Изобретение относится к обработке металлов давлением, в частности к технологии холодной высадки, и может быть использовано при изготовлении полых стальных деталей с наружным кольцевым элементом.
Известен способ изготовления гайки с наружным элементом в виде бобышек различной формы, включающий отрезку заготовки круглого сечения, последовательное формирование многогранника на 2 и 3 позициях, выполнение на 4 позиции наружного элемента и наметки под последующую пробивку отверстия (Япония, заявка 57-88937, кл. В 21 К 1/70).
Недостатками известного способа являются неравномерное заполнение контура наружного элемента, приводящее к существенному ухудшению качества детали, и низкая стойкость инструмента на этой позиции.
Известен способ изготовления уплотнительной гайки с наружным кольцевым элементом из материала - алюминий, где отрезают заготовку круглого сечения, на первой позиции предварительно осаживают фланец, на следующей позиции окончательно осаживают фланец с одновременным выдавливанием внутренней полости и формированием наружного кольцевого элемента на торце, а на последующих позициях формируют наружный многогранник и пробивают отверстие (Великобритания, патент 2030483, кл. В 21 К 1/70).
Данный способ имеет следующие недостатки.
1. Способ формоизменения заготовки не применим для изделий из стали, так как значительные деформации, возникающие на второй и третьей позициях, приводят к высоким напряжениям на инструменте и к его низкой стойкости.
2. Сложная форма заготовки на второй позиции требует точной настройки инструмента и не обеспечивает стабильности формоизменения при высадке.
Наиболее близким к предлагаемому является способ изготовления втулки с наружным кольцевым элементом, включающий отрезку заготовки круглого сечения, выравнивание торцев, осадку большего наружного диаметра втулки, выдавливание внутренней полости, формирование наружного кольцевого элемента и пробивку отверстия (Россия, п. 2122917, кл. В 21 К1/00).
Недостаток этого способа состоит в сложности конструкции инструмента и его наладки на последней позиции при одновременном выполнении двух операций: пробивки отверстия и формообразовании наружного кольцевого элемента. Все это приводит к недостаточной стабильности процесса высадки и ухудшению качества изделия.
Предлагаемым изобретением решается задача улучшения качества изделий путем повышения стабильности процесса штамповки за счет упрощения наладки и конструкции формобразующего инструмента.
Для достижения указанного технического результата в способе, включающем отрезку заготовки круглого сечения, выравнивание ее торцев, получение на заготовке фланца, выдавливание внутренней полости, формирование наружного кольцевого элемента и пробивку отверстия, которые осуществляют на штамповочных позициях, при этом пробивку отверстия производят на последней штамповочный позиции, согласно изобретению фланец получают высадкой, а формирование наружного кольцевого элемента производят после высадки, при этом упомянутое формирование наружного кольцевого элемента и пробивку отверстия осуществляют на отдельных штамповочных позициях.
Формирование наружного кольцевого элемента после высадки на отдельной позиции позволяет значительно упростить конструкцию инструмента и его настройку при высадке, за счет чего обеспечивается стабильность процесса и высокое качество изделий.
Изобретение поясняется чертежом.
Способ осуществляется следующим образом.
Втулку с наружным кольцевым элементом изготавливают на холодно-высадочном автомате М16Г. От бунта стали 20 отрезают мерную заготовку и на первой штамповочной позиции производят выравнивание торцев с оформлением на одном из них радиуса с небольшим коническим углублением и коническим углублением на другом. Затем заготовку переносят на вторую позицию с поворотом на 180o, где производят высадку фланца втулки с оформлением фасок на торцевых поверхностях.
Далее заготовку переносят параллельно на третью позицию и формируют наружный кольцевой элемент на торце фланца втулки. Затем заготовку переносят параллельно на четвертую позицию, где выдавливают внутреннюю полость на торце большего наружного диаметра. На последнюю позицию заготовку переносят параллельно и пробивают отверстие.
Применение предлагаемого способа формообразования обеспечивает простую конструкцию инструмента и его настройку, гарантирует получение изделий высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2194593C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА НАКОНЕЧНИКА ТОРМОЗНОГО ШЛАНГА | 2010 |
|
RU2428273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК САМОКОНТРЯЩИХСЯ ГАЕК С НЕЙЛОНОВЫМ КОЛЬЦОМ И ФЛАНЦЕМ | 2003 |
|
RU2254199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ КОРПУСА НАКОНЕЧНИКА ТОРМОЗНОГО ШЛАНГА | 2012 |
|
RU2498876C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1994 |
|
RU2074049C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении полых стальных деталей с наружным кольцевым элементом. Производят отрезку заготовки круглого сечения, выравнивают ее торцы, после чего посредством высадки получают на заготовке фланец. Выдавливают внутреннюю полость и формируют наружный кольцевой элемент, после чего пробивают отверстие. Все операции осуществляют на штамповочных позициях. Формирование наружного кольцевого элемента и пробивку отверстия осуществляют на отдельных штамповочных позициях. Отверстие пробивают на последней штамповочной позиции. В результате обеспечивается повышение качества изделий. 1 ил.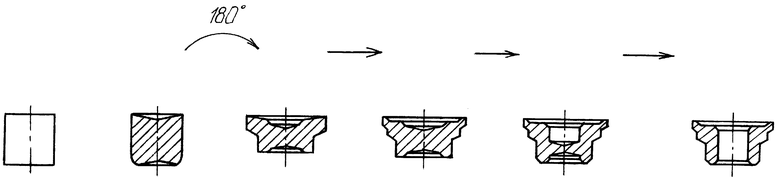
Способ изготовления втулки с наружным кольцевым элементом, включающий отрезку заготовки круглого сечения, выравнивание ее торцов, получение на заготовке фланца, выдавливание внутренней полости, формирование наружного кольцевого элемента и пробивку отверстия, которые осуществляют на штамповочных позициях, при этом пробивку отверстия производят на последней штамповочной позиции, отличающийся тем, что фланец получают высадкой, а формирование наружного кольцевого элемента производят после высадки, при этом упомянутое формирование наружного кольцевого элемента и пробивку отверстия осуществляют на отдельных штамповочных позициях.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1994 |
|
RU2074049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНОК НА ОСНОВЕ ОКСИДА КРЕМНИЯ | 1988 |
|
RU2030483C1 |
| DE 4426759 A1, 25.01.1996. | |||

