Изобретение относится к инструментальному производству, а именно изготовлению металлорежущего инструмента с применением наплавки.
Известен способ изготовления резца, включающий установку рабочей части резца с пазом под наплавку в медно-графическую форму, наплавку быстрорежущей стали в паз рабочей части резца, изготовленного из конструкционной стали, с последующим помещением его в охлаждающую среду, термическую обработку наплавленного металла и заточку [см. Недорезов В.Е. "Резцы". М., Машгиз, 1952. С.162-166].
Недостатками этого способа изготовления резца являются применение ручной наплавки (что требует высокой квалификации сварщика) и сложность изготовления медно-графитовых форм.
Прототипом является способ изготовления отрезного резца, включающий наплавку быстрорежущей стали в паз заготовки рабочей части резца, изготовленного из конструкционной стали, термическую обработку, разделение и заточку. Паз под наплавку ограничивают с помощью дополнительной идентичной основной рабочей части, причем упомянутые рабочие части размещают пазами навстречу друг другу и с помощью подвижных охлаждаемых формирующих пластин закрепляют указанный паз рабочей части резца с боковых сторон. Разделение на два резца осуществляют ударным нагружением по центру их стыка (RU №2078668, В23Р 15/30, 1997).
Недостатком известного способа является низкая технологичность и производительность процесса изготовления резцов, а также низкое качество изготавливаемых резцов, так как при их разделении ударным нагружением возможно возникновение трещин в наплавленной части резца, что в свою очередь снизит стойкость изготавливаемого инструмента.
В основу настоящего изобретения поставлена задача разработки более технологичного способа изготовления, повышения производительности и качества резцов с наплавленной рабочей частью.
Техническим результатом является повышение производительности и качества резцов.
Поставленная задача и технический результат достигаются тем, что в способе изготовления рабочих частей отрезного резца, включающем наплавку быстрорежущей стали в паз заготовки рабочих частей резца, выполненной из конструкционной стали, термическую обработку, разделение и заточку, согласно изобретению паз заготовки ограничивают охлаждаемой формирующей пластиной снизу, а заготовку выполняют цельной из условия ее последующего разделения резкой на четыре одинаковых рабочих части отрезного резца. Разделение цельной заготовки на четыре резца осуществляют лазерной резкой.
Осуществление наплавки в паз цельной заготовки с последующим разделением резкой на четыре одинаковых рабочих части отрезного резца и расположение охлаждаемой формирующей пластины снизу позволит достичь желаемого технического результата - повысить производительность и технологичность способа. Выполнение цельной из условия ее последующего разделения резкой на четыре одинаковых рабочих части отрезного резца повышает технологичность способа. Осуществление разделения цельной заготовки на четыре резца лазерной резкой значительно повышает качество резцов.
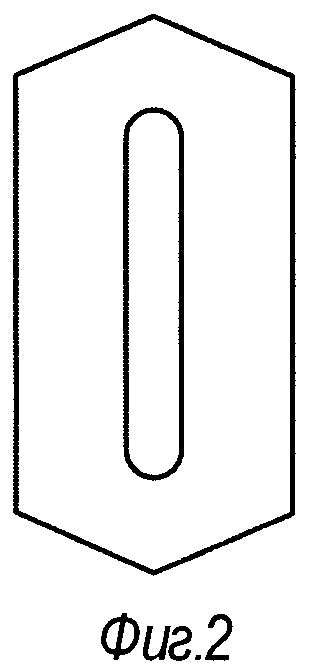
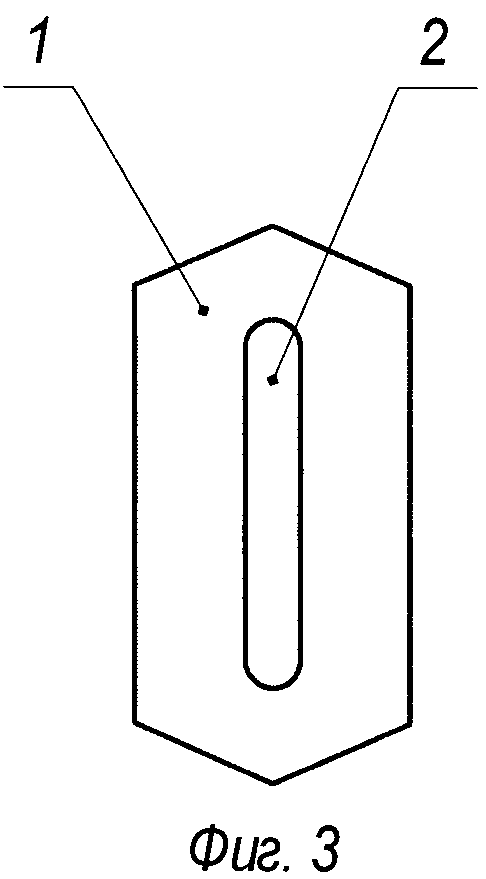
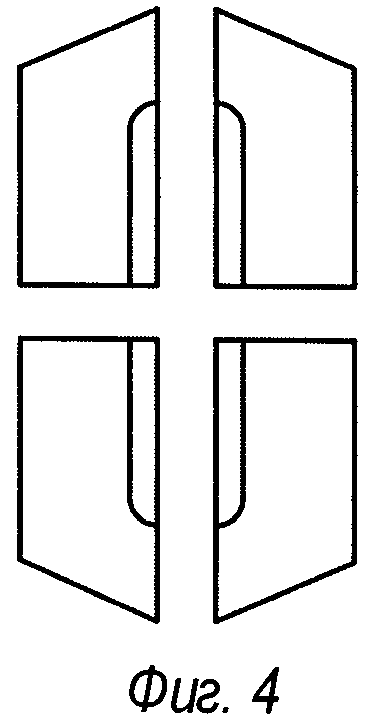
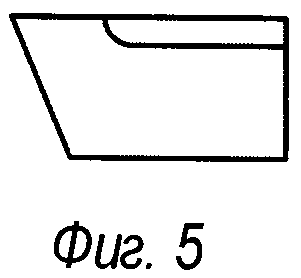
Заявленное изобретение поясняется чертежами, где на фиг.1 представлено приспособление для наплавки; на фиг.2 - заготовка из конструкционной стали; на фиг.3 - заготовка из конструкционной стали с наплавленной в паз быстрорежущей сталью; на фиг.4 - схема разделения рабочих частей отрезных резцов; на фиг.5 - готовая рабочая часть отрезного резца.
Способ осуществляли следующим образом.
Из полосы конструкционной стали изготавливают заготовку 1 из условия ее последующего разделения на четыре одинаковых рабочих части отрезного резца с пазом под наплавку 2. Наплавку быстрорежущей стали осуществляют в приспособлении (фиг.1). Приспособление состоит из корпуса 3 с закрепленной в нем охлаждаемой формирующей пластины 4, расположенной снизу, охлаждаемых губок 5 закрепленных в прижимных плитах 6, которые в свою очередь через направляющие колонки 7 и планку 8 приводятся в движение эксцентриком 9 посредством поворота рукоятки 10. Усилие для разжима детали создают пружины 11. Наплавку осуществляют следующим образом. Заготовку 1 устанавливают на охлаждаемую формирующую пластину 4. Нажимают на рукоятку 10, при этом посредством эксцентрика 9 создается давление на плиту 8, которая, в свою очередь, через направляющие колонки 7 сообщает усилие прижимным плитам 6, установленными на них, которые прижимают заготовку 1 к охлаждаемой формирующей пластине 4. Устанавливают наплавочную горелку 12 между охлаждаемыми губками 5, подводят ее к началу общего паза 2 и осуществляют наплавку. После окончания наплавки нажимают рукоятку 10 эксцентрика 9, при этом прижимные плиты 6 поднимаются под действием пружин 11 и заготовку 1 удаляют из приспособления. После наплавки проводят термическую обработку наплавленной быстрорежущей стали. Далее осуществляют разделение заготовки на отдельные четыре одинаковых рабочих части отрезного резца (фиг.4) лазерной резкой, каждый из которых является рабочей частью отрезного резца (фиг.5), и осуществляют заточку.
Пример
Рабочие части изготавливали для отрезных резцов.
Заготовку с пазом под наплавку получали из полосы 5×50 ГОСТ 103-76 стали 30ХГСА ГОСТ 4543-71.
Заготовку устанавливали на рабочий стол наплавочной установки при помощи приспособления для наплавки и осуществляли наплавку в паз заготовки порошковой проволокой ПП Р2М9 в защитной среде аргона. Режимы наплавки I=180÷190А, U=19÷20 В и Vн=12 м/час.
По окончании процесса наплавки производили термическую обработку заготовок, которая заключалась в трехкратном отпуске при Т=560°С в течение 1 часа и охлаждении на воздухе. Твердость закаленной и отпущенной стали составила HRC 63÷64
После производили разделение цельной заготовки резкой лучом лазера на установке ByStar 3015 4400W. Резку осуществляли на режимах: Р=2000 Вт; f=1500 Гц; V=0,8 м/мин. Осуществляли заточку методом шлифования.
На основании проведенной работы можно сделать вывод, что поставленная задача, а именно повышение технологичности, производительности и качества резцов с наплавленной рабочей частью, решена. Осуществление наплавки в паз цельной заготовки с последующей резкой на четыре одинаковых рабочих части отрезного резца и расположение охлаждаемой формирующей пластины снизу позволяет повысить производительность в два раза по сравнению с прототипом. Цельную заготовку посредством лазерной резки разделяли на четыре рабочих части отрезного резца лазерной резкой. Лазерная резка значительно повышает качество резцов, т.к. исключается возможность возникновения трещин в наплавленной части резца, что в свою очередь повышает стойкость изготавливаемого инструмента.
Достоинство такой схемы изготовления состоит в повышении производительности, а также в исключении формирования дефектов в наплавленном металле в процессе разделения заготовок.
Предлагаемое изобретение находится на стадии опытно-промышленных исследований и испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2539499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1995 |
|
RU2101153C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ К ДЕРЖАВКЕ РЕЗЦА | 2004 |
|
RU2274517C2 |
| Способ изготовления дискового ножа | 2020 |
|
RU2752719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| Способ изготовления наплавленного биметаллического сопла | 2018 |
|
RU2679032C1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| СПОСОБ НАПЛАВКИ | 1998 |
|
RU2133659C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2317875C1 |
Способ включает наплавку быстрорежущей стали в паз заготовки рабочей части резца, выполненной из конструкционной стали, термическую обработку, разделение и заточку. Для повышения производительности изготовления и качества резцов паз заготовки снизу ограничивают охлаждаемой формирующей пластиной, а разделение осуществляют резкой цельной заготовки на четыре одинаковых резца. Разделение цельной заготовки на четыре резца могут осуществлять лазерной резкой. 1 з.п. ф-лы, 5 ил.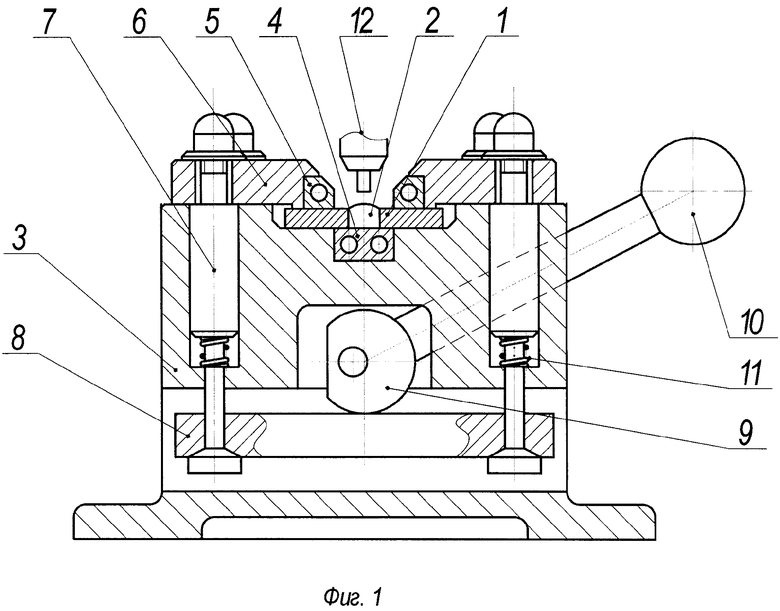
1. Способ изготовления рабочих частей отрезного резца, включающий наплавку быстрорежущей стали в паз заготовки рабочих частей резца, выполненной из конструкционной стали, термическую обработку, разделение и заточку, отличающийся тем, что паз заготовки ограничивают охлаждаемой формирующей пластиной снизу, а заготовку выполняют цельной из условия ее последующего разделения резкой на четыре одинаковых рабочих части отрезного резца.
2. Способ по п.1, отличающийся тем, что разделение цельной заготовки на четыре рабочих части отрезного резца осуществляют лазерной резкой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |
| Способ изготовления режущего инструмента | 1988 |
|
SU1687393A1 |
| RU 2056256 C1, 20.03.1996 | |||
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1996 |
|
RU2101160C1 |
| JP 2004122324 A, 22.04.2004. | |||

