Изобретение относится к области металлургии, конкретнее, к устройствам для непрерывной разливки металлов и сплавов.
Известно устройство для непрерывной разливки металлов и сплавов, содержащее водоохлаждаемые валки с ребордами на торцах валков, при этом валки выполнены с возможностью вращения в направлении подачи сплава, в котором поверхности валков и реборд сопряжены и выполнены в виде поверхностей для кристаллизации одного профиля (а. с. СССР N 619282, кл. B 22 D 11/06, 23.06. 1976 г.).
Недостатком известного устройства является ограниченная область его применения (легкодеформируемые сплавы) из-за необходимости обжатия роликами затвердевшей на поверхностях реборд оболочки сплава.
Наиболее близким по технической сущности и достигаемому результату является устройство для непрерывной разливки металлов и сплавов, содержащее водоохлаждаемые валки с ребордами по крайней мере на одном из них у его торцов для кристаллизации двух оболочек, в котором валки установлены с возможностью вращения навстречу направлению подачи расплава (патент РФ N 2101131, кл. B 22 D 11/06, 06.01.1997).
Недостатком прототипа является ограниченная область его применения (сырье) из-за получения продукции в виде Г - или одновременно П-образного профиля и ленты.
Технический результат изобретения заключается в расширении области применения устройства, в частности, в получении прямоугольных заготовок из тугоплавких металлов и сплавов (например, стали), из которых дальше могут быть произведены полосы.
Результат достигают тем, что в известном устройстве для непрерывной разливки металлов и сплавов, содержащем валки с водоохлаждаемыми ребордами по крайней мере на одном из них у его торцов для кристаллизации двух оболочек, согласно изобретению, валки выполнены с возможностью вращения в направлении подачи расплава и установлены с зазором друг относительно друга, а поверхности для кристаллизации двух оболочек образованы поверхностями валков с ребордами и боковых ограничительных плит. Величина зазора δ между валками определена из соотношения:
δ = КД0,4...0,7 мм,
где
К -коэффициент пропорциональности, мм0,6...0,3
(Для стали К= 0,05 ...0,16). Его величина пропорциональна величине раствора между валками;
Д - диаметр валка, мм.
Заявленная совокупность признаков, а именно: выполнение валков с возможностью вращения в направлении подачи сплава, установка валков с зазором друг относительно друга и образование поверхностей для кристаллизации двух оболочек поверхностями валков с ребордами и ограничительными плитами обеспечивает расширение области применения устройства за счет получения прямоугольных заготовок из тугоплавких сплавов, например стали.
Регламентация величины зазора между валками с ребордами обеспечивает надежность процесса получения заготовок за счет сваривания закристаллизовавшихся оболочек сплава у боковых ограничительных плит.
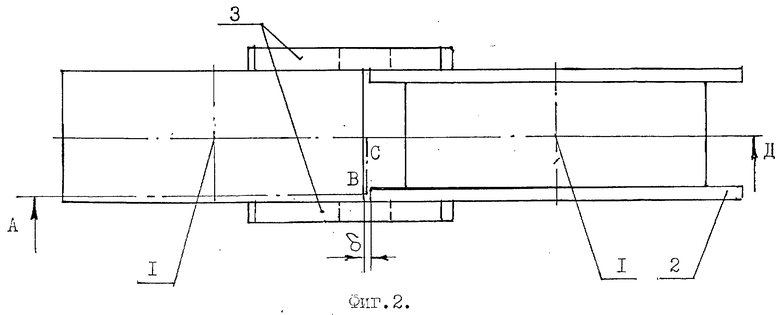
На фиг. 1 и 2 показан общий вид и разрез АBСD устройства для непрерывной разливки металлов и сплавов.
Устройство содержит два водоохлаждаемых валка 1 с ребордами 2 у торцов одного из них. Валки с ребордами выполнены с возможностью вращения в направлении подачи сплава и установлены с зазором δ относительно друг друга, который закрыт боковыми ограничительными плитами 3.
Устройство работает следующим образом. В полость, сформированную валками 1, ребордами 2 и боковыми ограничительными плитами 3, непрерывно подают расплав. На поверхности вращающихся валков 1 и реборд 2 кристаллизуются две отдельные оболочки 4 и 5 сплава. В створе валков с ребордами оболочки 4 и 5, суммарная толщина которых больше зазора валков δ, свариваются у ограничительных плит и единая прямоугольная оболочка с жидкой, незатвердевшей сердцевиной выходит из валков. Выступающие части 6 по месту ограничительных плит 3 могут быть удалены после полного затвердевания сплава.
Реборды могут быть выполнены на разных валках в их противоположных концах или на обоих валках на каждом их конце.
Предложенное устройство обеспечивает возможность производства широкого размерного сортамента прямоугольных заготовок из различных материалов - химических соединений, металлов и сплавов, в том числе из ферросплавов и стали. Так, из стали могут быть получены заготовки сечением 10...100 х 100.. .2000 мм для последующей прокатки на лист размером 0,5...50 х 100...2000 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНО- И МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2120835C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| УСТРОЙСТВО ДЛЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2121407C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СПЛАВА | 1997 |
|
RU2101131C1 |
| ОГНЕУПОРНЫЙ СТАКАН | 2001 |
|
RU2188099C1 |
| Способ получения тонких микрокристаллических широких лент из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава | 2021 |
|
RU2790333C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТУГОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446915C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТИКСОЗАГОТОВОК | 2014 |
|
RU2590432C2 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| Способ прокатки металла, устройство и валок для его осуществления | 1985 |
|
SU1316723A1 |
Изобретение относится к области металлургии, конкретнее, к устройствам для непрерывной разливки металлов и сплавов. Технический результат изобретения заключается в расширении области применения устройства, в частности в получении прямоугольных заготовок из тугоплавких металлов и сплавов. Устройство для непрерывной разливки металлов и сплавов содержит водоохлаждаемые валки с ребордами по крайней мере на одном из них у его торцов для кристаллизации двух оболочек сплава. Валки выполнены с возможностью вращения в направлении подачи сплава и установлены с зазором друг относительно друга, а поверхности для кристаллизации двух оболочек образованы поверхностями валков с ребордами и боковых ограничительных плит. Величина эазора δ между валками с ребордами определена из соотношения :
δ = K • D0,4...0,7, мм,
где: К - коэффициент пропорциональности, мм0,6...0,3;
D -диаметр валка, мм. Устройство обеспечивает возможность производства широкого размерного сортамента прямоугольных заготовок из различных материалов - химических соединений, металлов и сплавов. 1 з.п.ф-лы, 2 ил.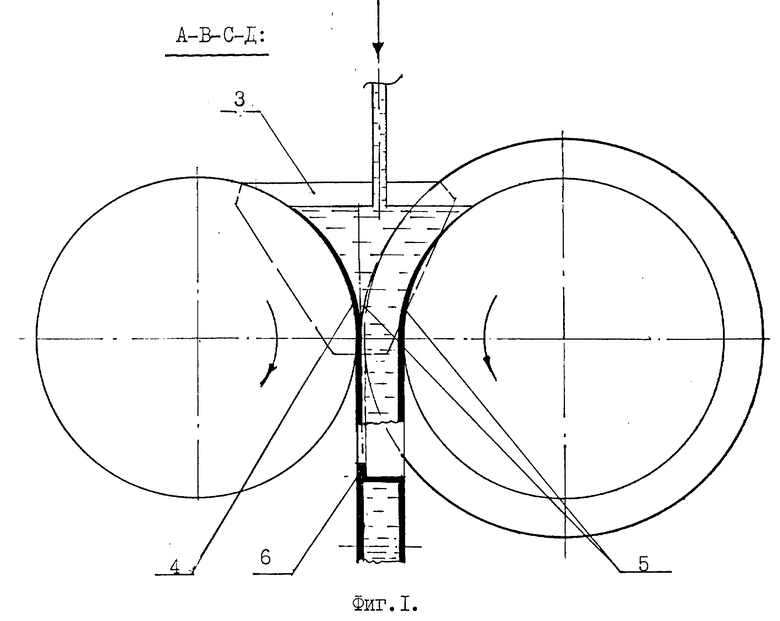
δ = К • D0,4...0,7 мм,
где К - коэффициент пропорциональности, мм0,6...0,3;
D - диаметр валка, мм.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СПЛАВА | 1997 |
|
RU2101131C1 |
| Способ изготовления ленты из хлористого серебра | 1976 |
|
SU619282A1 |
| Стан для прокатки из жидкого металла | 1936 |
|
SU52896A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для непрерывной отливки листа из стали и цветных металлов | 1958 |
|
SU120634A1 |
