проката становится очевидным при рассмотрении фиг. 3 и 4.
Предлагаемая профилированная заготовка для изготовления пластин пружинного уплотнения конвейерных машин позволит уменьшить припуски на механическую обработку, потери металла в стружку, трудозатраты и расход металла при изготовлении пластин в 2,5 раза, расход режущего инструмента в 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ЗВЕЗДОЧКИ АГЛОДРОБИЛКИ | 1996 |
|
RU2109567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2007 |
|
RU2360312C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| Инструмент для механической обработки материалов | 2016 |
|
RU2643994C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| СПОСОБ МНОГОПРОХОДНОЙ ТОКАРНОЙ ОБРАБОТКИ | 1992 |
|
RU2050226C1 |


Изобретение относится к металлургии, а именно к профилированным заготовкам для изготовления пластин пружинного уплотнения конвейерных машин, нормальное сечение которых по форме выполнено таким же, как и у пластин, но размерами больше их на величину припусков на механическую обработку, которые определены с учетом изготовления профилированных заготовок методом давления и достижения максимального коэффициента полезного действия оборудования, на котором они изготавливаются. Использование таких заготовок при изготовлении пластин позволит уменьшить припуски на механическую обработку, потери металла в стружку, расход металла, трудозатраты в 2,5 раза, а расход режущего инструмента в 1,5 раза. 4 ил.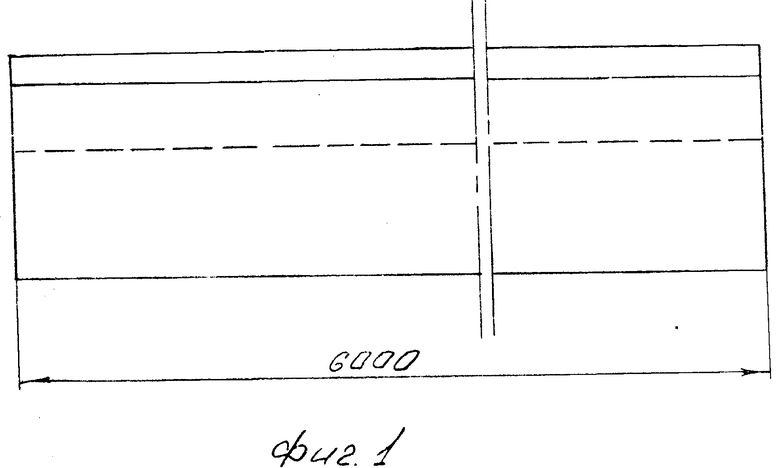
Профилированная заготовка для изготовления пластин пружинного уплотнения конвейерных машин, характеризующаяся тем, что в нормальном сечении заготовка соответствует нормальному сечению готовой пластины и ее форма определена сочетанием горизонтальных и сопряженных с ними вертикальных поверхностей, при этом одна пара вертикальных поверхностей сопряжена радиусами R 5 мм с одной из горизонтальных поверхностей с образованием паза глубиной 50 мм и шириной 39,0 40,5 мм, а между другой парой вертикальных и одной из горизонтальных поверхностей выполнены фаски размером 12 • 45o, причем размер заготовки в вертикальном направлении составляет 84,0 86,0 мм, а в горизонтальном 99,0 101,5 мм.
| Jllustriert Enzyklopadie der Schutzenwaffen ans aller Welt, Band 1 Schutzenwaffen heute (1945 - 1985) | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Berlin: Militarverlag der DDR, 1990, s.82. | |||
