Изобретение относится к области машиностроения, в частности к обработке изделий на автоматических или поточных линиях, возможно, даже в артелях слепых.
Известен способ базирования и обработки изделий, при котором заготовки устанавливают на гибкой транспортной ленте, имеющей перфорацию по краям, осуществляют обработку изделий по операциям и их транспортирование.
Недостаток известного способа - низкое качество обрабатываемых деталей.
Цель изобретения - повышение качества обрабатываемых деталей.
Поставленная цель достигается тем, что способ базирования и обработки изделий, при котором заготовки устанавливают на гибкой транспортной ленте, имеющей перфорацию по краям, осуществляют обработку изделий по операциям и их транспортирование. В процессе установки заготовок на гибкой транспортной ленте осуществляют их ориентацию посредством магнитного поля. Заготовки устанавливают в несколько межоперационных рядов. Перед транспортированием транспортную ленту с заготовками накрывают дополнительной, аналогичной первой, транспортной лентой. Края лент соединяют, и обработку заготовок ведут непосредственно в транспортных лентах.
Подлежащую обработке радиодеталь упаковывают в перфоленту, увязывает ее с отверстиями перфоленты с ориентацией при помощи магнитного поля способом ориентирования и опознавания ферромагнитных деталей. Ориентация детали отличается тем, что деталь изготовлена из тонкого листового металла, заранее отштампована в полуфабрикат.
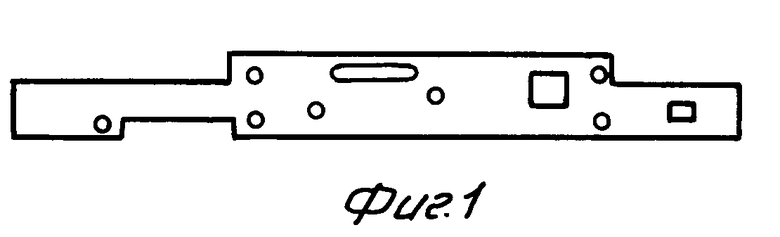
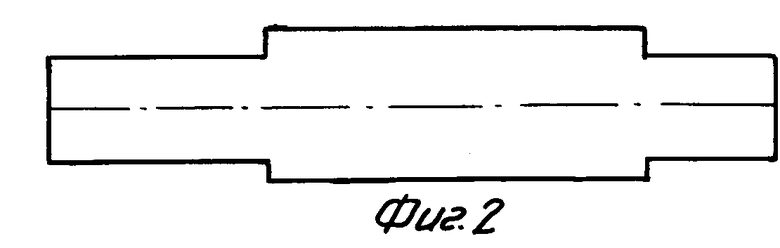
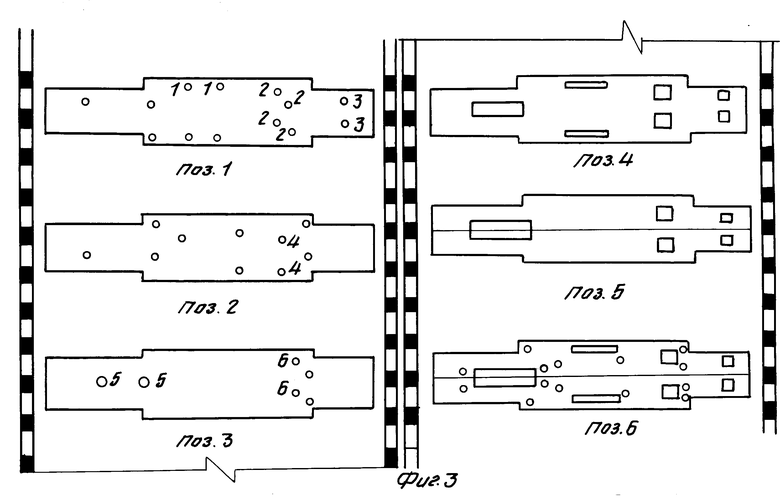
На фиг. 1 показано изделие; на фиг. 2 - деталь (штамповка), впоследствии разрезаемая на два самостоятельных изделия; на фиг. 3 - перфолента с упакованными изделиями и последовательность механической обработки на оборудовании автоматической линии.
Выполняют следующую последовательность операций. Операция 1 - сверление отверстий 1, 2, 3, остальные без номера. Операция 2 - сверление отверстия 4, остальные без номера. Сверления расчленяются в связи с тем, что они близко расположены друг к другу, что затрудняет изготовление сверлильной головки. В позиции 1 отверстия 1 сверлятся для последующей облегченной просечке двух пазов и четыре отверстия 2 для последующей просечки двух квадратов и двух отверстий 3 для последующей просечки малых квадратов.
В позиции 2 отверстия 4 сверлятся под просечки впоследствии большего квадрата. В позиции 3 отверстия сверлятся для облегчения просечки паза в отверстия 6 для облегчения просечки большого квадрата. В позиции 4 осуществляется просечка всех квадратов. В позиции 5 осуществляется правка изделия. В позиции 6 осуществляется рубка заготовки на два изделия.
Осуществляют способ следующим образом.
Получив изделия, упакованные в перфоленту, которую по отверстиям базируют в специальном подающем механизме, устанавливают в первую позицию автоматической линии и осуществляют обработку отверстий. Остальные позиции работают вхолостую до постепенного заполнения каждой позиции. Когда заполнены все позиции, каждый станок выполняет свою операцию в один такт.
Имея такую схему наладки автоматической линии, получают гарантированное качество деталей как по точности, а также и по чистоте обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ КОЛЕЦ-КАЛИБРОВ | 1991 |
|
RU2049303C1 |
| СПОСОБ СВЕРЛЕНИЯ ОТВЕРСТИЙ В НАКЛАДКАХ | 1997 |
|
RU2121412C1 |
| ПНЕВМАТИЧЕСКИЙ ГИДРОПЛАСТОВЫЙ ПАТРОН | 1992 |
|
RU2104127C1 |
| Способ обработки заготовок методом складывания | 1989 |
|
SU1645152A1 |
| СПОСОБ МЕЖОПЕРАЦИОННОГО ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ В РОТОРНЫХ МАШИНАХ, РОТОРНАЯ МАШИНА И ТРАНСПОРТНЫЙ РОТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ИЗДЕЛИЙ | 1989 |
|
RU2045383C1 |
| БЕЗОТХОДНЫЙ СПОСОБ ПЕРЕРАБОТКИ ТУШ ЖИВОТНЫХ И ИНСТРУМЕНТ ДЛЯ ОБВАЛКИ ТУШ | 1993 |
|
RU2057448C1 |
| МНОГОМЕСТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОТЯГИВАНИЯ ЗЕВА ГАЕЧНЫХ КЛЮЧЕЙ РАЗНОТИПНЫХ РАЗМЕРОВ | 1991 |
|
RU2094203C1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| ЛЮНЕТ | 1990 |
|
RU2101154C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2028864C1 |
Использование: для обработки радиоизделий на автоматической линии. Подлежащую механической обработке радиодеталь упаковывают в перфоленту, увязывают ее с отверстиями перфоленты с ориентацией при помощи магнитного поля. Заготовки устанавливают в несколько межоперационных рядов, и обработку ведут непосредственно в транспортной перфоленте. 3 ил.
СПОСОБ БАЗИРОВАНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ, при котором заготовки устанавливают на гибкой транспортной ленте, имеющей перфорацию по краям, и осуществляют обработку изделий по операциям и их транспортирование, отличающийся тем, что в процессе установки заготовок на гибкой транспортной ленте осуществляют их ориентацию посредством магнитного поля, заготовки устанавливают в несколько межоперационных рядов, перед транспортированием транспортную ленту с заготовками накрывают дополнительной, аналогичной первой, транспортной лентой, края лент соединяют и обработку заготовок ведут непосредственно в транспортных лентах.
| Александрова А.Г., Ермаков Е.С | |||
| Гибкие производственные системы электронной техники | |||
| М.: Высшая школа, 1989, с.23-25, рис.2. |
