Изобретение относится к металлургии сплавов, в частности к способам литья алюминиевых сплавов, алюминиевым сплавам и способам получения из них промежуточных изделий, может быть использовано в производстве деформированных полуфабрикатов (прессованных, катаных, штампованных) из алюминиевых сплавов, а также других ненамагничивающихся сплавов, например медных сплавов, магниевых сплавов, цинковых сплавов и других.
Наиболее эффективно изобретение может быть использовано в автомобилестроении, в частности, для изготовления деталей кузова легковых автомобилей.
Изделия из алюминиевых сплавов могут быть эффективно использованы для изготовления деталей кузова автомобилей, при этом сплав, из которого они изготовлены, должен обладать как высокими прочностными, так и высокими пластическими свойствами, хорошей деформируемостью, штампуемостью, свариваемостью, высокой коррозионной стойкостью и иметь небольшой удельный вес. Наиболее полно этим условиям отвечают алюминиево-магниевые сплавы.
Известные в настоящее время высоколегированные алюминиево-магниевые сплавы (Рязанова Н. И., Конкевич В. Ю., Лебедева Т. И., Филатов Ю. А. Алюминиевый кузов - будущее автомобилестроения. Сб. "Технология легких сплавов". М. : ВИЛС 1995, N 2, с. 56 - 66), используемые для изготовления деталей автомобильных кузовов, обладают недостаточно высокими механическими свойствами (предел прочности от 210 до 310 МПа; предел текучести от 100 до 160 МПа.
Кроме того, указанные алюминиево-магниевые сплавы во время холодной деформации проявляют резко выраженный физический предел текучести, проявляющийся в виде следов линий Людерса, которые ухудшают внешний вид изделия.
Известные высоколегированные алюминиево-магниевые литейные сплавы (Алиева С. Г. , Альтман М. Б., Амбурцумян С. М. и др., Справочник Промышленные алюминиевые сплавы. М.: Металлургия, 1984, с. 394 - 415), обладающие высокими прочностными свойствами, имеют недостаточно высокие пластические свойства, т. е. низкую деформируемость на стадии изготовления катаных полуфабрикатов, и ограниченную штампуемость на стадии изготовления изделий, вследствие чего их невозможно использовать для производства деталей автомобильных кузовов, при изготовлении которых используют операцию глубокой вытяжки.
В связи с этим на передний план выходит проблема создания сплава, обладающего высокими свойствами как литейного, так и деформируемого сплавов, а также способов его отливки и получения из него промежуточных изделий для изготовления деталей кузовов автомобильной промышленности.
Известен способ литья алюминиевых сплавов (US, A 3842895), включающий непрерывную подачу предварительно расплавленного алюминиевого сплава в кристаллизатор, где от области, занятой жидким металлом, осуществляют непрерывный отвод тепла для кристаллизации металла и формирования слитка, при этом в зоне кристаллизации металл подвергают воздействию однонаправленного магнитного поля постоянной величины по высоте зоны кристаллизации, имеющего магнитную индукцию порядка 0,188 Тл.
Воздействуя указанным магнитным полем на жидкий металл, осуществляют торможение конвективного потока этого металла, за счет чего уменьшается ширина жидко-твердой "кашеобразной" фазы, которая существует между изотермами ликвидус и солидус, и достигается снижение дендритной и зональной ликвации легирующих компонентов и примесей, присутствующих в этом сплаве.
Однако вышеуказанное характерно для сплавов с достаточно узким интервалом кристаллизации, а на сплавы с широким интервалом кристаллизации, в частности сплавы, содержащие такой сильноликвирующий компонент, как магний, особенно при его высокой концентрации, указанное магнитное поле недостаточно эффективно воздействует на образующиеся в процессе кристаллизации первичные интерметаллиды и подавление их роста, что снижает структурную и химическую однородность сплава и не обеспечивает равнозернистость структуры по сечению слитка.
При этом при использовании указанного способа ширина жидко- твердой фазы сплава с широким интервалом кристаллизации остается достаточно большой и не может в достаточной степени снизить микро- и макроликвацию. Дендритные ячейки твердого раствора алюминия и междендритные (межзеренные) включения недостаточно измельчаются, что снижает пластические свойства и технологичность сплава при деформации и наследовательно передается на свойства готового изделия.
Известен алюминиевый сплав (SU, A, 439535), содержащий, мас.%:
Магний - 4,0 - 7,5
Цирконий - 0,5 - 3,5
Марганец - 0,2 - 1, О
Кобальт - 0,05 - 0, 5
Бор - 0,05 - 0,3
Титан - 0,01 - 0,3
Цинк - 0,01 - 0, 7
Хром - 0,01 - 0,3
Бериллий - 0,0001 - 0,005
Алюминий - Остальное
Сплав обладает достаточно высокими прочностными свойствами и хорошей свариваемостью. Однако высокое содержание тугоплавких легирующих компонентов, таких как цирконий, марганец, титан и хром, как в отдельности каждого, так и в их сочетании (суммарное содержание) приводит к образованию в процессе кристаллизации сплава большого количества тугоплавких интерметаллических соединений, наличие которых приводит к огрублению его структуры, снижению пластических свойств и растрескиванию изделий в процессе деформации, что делает его непригодным для использования в изделиях, получаемых посредством штамповки с глубокой вытяжкой.
Известен способ получения изделий из алюминиево-магниевого сплава (JP, заявка 50-2844), заключающийся в том, что отливку алюминиево- магниевого сплава гомогенизируют, а затем подвергают предварительной деформации, полученную после этой деформации заготовку прокатывают с промежуточным отжигом, после чего полученный полуфабрикат термообрабатывают и производят готовое изделие. При этом для достижения оптимальных свойств в качестве предварительной деформации сплав подвергают проковке, причем пред проковкой сплав выдерживают в течение 3 - 50 ч при 350 - 500oC (гомогенизируют) для полного растворения атомов магния. В качестве прокатки используют горячую прокатку при 350 - 450oC, а затем холодную прокатку с 30 - 50% обжатием. Полученный таким образом полуфабрикат подвергают окончательной стабилизации при 130oC в течение 4 ч получения готового изделия.
Однако этот способ эффективен для алюминиевого сплава с содержанием магния менее 8 мас.%, так как горячая прокатка алюминиевых сплавов, содержащих более 8 мас.% магния, приводит к интенсивному распаду пересыщенного магнием твердого раствора α- -алюминия. Высокотемпературный нагрев при предварительной деформации перед прокаткой ведет к интенсивному выделению в структуре сплава β- -фазы Mg2Al3 и коагуляции ее частиц преимущественно по границам зерен непрерывной цепочкой, что приводит к снижению пластических свойств (ввиду хрупкости этой фазы) и снижению коррозионной стойкости деформируемых полуфабрикатов и готовых изделий. Кроме того, получаемая в результате горячей прокатки рекристаллизованная структура листов при последующей их холодной деформации с глубокой вытяжкой приводит к появлению линий Людерса.
В основу настоящего изобретения поставлена задача создать способ литья деформируемых алюминиевых сплавов с широким интервалом кристаллизации, в частности, алюминиевых сплавов с высоким содержанием магния, обеспечивающий возможность равномерного распределения в матрице сплава упрочняющих дисперсных частиц (в частности, магния), подавление роста и измельчение этих частиц, а также измельчение дендритных ячеек зерен твердого раствора алюминия, что позволяет существенно уменьшить дендритную и зональную ликвацию алюминиевых сплавов с широким интервалом кристаллизации и создать деформируемый алюминиевый сплав с дисперсной структурной и химической однородностью, обладающий как высокими пластическими, так и высокими прочностными свойствами, а также создать способ получения изделий из алюминиевого сплава с высоким содержанием магния, позволяющий получать промежуточные изделия, обладающие деформируемостью при испытании по методу Эриксена более 9,5 мм в сочетании с пределом прочности на растяжение более 370 МПа.
Задача решается созданием способа литья алюминиевых сплавов, включающего непрерывную подачу расплава алюминиевого сплава в кристаллизатор, отвод тепла от области жидкого металла, обработку жидкого металла в кристаллизаторе магнитным полем, кристаллизацию и образование отливки, при этом, согласно изобретению, обработку жидкого металла в кристаллизаторе осуществляют пространственно неоднородным магнитным полем.
При этом целесообразно обработку, магнитным полем осуществлять с повышением вектора магнитной индукции вдоль зоны кристаллизации в направлении движения отливки.
Магнитная обработка расплава согласно изобретению позволяет получать более дисперсную микроструктуру сплава (измельчаются дендритные ячейки зерен твердого раствора - алюминия, первичные и вторичные интерметаллические соединения, например такие, как ZrAl3, TiAl3, Mg2Al3 и другие), обеспечивающие повышение технологической пластичности при его последующей деформации и улучшение механических свойств деформированных полуфабрикатов при производстве из них изделий. Наиболее эффективна указанная магнитная обработка при литье высоколегированных алюминиевых сплавов и сплавов с широким температурным интервалом кристаллизации, в частности алюминиевых сплавов с высоким содержанием магния.
Применение указанного магнитного воздействия на расплав с широким интервалом кристаллизации приводит к сужению эффективного интервала кристаллизации, то есть уменьшению ширины переходной жидко-твердой фазы, где формируется структура отливки. Это приводит к снижению дендритной и зональной ликвации легирующих и примесных компонентов и снижению структурной неоднородности слитка. Кроме того, применение указанного магнитного воздействия приводит к измельчению интерметаллических соединений, образованных в сплаве при его кристаллизации, повышению растворимости содержащихся в сплаве легирующих компонентов. Воздействие пространственно неоднородного магнитного поля вызывает изменение физических свойств расплава, то есть повышает вязкость расплава и в зависимости от индукции изменяет коэффициенты тепломассопереноса. Наложение пространственно неоднородного магнитного поля подавляет конвекцию расплава, уменьшает флуктуацию температуры расплава и химическую неоднородность отливки. Указанная стабилизация расплава повышает градиент температур, в результате чего создаются благоприятные условия для формирования отливки.
Кроме того, указанное магнитное воздействие уменьшает в сплаве содержание оксидных и неметаллических включений. Это происходит в результате того, что оксидные и неметаллические включения имеют меньшую электрическую проводимость, чем жидкий металл, и в меньшей мере взаимодействуют с магнитным полем. В результате этого происходит кажущееся изменение удельных весов жидкого металла и оксидных и неметаллических включений и "выталкивание" последних из зоны затвердевания к верхней зоне лунки слитка, то есть к поверхности расплава, что приводит к рафинированию жидкого металла.
Эффект от использования указанного пространственно неоднородного по высоте зоны кристаллизации магнитного поля можно обосновать следующим образом.
Кристаллы затвердевшего металла обладают анизотропией физических свойств. Как правило, направление роста кристалла, соответствующее его максимальной теплопроводности, не совпадает с направлением его роста, соответствующим наибольшей его намагниченности. При кристаллизации сплава без использования предлагаемого магнитного поля преимущественная ориентировка растущих кристаллов устанавливается таким образом, что направление максимальной теплопроводности совпадает с направлением отвода тепла, что способствует повышению скорости роста кристаллов интерметаллидов. Этот эффект приводит к огрублению структуры и увеличению размеров интерметаллидных фаз.
Наложение пространственно неоднородного магнитного поля в направлении теплоотвода вызывает физико-механическое взаимодействие этого поля с растущими кристаллами, при этом происходит поворот кристаллов таким образом, что направление его максимальной намагниченности устанавливается параллельно магнитному полю. В этих условиях направление максимальной теплопроводности не совпадает с направлением отвода тепла и скорость роста кристаллов интерметаллических соединений замедляется, а сами они измельчаются. При развороте кристаллов под действием неоднородного магнитного поля возможен дополнительный эффект измельчения кристаллов интерметаллидов, связанный с их разрушением из-за низкой прочности этих кристаллов при температурах, соответствующих твердо-жидкому состоянию расплава.
Все вышеуказанное приводит к повышению одновременно и прочностных и пластических свойств сплава литой заготовки.
Измельчение интерметаллических включений и уменьшение дендритной ликвации (внутридендритной и междендритной) позволяет существенно снизить время последующего гомогенизирующего отжига слитка. Снижение времени гомогенизации позволяет сохранить пересыщенный магнием твердый раствор α- -алюминия, полученный при литье, уменьшить вторичную пористость в сплаве и снизить энергетические затраты при отжиге.
Неравномерность индукции магнитного поля по высоте лунки затвердевшего металла, т. е. по высоте зоны кристаллизации, обеспечивает равнозернистость по всему сечению отливки и равную плотность металла. При этом так как наибольшая скорость кристаллизации за счет быстрого охлаждения обеспечивается в зоне пересечения ветвей изотерм ликвидус и солидус, то здесь следует поддерживать минимальную индукцию магнитного поля. При этом по мере расширения зоны жидко- твердой фазы сплава магнитная индукция поля должна возрастать, поэтому обработку магнитным полем целесообразно осуществлять с наведением максимальной величины магнитной индукции вблизи вершины изотермы ликвиддс, где наименьшие скорости зародышеобразования и роста кристаллов.
Обработку магнитным полем желательно осуществлять при повышении вектора магнитной индукции вдоль зоны кристаллизации от (0,04 - 0,63) до (0,051 - 0,64) Тл.
При этом экспериментально установлено, что эффективный интервал между минимальной индукцией магнитного поля и его максимальной индукцией составляет не менее 0,01 Тл, так как в этом случае при взаимодействии движущегося расплава с неоднородным магнитным полем в расплаве возникает электрический ток, достаточный для существенного влияния на конвективные тепловые потоки жидкого металла, увеличение вязкости расплава и коэффициенты тепломассопереноса.
При этом целесообразно обработку осуществлять импульсным магнитным полем с неизменным во времени направлением вектора магнитной индукции, величину которого увеличивают от (0,04 - 0,39) до (0,05 - 0,40) Тл.
Эффект использования импульсного магнитного поля заключается в дополнительном измельчении зерен твердого раствора α- -алюминия за счет динамического физико-механического взаимодействия растущих кристаллов. В результате этого происходит более интенсивное обламывание ветвей дендритов и измельчение структуры отливки. Использование импульсного магнитного поля наиболее целесообразно при литье отливок малых и средних поперечных сечений, когда в кристаллизаторе находится относительно небольшое количество расплава, а также когда сплав содержит ограниченное количество модификаторов, например, таких как титан и бор.
Желательно обработку осуществлять магнитным полем с изменяющимся во времени направлением вектора магнитной индукции на противоположное при повышении его величины в зоне кристаллизации от (0,04 - 0,39) до (0,05 - 0,40) Тл.
Применение такого знакопеременного поля наиболее целесообразно при литье отливок, имеющих большие поперечные сечения, т. е. когда в кристаллизаторе находится большое количество расплава. Знакопеременное магнитное поле, как и импульсное магнитное поле, дополнительно измельчают зерна твердого раствора α- -алюминия за счет динамического воздействия. Кроме того, применение знакопеременного магнитного поля в большей степени уменьшает зональную ликвацию магния за счет автоколебательного процесса, что улучшает деформируемость сплава на всех этапах его последующего передела.
Применение предлагаемых импульсных и знакопеременных пространственно неоднородных магнитных полей с энергетических позиций более эффективно, чем стационарных, так как в момент возрастания и падения магнитного потока в сплаве возникают более сильные наведенные электрические токи, при этом усиливается взаимодействие потоков расплава и кристаллов затвердевающего металла с магнитным полем. Создается динамическое воздействие по всему фронту кристаллизации отливки.
Поставленная задача также решена созданием сплава на основе алюминия, полученного преимущественно описанным выше способом и дополнительно содержащего магний, цирконий, бериллий, титан при следующем соотношении компонентов, мас.%:
Магний - 9,5 - 11,5
Цирконий - 0,05 - 0,2
Бериллий - 0,03 - 0,15
Титан - 0,02 - 0,1
Алюминий - Остальное,
при этом сплав имеет плотную однородную структуру с равномерно распределенными в матрице частицами, дисперсность которых составляет от 5000 до 20000  .
.
Предлагаемый алюминиево-магниевый сплав обладает высокой прочностью, высокой пластичностью, высокой коррозионной стойкостью и низким удельным весом. При этом полуфабрикаты из этого сплава имеют высокие пластические, прочностные свойства, деформируемость и штампуемость, которые позволяют изготавливать из них детали с использованием операции глубокой вытяжки, в том числе детали кузова легковых автомобилей.
Наличие магния в указанных пределах обеспечивает повышение предела прочности и предела текучести сплава, а также снижает его удельный вес и улучшает коррозионную стойкость.
Если магния будет меньше 9,5 мас.%, то образующийся твердый раствора α- -алюминия в своей структуре не будет содержать достаточного количества магния для обеспечения заданных прочностных свойств. Увеличение магния выше 11,5 мас. % ведет к образованию неустойчивого твердого раствора α- -алюминия, в котором при последующих технологических нагревах и деформациях происходит интенсивное выделение и коагуляция хрупкой β- -фазы Mg2Al3, что снижает прочность, пластичность и коррозионную стойкость полуфабрикатов.
Введение циркония в указанных пределах в состав предлагаемого сплава стабилизирует и упрочняет твердый раствор α- -алюминия. Введение циркония ниже 0,05 мас.% недостаточно для стабилизации и упрочнения твердого раствора α- -алюминия. Содержание циркония выше 0,2 мас.% ведет к грубым выделениям игольчатой интерметаллидной фазы ZrAl3, снижающей пластичность и эффективность применения данного компонента в сплаве.
Бериллий введен в сплав для защиты магния от окисления. В указанных пределах бериллий выполняет функцию защиты магния от окисления. При уменьшении его количества не будет обеспечена надлежащая защита, а увеличение его содержания выше указанного предела затруднит процесс непрерывного литья отливок.
Титан в указанных пределах введен как модификатор для улучшения технологичности сплава при литье и улучшения технологичности твердого растворов α- -алюминия при деформации. Одновременно он является барьером для образования хрупкой интерметаллидной фазы Mg2Al3. Введение титана ниже 0,02 мас.% недостаточно для модифицирования сплава, а введение его выше 0,1 мас.% приводит к выделению алюминидов титана, имеющих грубую форму, что снижает эффективность его использования.
Целесообразно, чтобы алюминиевый сплав дополнительно содержал 0,01 - 0,05 мас% кобальта. Кобальт, являющийся элементом с меньшим атомным радиусом по сравнению с магнием и цирконием, уменьшает параметр кристаллической решетки алюминия, повышает стабильность твердого раствора α- -алюминия и технологичность сплава при прокатке. Совместно с цирконием кобальт благоприятно влияет на прочностные и пластические свойства предложенного сплава. Введение кобальта ниже 0,01% недостаточно для достижения указанного положительного эффекта, а введение его выше 0,05% ведет к выделению алюминидов кобальта и снижению его положительного влияния, так как растворимость кобальта при комнатной температуре соответствует порядка 0,02%, а наибольшее его влияние будет тогда, когда он находится в твердом растворе α- -алюминия в виде атомов, равномерно внедренных в кристаллическую решетку алюминия.
Благоприятно, чтобы алюминиевый сплав содержал, 0,04 - 0,02 мас.% бора. Бор в указанных пределах введен в сплав для усиления модифицирующего воздействия титана на зерна α- -алюминия. Предпочтительно вводить бор в соотношении к титану как 1 : 5. В этом случае их совместное влияние наиболее эффективно. Поэтому нижний предел ограничен пределом 0,004 мас.%, а верхний 0,02 мас. %. Дальнейшее его повышение может вызвать выделение при кристаллизации сплава большого количества алюминидов бора и ухудшение технологичности сплава при прокатке.
Желательно, чтобы алюминиевый сплав дополнительно содержал 0,01 - 0,3 мас. % хрома. Хром введен в состав сплава как элемент-антирекристаллизатор, который совместно с цирконием повышает устойчивость твердого раствору α- -алюминия и улучшает, таким образом, прочностные свойства сплава.
Уменьшение содержания хрома менее 0,01 мас.% не обеспечивает повышения температуры рекристаллизации сплава, что снижает его прочностные свойства. Увеличение содержания хрома выше 0,3 мас.% ведет к образованию в структуре сплава тугоплавких интерметаллидов Cr2Al3, которые ухудшают его деформируемость.
Таким образом, предложенный сплав в сочетании с предложенным способом литья позволяет получить особую мелкозернистую плотную структуру отливки с повышенными прочностными и пластическими свойствами, обеспечивающими необходимые технологические свойства при деформации отливки.
Задача решается также созданием способа производства промежуточных изделий из сплава на основе алюминия, включающего гомогенизацию отливки, предварительную деформацию отливки, прокатку полученной таким путем заготовки с промежуточными отжигами, термическую обработку полученного полуфабриката и изготовление промежуточных изделий, при этом, согласно изобретению, предварительную деформацию и прокатку проводят при температурах, не превышающих температуру стабильности магния в твердом растворе алюминия, а термообработку полуфабриката осуществляют путем закалки.
Предлагаемый способ позволяет использовать низкий интервал температур деформаций. Это приводит к уменьшению распада твердого раствора α- алюминия, ограничению выделения хрупкой β- фазы Mg2Al3 и снижению процесса рекристаллизации, что позволяет получать изделия (промежуточные) с мелкозернистой полигонизованной структурой с высокими прочностными, пластическими свойствами и высокой коррозионной стойкостью.
В качестве предварительной деформации целесообразно осуществлять прессование при температуре, не превышающей 350oC, что позволяет получать прессованный полуфабрикат с нерекристаллизованной структурой с высоким уровнем прочностных и пластических свойств для дальнейшей прокатки.
Указанный температурный интервал и воздействие указанной температуры на сплав в процессе прессования является температурным барьером для выделения и коагуляции β- фазы Mg2Al3, что является положительным для предложенного сплава с высокой концентрацией магния.
Прокатку желательно проводить при температуре, не превышающей 350oC, что позволяет сохранить нерекристаллизованную структуру промежуточных изделий с дисперсной β- -фазой Mg2Al3, равномерно распределенной по объему сплава, и получать промежуточные изделия с высокими прочностными свойствами и хорошей формируемостью после их термообработки.
Закалку полуфабриката целесообразно проводить при 380 - 435oC.
Изготовление катаных промежуточных изделий из предложенного алюминиевого сплава с высокой концентрацией магния позволяет исключить из технологической схемы весьма неблагоприятные высокотемпературные нагревы при предварительной деформации и прокатке.
Таким образом, использование предлагаемого способа литья алюминиевых сплавов, предлагаемого алюминиевого сплава с высоким содержанием магния и предлагаемого способа получения из него промежуточных изделий позволяет значительно уменьшить внутридендритную и междендритную ликвацию, измельчить дендритные ячейки зерен твердого раствор α- -алюминия, измельчить и уменьшить количество интерметаллических включений, повысить плотность и чистоту металла, что позволяет улучшить пластические свойства и деформируемость изделий из алюминиевых сплавов с высоким содержанием магния при сохранении их высоких прочностных свойств. При этом получаются промежуточные изделия, имеющие предел прочности на растяжение выше, чем 370 МПа с одновременной деформируемостью в холодном состоянии по Эриксену более 9,5 мм и имеющие плотную однородную мелкокристаллическую структуру с равномерно распределенными в матрице частицами с дисперсностью от 5000 до 20000  .
.
Лучший вариант осуществления изобретения.
Берут алюминиевый сплав, содержащий следующие компоненты, мас.%:
Магний - 9,5 - 11,5
Цирконий - 0,05 - 0,2
Бериллий - 0,03 - 0,15
Титан - 0,02 - 0,1
Алюминий - Остальное
При этом сплав может содержать:
Кобальт в количестве 0,01 - 0,05 мас.%,
Хром в количестве 0,01 - 0,3 мас.% и
Бор в количестве 0,004 - 0,02 мас.%, взятые порознь или в сочетании.
Предварительно разогревают сплав до температуры, например 750oC. Расплавленный алюминиевый сплав дегазируют, подвергают фильтрации и затем непрерывно подают в кристаллизатор, где осуществляют непрерывный отвод тепла, например, подачей охлаждающей воды. Для усиления процессов охлаждения, охлаждающую жидкость подают также на боковую поверхность отливки по выходу ее из кристаллизатора.
В процессе кристаллизации сплав подвергают непрерывному воздействию пространственно неоднородного магнитного поля, создаваемого, например, соленоидом, охватывающим кристаллизатор или группу кристаллизаторов, причем в качестве магнитного поля используют пространственно неоднородное по высоте зоны кристаллизации магнитное поле, вектор магнитной индукции которого увеличивают по высоте зоны кристаллизации в направлении вершины изотермы ликвидус, то есть в направлении движения отливки.
Указанную магнитную индукцию создают, например, путем конструктивного выполнения катушки соленоида с изменяющейся плотностью ее обмотки. При этом можно использовать катушку, выполненную от отдельных секций с различной плотностью обмотки для увеличения градиента магнитного поля в заданном направлении.
Использование указанного магнитного поля измельчает дендритные ячейки твердого раствора α- -алюминия и первичные кристаллы, повышает их однородность. С увеличением индукции магнитного поля эффект измельчения увеличивается, при этом эвтектика равномерно распределяется тонкой пространственной сеткой вокруг зерен твердого раствора α--алюминия Для достижения наилучшего эффекта целесообразно максимальную индукцию поддерживать в области вершины изотермы ликвидус, т. е. на уровне максимальной ширины переходной жидко- твердой зоны, а минимальную индукцию поддерживать на уровне пересечения ветвей изотерм ликвидус и солидус. Экспериментально установлено, что разница между минимальной и максимальной индукцией должна составлять не менее 0,01 Тл.
Использование пространственно неоднородного магнитного поля позволяет создать в переходной зоне (жидко-твердой фазе) давление на жидкий металл, за счет чего там появляются дополнительные ветви дендритов высших порядков, при этом в процессе направленной кристаллизации увеличивается скорость затвердения, снижается диффузия легирующих элементов по границам зерен (разделительная диффузия), что приводит к образованию плотной однородной мелкокристаллической структуры с равномерно распределенными в матрице сплава частицами, дисперсность которых составляет 5000 - 20000  .
.
Получение отливки с указанной структурой позволяет в дальнейшем деформировать сплав в области пониженных температур, что дает возможность производить изделия, имеющие полигонизованную структуру в нерекристаллизованном состоянии.
Целесообразно использование пространственно неоднородного магнитного поля, вектор магнитной индукции которого увеличивают по высоте зоны кристаллизации от (0,04 - 0,63) до (0,05 - 0,64) Тл. При этом возникает пондеромоторный эффект, создаваемый объемными электромагнитными силами и влияющий на процесс массотеплопереноса, диффузионную подвижность атомов, морфологию роста кристаллов, скорость протекания химических реакций, образование эвтектики и интерметаллических соединений. Происходит кажущееся изменение диаграммы состояния (псевдодиаграмма) и повышается растворимость магния в алюминии. Причем магний будет равномерно растворен в алюминии, а легирующие добавки и образующиеся дисперсные интерметаллические соединения будут делать атомы магния менее подвижными и будут закреплять их в матрице твердого раствора α- -алюминия.
В качестве магнитного поля может быть использовано импульсное магнитное поле с неизменным во времени направлением вектора магнитной индукции или знакопеременное магнитное поле с изменяющимся во времени направлением вектора магнитной индукции на противоположное, при этом для достижения наилучшего эффекта целесообразно вектор магнитной индукции этих магнитных полей увеличивать по высоте зоны кристаллизации от (0,04 - 0,39) до (0,05 - 0,40) Тл.
При воздействии на расплав указанного однонаправленного импульсного магнитного поля или указанного знакопеременного магнитного поля за счет динамического воздействия происходит более интенсивное обламывание ветвей дендритов растущих кристаллов и дробление первичных интерметаллидов, образовавшихся в расплаве при его перемещении по зоне кристаллизации.
Создание указанных импульсного магнитного поля и знакопеременного магнитного поля возможно осуществить путем управления питанием катушки соленоида.
Далее слиток гомогенизируют, например, при 420oC в печи гомогенизации, например, в течение 4 ч.
Гомогенизированный слиток подвергают экструзии, например, на гидравлическом прессе при 350oC и ниже, т.е. ниже температуры устойчивости магния в твердом растворе алюминия при деформации.
Верхний предел температуры ограничен необходимостью уменьшить распад твердого раствора α- -алюминия и ограничить процессы рекристаллизации сплава, т. е. получить прессованную полосу в нерекристаллизованном состоянии с полигонизованной структурой.
Далее эту полосу подвергают нагреву и прокатывают при 350oC и ниже до требуемой толщины, например 1,0 мм, с промежуточным отжигом при температуре 227 - 360oC. Увеличение температуры выше 350oC может привести к интенсивной рекристаллизации зерен твердого раствора α- -алюминия и избыточному выделению β- -фазы Mg2Al3 непрерывной цепочкой по границам зерен, что снижает прочность, пластичность и коррозионную стойкость полос и полученных из них листов.
Полученные листы подвергают закалке при 380 - 435oC с последующим охлаждением, например, в воде при 20 - 100oC или в масле при 20oC или на воздухе.
Указанная закалка позволяет растворить образовавшуюся при литье и выделившуюся в процессе предыдущих технологических нагревов и деформаций хрупкую β- -фазу Mg2Al3 и ввести ее в твердый раствор α- -алюминия. Это позволяет получать изделия одновременно с высокими прочностными и пластическими свойствами и высокой коррозионной стойкостью.
Уменьшение температуры закалки ниже 380oC может не позволить полностью растворить указанную β- -фазу, а увеличение температуры закалки выше 435oC может привести к оплавлению легкоплавкой эвтектики и снижению уровня механических свойств.
Полученные листы после термической обработки подвергают правке, например, на роликовой машине для получения готового изделия.
Таким образом, использование предлагаемого способа литья, предлагаемого алюминиевого сплава и предлагаемого способа получения из него изделий позволяет производить изделия (промежуточные), такие как полосы, листы, профили, стержни, трубы и тому подобное, имеющие высокие технологические свойства при последующей глубокой вытяжке (деформируемость в холодном состоянии при испытании по методу Эриксена более 9,5 мм), высокую прочность (предел прочности на растяжение более 370 МПа), высокую жесткость, низкий удельный вес, высокую коррозионную стойкость, т.е. указанные изделия обладают свойствами, характерными для изделий из стали, но при этом имеют низкий удельный вес.
Для лучшего понимания изобретения приводятся конкретные примеры его осуществления.
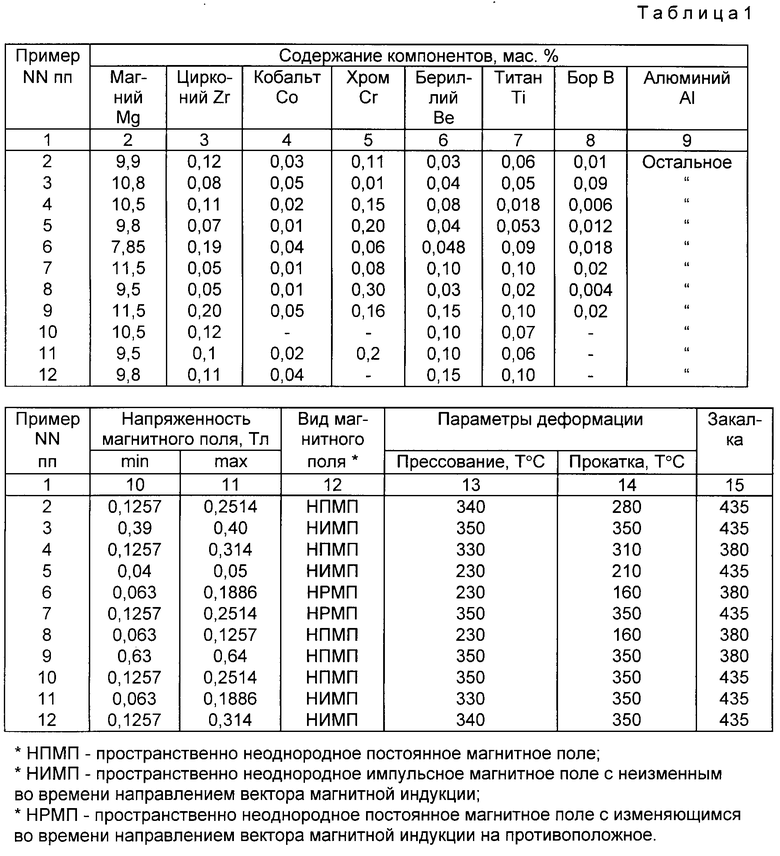
Пример 1. Берут алюминиево-магниевый сплав, содержащий следующие компоненты, мас.%:
Магний - 10,5
Цирконий - 0,11
Кобальт - 0,02
Хром - 0,05
Бериллий - 0,08
Титан - 0,02
Бор - 0,0036
Алюминий - Остальное
Сплав выплавляют в электрической печи.
Предварительно разогретый до 750oC вышеуказанный сплав дегазируют, затем подвергают фильтрации на пути подачи расплава из печи в кристаллизатор.
Литье осуществляют на машинах непрерывного литья в кристаллизаторы скольжения любой формы (круглой, квадратной, прямоугольной), изготовленные из ненамагничивающихся материалов, например, алюминиевых, медных или графитовых.
В процессе литья осуществляют непрерывный отвод тепла путем подачи воды, например, на стенку кристаллизатора и на поверхность отливки по выходу ее из кристаллизатора.
Расплав в кристаллизаторе подвергают воздействию пространственно неоднородного магнитного поля, создаваемого соленоидом, охватывающим этот кристаллизатор. Соленоид питают, например, от блока питания, обеспечивающего подачу на обмотку соленоида напряжения электрического тока необходимой амплитуды и формы. Вектор магнитной индукции магнитного поля по высоте зоны кристаллизации увеличивают от 0,1257 до 0,25 Тл в направлении движения отливки.
Максимальную индукцию неоднородного магнитного поля (0,25 Тл) поддерживают вблизи вершины изотермы ликвидус, которую определяют по глубине лунки на рубеже жидкой и жидко-твердой фаз отливки.
Минимальную индукцию неоднородного магнитного поля (0,1257 Тл) создают на уровне пересечения ветвей изотерм ликвидус и солидус, т. е. в верхней зоне лунки отливки. Разница в уровне индукции магнитного поля по высоте зоны кристаллизации составляет 0,1257 Тл.
Полученную отливку гомогенизируют при температуре 420oC в течение 4 часов в печи гомогенизации. После гомогенизации ее прессуют на гидравлическом прессе при 350oC на полосы. Затем прессованную полосу прокатывают на прокатном стане при 310oC до толщины 1 мм с одним промежуточным отжигом при 270 - 330oC.
Полученные листы подвергают закалке при 380oC, после чего они готовы к производству из них, например, деталей кузова легковых автомобилей и других транспортных средств, при производстве которых используют операцию глубокой вытяжки.
Следующие одиннадцать примеров (примеры 2 - 12 выполнены аналогично описанному в примере 1) сведены в табл. 1.
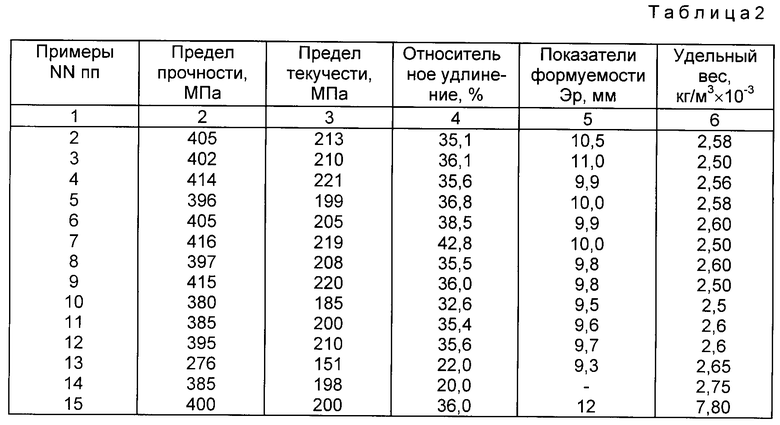
В табл. 2 приведены свойства листов толщиной 1,0 мм, изготовленных из указанных в табл. 1 сплавов по описанной выше в примере 1 технологии согласно изобретению.
Для сравнения в примере 13 приведены механические свойства листов толщиной 1,0 мм из сплава системы алюминий-магний, содержащего следующие компоненты, мас. %: магний 4,8; марганец 0,50; хром 0,10; титан 0,10; кремний 0,20; железо 0,35; медь 0,15; цинк 0,20; алюминий - остальное, применяемого для панелей кузовов автомобилей рядом зарубежных фирм;
В примере 14 приведены механические свойства аналогичных листов из сплава (прототипа) системы алюминий-магний, содержащего следующие компоненты, мас.%: магний 7,4; цирконий 0,50; марганец 0,50; кобальт 0,10; бор 0,10; титан 0,10; цинк 0,30; бериллий 0,05, алюминий - остальное.
В примере 15 приведены механические свойства аналогичных листов из стали марки 08ГСЮТ(Ф) ТУ 14-1-3764-84, применяемых для изготовления кузовов автомобилей заводов "Автоваз ", "Москвич ".
Как следует из приведенных таблиц, предлагаемый сплав, способ его литья и способ получения из него промежуточных изделий позволяют получить материал с прочностными свойствами, соответствующими стали, но порядка трех раз легче ее. При этом материал отличается высокой пластичностью в холодном состоянии, необходимой для получения разнообразных штампованных с использованием операции глубокой вытяжки элементов, например деталей автомобильного кузова, и превосходит параметры материалов аналогичного назначения, применяемых в настоящее время в автомобильной промышленности зарубежных фирм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ НА ОСНОВЕ АЛЮМИНИЯ | 2018 |
|
RU2738817C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2022 |
|
RU2800435C1 |
| ТЕРМОСТОЙКИЙ ЭЛЕКТРОПРОВОДНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2013 |
|
RU2556179C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2006 |
|
RU2310005C1 |
| ВЫСОКОПРОЧНЫЙ АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2451097C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2683399C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| Способ получения холоднокатаных листов из вторичного алюминиевого сплава | 2024 |
|
RU2826055C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2368687C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2669957C1 |
Изобретение предназначено для увеличения пластичности алюминиевых сплавов и их деформируемости при получении изделий при сохранении высоких прочностных свойств. Способ литья алюминиевых сплавов включает непрерывную подачу расплава алюминиевого сплава в кристаллизатор, отвод тепла из области жидкого металла, обработку жидкого металла в кристаллизаторе пространственно неоднородным магнитным полем с повышением вектора магнитной индукции вдоль зоны кристаллизации в направлении движения отливки, кристаллизацию и образование отливки, выполненной из сплава на основе алюминия, содержащего, мас. %: магний 9,5 - 11,5, цирконий 0,05 - 0,2, бериллий 0,03 - 0,15, титан 0,02 - 0,1, алюминий - остальное, при этом сплав имеет плотную однородную мелкокристаллическую структуру с равномерно распределенными в матрице частицами с дисперсностью от 5000 до 200000 . Способ производства промежуточных изделий из указанного сплава включает гомогенизацию, прессование при температуре, не превышающей 350oC, прокатку при температуре, не превышающей 350oC, закалку и изготовление промежуточных изделий, обладающих деформируемостью в холодном состоянии при испытаниях по Эриксену более 9,5 мм в сочетании с пределом прочности на растяжение более 370 МПа. 4 с. и 17 з.п.ф-лы, 2 табл.
. Способ производства промежуточных изделий из указанного сплава включает гомогенизацию, прессование при температуре, не превышающей 350oC, прокатку при температуре, не превышающей 350oC, закалку и изготовление промежуточных изделий, обладающих деформируемостью в холодном состоянии при испытаниях по Эриксену более 9,5 мм в сочетании с пределом прочности на растяжение более 370 МПа. 4 с. и 17 з.п.ф-лы, 2 табл.
Магний - 9,5 - 11,5
Цирконий - 0,05 - 0,2
Бериллий - 0,03 - 0,15
Титан - 0,02 - 0,1
Алюминий - Остальное
при этом сплав имеет плотную однородную мелкокристаллическую структуру с равномерно распределенными в матрице частицами с дисперсностью от 5000 до 200000  .
.
Магний - 9,5 - 11,5
Цирконий - 0,05 - 0,2
Бериллий - 0,03 - 0,15
Титан - 0,02 - 0,1
Алюминий - Остальное
19. Изделие по п.18, отличающееся тем, что имеет плотную мелкокристаллическую структуру с равномерно распределенными в матрице частицами с дисперсностью от 5000 до 20000  и отлитое по способу, включающему следующие стадии: непрерывный подвод расплавленного сплава в зону кристаллизации; непрерывный отвод тепла от области жидкого металла с его последующей кристаллизацией и образованием отливки; обработку жидкого металла в зоне его кристаллизации пространственно неоднородным полем, вектор магнитной индукции которого повышают вдоль зоны кристаллизации в направлении движения отливки.
и отлитое по способу, включающему следующие стадии: непрерывный подвод расплавленного сплава в зону кристаллизации; непрерывный отвод тепла от области жидкого металла с его последующей кристаллизацией и образованием отливки; обработку жидкого металла в зоне его кристаллизации пространственно неоднородным полем, вектор магнитной индукции которого повышают вдоль зоны кристаллизации в направлении движения отливки.
| SU, патент, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| SU, авторское свидетельство, 439535, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| JP, заявка 50-2844, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

