Изобретение относится к металлургии, а именно для получения сплава с мелкозернистой однородной структурой, преимущественно ферросплава для микролегирования и модифицирования стали и чугуна, методом намораживания сплава в виде тонкой корки на валковом кристаллизаторе [1]
Известно устройство для изготовления ленты из хлористого серебра методом прокатки, содержащее два водоохлаждаемых валка и реборды, при этом реборды расположены на противоположных торцах валков с образованием емкости для расплава сопряженными поверхностями валков и реборд [2]
Недостатком устройства [2] является то, что при использовании его для намораживания сплава (валки вращать навстречу подаваемому расплаву), в зоне контакта расплава с ребордами не обеспечивается необходимая скорость его кристаллизации из-за быстрого перегрева реборд, что приводит к неодинаковым условиям охлаждения расплава на поверхностях кристаллизации.
В основу изобретения положена задача получения однородной мелкозернистой структуры сплава по всему его объему за счет применения на валковом кристаллизаторе водоохлаждаемых реборд.
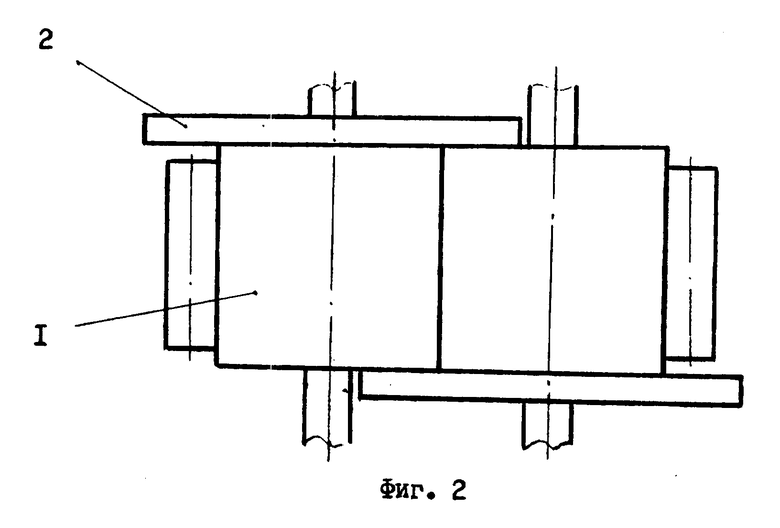
На фиг.1 и 2 изображена схема предлагаемого устройства.
Устройство содержит два цилиндрических водоохлаждаемых сопряженных валка 1, водоохлаждаемые реборды 2, расположенные на противоположных торцах валков, ролики 3 и ножи 4. Сопряженные поверхности валков и реборд образуют емкость-кристаллизатор 5.
Реборды могут иметь наружный диаметр, превышающий удвоенное межосевое расстояние между валками, выполненными по консольной схеме. Кроме того, реборды могут быть установлены на одном из валков.
Устройство работает следующим образом.
В емкость-кристаллизатор, внутренняя поверхность которой образована двумя вращающимися валками 1 с ребордами 2, непрерывно подают расплав. При этом поверхности емкости-кристаллизатора, вращаясь навстречу подаваемому расплаву, осуществляют непрерывное его намораживание с образованием корки сплава 6, например, в виде двух Г-образных профилей, в случае выполнения валкового кристаллизатора согласно фиг. 2, или П-образного профиля и ленты, в случае выполнения кристаллизатора в виде двух валков, один из которых снабжен двумя торцевыми ребордами, или иной формы, соответствующей профилю образующей поверхности валков, например поверхности, образованной набором усеченных конусов. Съем и частичное дробление сплава осуществляют ролики 3 и ножи 4. При этом водоохлаждаемые реборды сопряженных валков являются дополнительными поверхностями кристаллизации расплава.
Изобретение может быть использовано как на металлургических, так и машиностроительных предприятиях, в том числе в литейных цехах. Устройство компактно и высокопроизводительно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ФЕРРОСПЛАВА | 1997 |
|
RU2116864C1 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2022 |
|
RU2779272C1 |
| Проволока с наполнителем для внепечной обработки металлургических расплавов | 2019 |
|
RU2723863C1 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2021 |
|
RU2776573C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2123407C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2496603C1 |
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
Использование: металлургия, а именно разливка сплава, преимущественно ферросплава для микролегирования и модифицирования стали и чугуна. Сущность: устройство предназначено для реализации способа непрерывной разливки, основанного на одностороннем намораживании корки сплава толщиной до 5 мм из расплава, подаваемого в емкость-кристаллизатор, образованную сопряженными поверхностями вращающихся водоохлаждаемых валков с ребордами. Новым является то, что реборды выполнены водоохлаждаемыми. При этом реборды являются дополнительными поверхностями кристаллизации расплава. 2 ил.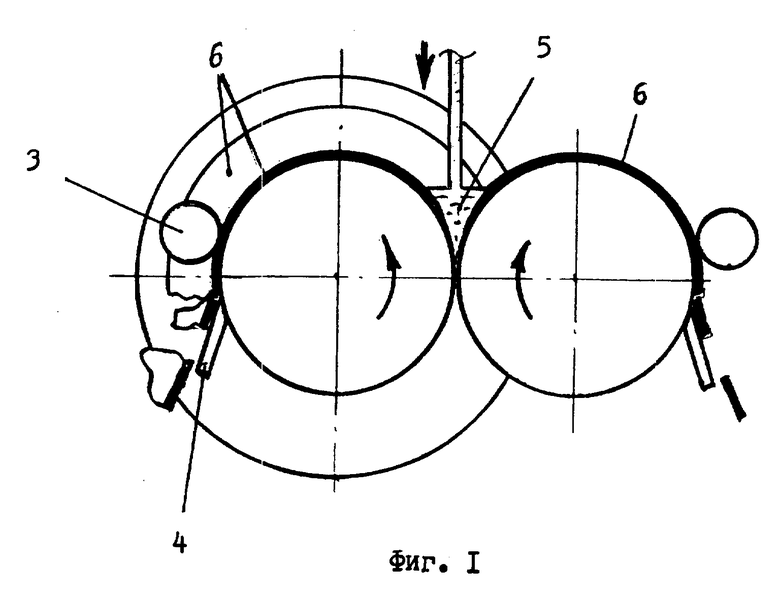
Устройство для непрерывной разливки сплава, преимущественно ферросплава, содержащее два валка с ребордами и систему охлаждения валков, при этом реборды расположены на противоположных торцах валков с образованием емкости для расплава сопряженными поверхностями валков и реборд, отличающееся тем, что реборды выполнены водоохлаждаемыми, валки установлены с возможностью вращения навстречу направлению подачи расплава, а сопряженные поверхности валков и реборд выполнены в виде поверхностей для кристаллизации двух профилей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Леках С.Н., Бестужев Н.И | |||
| Внепечная обработка высококачественных чугунов в машиностроении | |||
| - Минск: Наука и техника, 1992, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 619282, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

