Изобретение относится к машиностроению, в частности к комбинированным устройствам для совмещенной токарно-абразивной обработки наружных цилиндрических поверхностей деталей типа валов.
Известно устройство для токарно-абразивной обработки валов, которое содержит резцедержатель с закрепленными в нем резцами и абразивную часть, установленную с возможностью радиального перемещения посредством привода радиальной настройки [1].
Основным недостатком данного устройства является то, что в начальный момент и в течение определенного промежутка времени резцы производят обработку без захвата абразивной частью обрабатываемого вала, т.е. исключается функция неформирующей абразивной части как подвижной люнетной системы, что приводит к появлению дефектного участка на поверхности вала, а также к возможным вибрациям всей системы. При дальнейшей обработке, шлифуя дефектный участок, абразивная часть копирует имеющиеся погрешности, что приводят к появлению новых погрешностей от обработки резцом и т.д. Таким образом, суммарный дефектный участок может иметь размер длиной до четырех длин первоначального дефектного участка. Это увеличивает брак и снижает производительность.
Задача изобретения - получение деталей типа валов высокой точности и качества поверхности посредством уравновешивания сил токарного и абразивного резания, увеличения жесткости технологической системы станок - приспособление - инструмент - деталь, а также расширение технологических возможностей, повышение производительности и качества обработки, снижение волнистости и кривизны обрабатываемой поверхности за счет применения совмещенной обработки резанием лезвийным и самоцентрирующим и осциллирующим абразивным инструментами.
Поставленная задача решается с помощью предлагаемого устройства для лезвийно-абразивной обработки валов, содержащего резцедержатель с закрепленными в нем резцами и абразивную часть, установленную с возможностью радиального перемещения, при этом абразивная часть содержит абразивные бруски, установленные с возможностью продольной осцилляции посредством механизма осцилляции, состоящего из смонтированного на упорных подшипниках диска, барабана с косым торцом и колес, контактирующих с обрабатываемым валом и упруго соединенных с диском посредством кронштейнов и пружин.
Кроме того, устройство снабжено механизмом радиальной подачи абразивных брусков, выполненным в виде диска с отверстием криволинейного профиля и рукояткой управления и диска с направляющими радиальными пазами, при этом абразивные бруски выполнены с планками, пружинами для прижима брусков к косому торцу барабана и шариками, установленными с торца планок на их наружной поверхности.
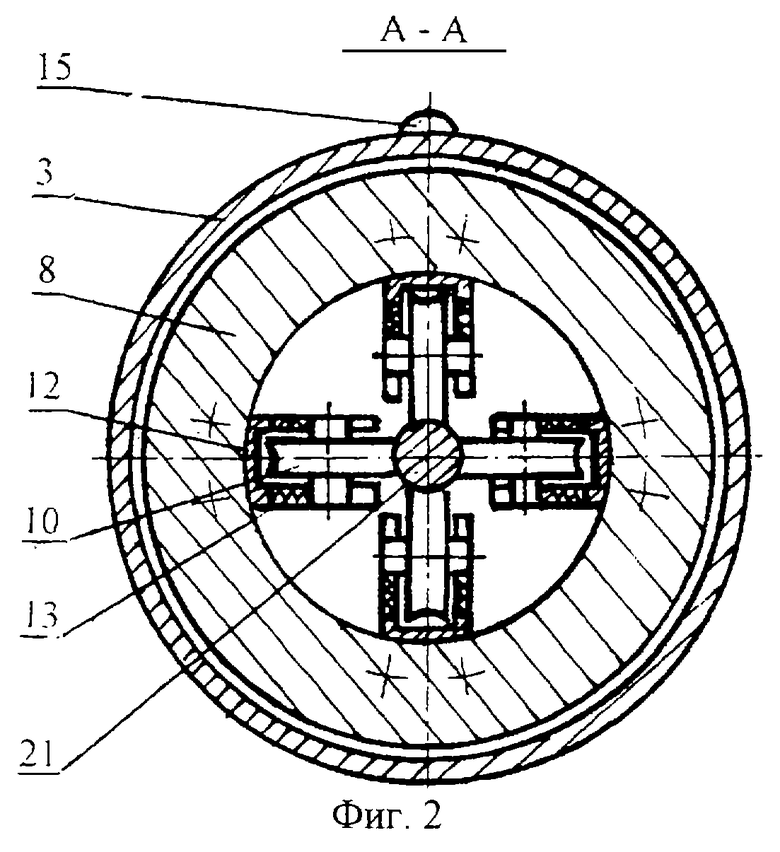
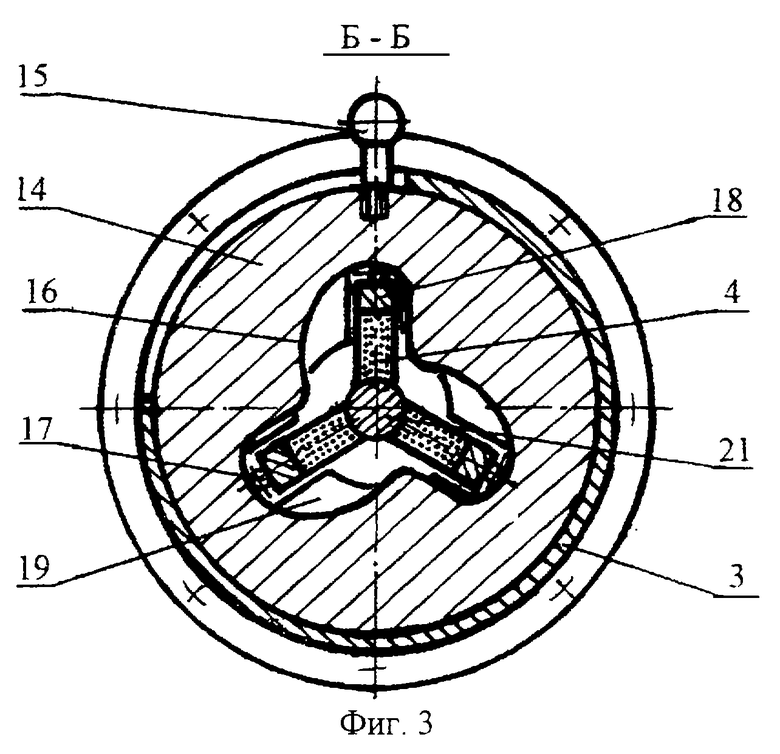
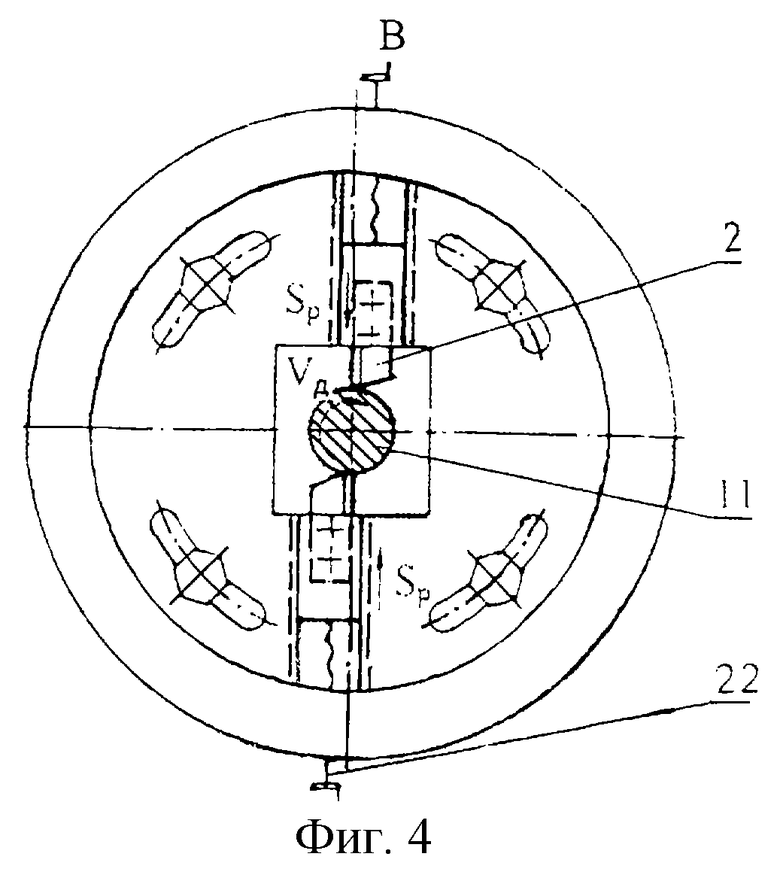
На фиг.1 представлено устройство для лезвийно-абразивной обработки, общий вид, продольный разрез; на фиг.2 - сечение А - А на фиг.1; на фиг.3 - сечение Б - Б на фиг.1; на фиг.4 - вид В на фиг.1.
Устройство устанавливается на суппорт токарно-винторезного станка и включает в себя обрабатывающую головку (корпус) 1, установленную в ней лезвийную токарную режущую часть (блок) 2 с резцами, абразивную часть 3 с осциллирующими абразивными брусками 4 и механизм осциллирующего движения 5.
Абразивные бруски 4, имеющие возможность продольной осцилляции, одним торцом (например, левым, согласно фиг.1) контактируют через шарик 6 с косым торцом барабана 7. Барабан 7 смонтирован на диске 8, который установлен на упорных подшипниках 9 и приводится во вращение с помощью колес 10, упруго закрепленных на диске 8. Крепление контактирующих с деталью 11 колес 10 на вращающемся диске 8 осуществляется с помощью кронштейнов 12, в радиальных пазах которых установлены оси колес 10 с пружинами 13. Эта конструкция механизма привода осциллирующего движения брусков 4 позволяет передавать вращательное движение от детали 11 к барабану 7 за счет беззазорного обката колес 10 по обработанной поверхности детали.
Радиальную подачу Sp абразивных брусков 4 осуществляют путем вращения диска 14 с помощью рукоятки управления 15, который имеет отверстие криволинейного профиля. Диск 14 охватывает абразивные бруски 4, которые контактируют с криволинейным профилем 16 отверстия диска через шарики 17, завальцованные в планке 18 брусков 4. Кроме того, радиальную подачу осуществляют по причине износа абразивных брусков 4. Благодаря криволинейному профилю 16 отверстия диск 14 постоянно оказывает силовое воздействие и обеспечивает равномерную радиальную подачу и самоцентрирование всех абразивных брусков 4 с учетом осцилляции последних.
Радиальное направление перемещения брусков 4 обеспечивается пазами диска 19, в которых свободно располагаются и перемещаются бруски 4. Диск 19 неподвижно закреплен в корпусе устройства. Постоянный прижим брусков 4 в продольном направлении к косому торцу барабана 7 осуществляется упругими элементами - пружинами 20.
Развод в радиальном направлении брусков при окончании обработки и при смене обрабатываемой детали может производиться с помощью пружин (не показаны), соединяющих каждую планку 18 бруска 4 с дисками 14 и 19.
Деталь (вал) 11 устанавливается одним концом в шпинделе станка, а другим - в направляющей втулке 21. Диаметр втулки 21 не превышает диаметр обрабатываемой детали 11 после токарной обработки лезвийным инструментом.
Резцы в режущей части (блоке) 2 предварительно настраиваются на размер обработки с учетом последующей абразивной обработки с помощью винтов 22. Абразивные бруски 4 упругой абразивной части 3 также предварительно устанавливаются на заданный размер обработки с помощью диска 14.
Настройка брусков 4 на размер обработки производится вручную рукояткой управления 15 путем вращения диска 14, позволяющий осуществить самоцентрирование брусков и использовать их в качестве подвижной опоры - люнета, повышающего точность обработки.
До начала обработки резцы режущей части (блока) 2 охватывают деталь 11, а колеса 10 и абразивные бруски 4 - направляющую втулку 21.
Включается СОЖ, вращение детали и продольная подача устройства. Резцы режущей части (блока) 2 начинают обрабатывать деталь 11. Колеса 10 привода механизма осцилляции и абразивные бруски 4 перемещаются по направляющей втулке 21. Функция колес 10 и абразивных брусков 4 в данный момент заключается в удержании детали 11 через втулку 21 от смещения вследствие действия сил резания токарной обработки, т.е. роль подвижного люнета.
По прошествии определенного промежутка времени резцы режущей части (блока) 2 создают участок поверхности определенной длины с заданной точностью и за счет предварительно выставленного размера обработки продолжают процесс резания с заданной точностью. Колеса 10 наезжают на вращающуюся деталь и приводят во вращение относительно продольной оси барабан 7 механизма осцилляции. Косой торец барабана 7, набегая на планку 18, и пружина возврата 20, которая постоянно прижимает брусок к барабану, заставляют продольно осциллировать абразивные бруски 4. Абразивная часть 3 с брусками 4, находящаяся в одной головке 1 с токарной частью 2, начинает абразивную обработку детали 11. При этом переход брусков 4 на деталь 11 происходит плавно, так как минимальный диаметр направляющей втулки 21 не превышает по величине диаметр детали 11 после токарной обработки.
По мере абразивной обработки бруски изнашиваются и за счет поворота рукоятки 15 с диском 14 будет осуществляться самоцентрирующая радиальная подача брусков 4 при их продольной осцилляции. Амплитуда осцилляции зависит от расстояния точки контакта шаровой опоры 6 планки 18 с барабаном 7 до оси вращения и угла наклона косого торца барабана 7.
В результате наложения вращательного движения детали и осевого колебательного движения абразивных брусков создается перекрестное движение абразивных зерен брусков относительно вектора скорости подачи головки и периодически изменяются скорость резания и сила трения.
Благодаря этому облегчается съем металла и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 4 раз.
Совмещенная токарная и вибрационная абразивная обработка позволяет увеличить число активно работающих абразивных зерен и интенсифицировать срезание выступов неровностей поверхности.
При этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Полное подавление автоколебаний и уменьшение силы трения при использовании предлагаемого устройства позволяет повысить режимы и производительность обработки в 2...4 раза без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость абразивного инструмента возрастает в 2 раза по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний.
С помощью разработанной головки проводилась лезвийно-абразивная обработка с наложением продольных вибраций на абразивные бруски на токарно-винторезном станке мод. 16К20. Обрабатывали участок ходового валика ⊘ 40 h7 мм и длиной l=1210 мм; длина валика 1260 мм. Шероховатость обработанной поверхности Ra= 1,25 мкм. Припуск на сторону 2...3 мм. Материал заготовки - сталь 40Х. Способ крепления заготовки - одним концом в шпинделе станка, а другим - в направляющей втулке. Диаметр втулки не превышает диаметр обрабатываемой детали после токарной обработки. В качестве абразивных брусков взяты шлифовальные выпукло-вогнутые сегменты типа 1С 60•85•60•75 14А С1-33Б ГОСТ 2464-82; режимы резания: скорость и частота вращения детали vд=125,6 м/мин (≅ 2,1 м/с); nд= 1000 об/мин; продольная подача Sпр=0,195 мм/об; поперечная подача Sp - ручная.
Необходимые точность и шероховатость были достигнуты за два прохода, на которые потребовалось основное машинное время
Тм=1220•2/(1000•0,195)=12,51 мин.
Это в 3,9 раза быстрее, чем при традиционном раздельном способе точения и круглого шлифования, при этом прижогов и микротрещин не обнаружено.
Совмещенная токарная и вибрационная обработка абразивными брусками обеспечивает улучшение качества обработанной поверхности, при этом снижение силы трения позволяет уменьшить мощность привода, металлоемкость и размеры оборудования. Это указывает на эффективный путь энергосбережения при комбинированной обработке.
Возбуждение колебаний с помощью предлагаемой головки позволяет отказаться от дорогостоящих магнитострикционных и электромагнитных вибраторов, уменьшить расход энергии на возбуждение колебаний, уменьшить динамические нагрузки на подшипники опор шпинделя и повысить долговечность оборудования.
Предлагаемое устройство для лезвийно-абразивной обработки с наложением вибраций на абразивные бруски позволяет расширить технологические возможности, повысить производительность и качество обработки, снизить волнистость и кривизну обрабатываемой поверхности за счет применения совмещенной обработки резанием лезвийным и абразивным инструментами, а также увеличить режимы обработки и повысить стойкость абразивного инструмента благодаря самоцентрированию абразивных брусков и работе их в качестве подвижного люнета и путем обеспечения лучшего охлаждения.
Источники информации
1. Авторское свидетельство SU, МКИ В 23 В 1/0. Способ токарно-абразивной обработки цилиндрической поверхности. 05.11.1978 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНО-АБРАЗИВНОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2201314C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| СПОСОБ ТОКАРНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2201315C2 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
Изобретение относится к машиностроению, в частности к комбинированным устройствам для совмещенной лезвийно-абразивной обработки наружных цилиндрических поверхностей деталей типа валов. Устройство содержит резцедержатель с закрепленными в нем резцами и абразивную часть, установленную с возможностью радиального перемещения. Последняя содержит абразивные бруски, установленные с возможностью продольной осцилляции посредством механизма осцилляции. Последний состоит из смонтированного на упорных подшипниках диска, барабана с косым торцом и колес, контактирующих с обрабатываемым валом и упруго соединенных с диском посредством кронштейнов и пружин. Использование такой конструкции позволяет получить детали типа валов высокой точности и качества поверхности при уравновешивании сил токарного и абразивного резания. 1 з.п. ф-лы, 4 ил.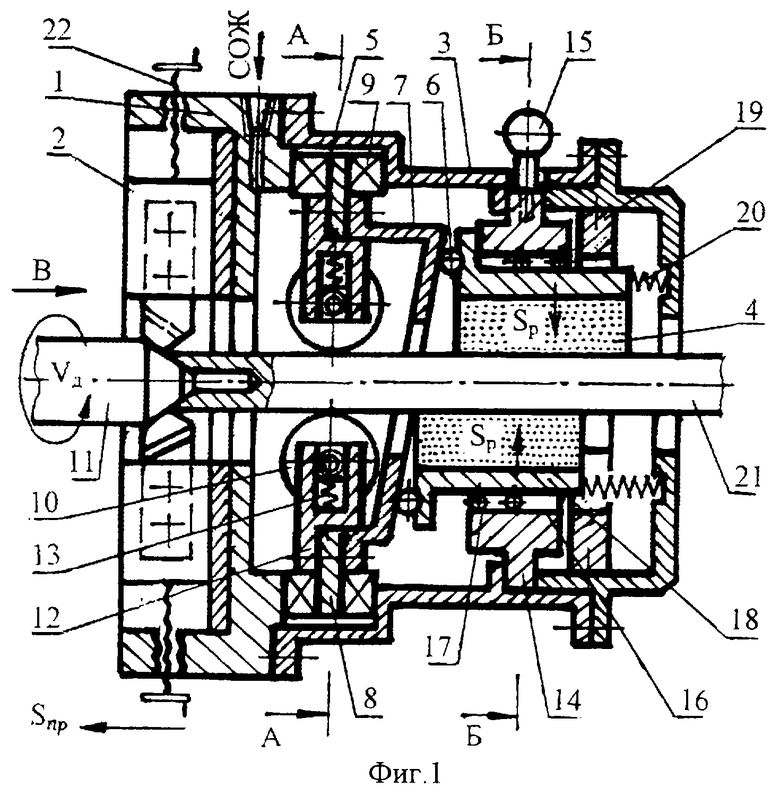
| Устройство для обработки сортового проката и труб | 1976 |
|
SU631311A1 |
| SU 1669693 A1, 28.02.1989 | |||
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| DE 3318865 A1, 29.02.1984. | |||
