Изобретение относится к машино- и приборостроению и может применяться при отделочной обработке деталей в вибрирующих резервуарах со свободным абразивным наполнителем.
Известен способ объемной виброобработки части или всей поверхности детали, помещенной в закрепленном состоянии в рабочую камеру, наполненную свободным абразивом [1] Изменяя режимы обработки и взаимную ориентацию детали и циркулирующего потока рабочей среды, достигают процесса микрорезания или истирания, или поверхностного пластического деформирования. При необходимости часть поверхности детали не обрабатывают, применяя для этого заглушки, вкладыши, пробки. Для извлечения обработанных в приспособлении деталей, как правило, останавливают виброустановку и освобождают рабочую камеру от наполнителя, так как под силой тяжести спрессованных слоев абразива, находящегося в спокойном состоянии, извлечь детали не представляется возможным. Известны способы извлечения деталей из работающей установки, когда абразив находится во взвешенном состоянии, но для этого нужно прилагать усилия, значительно превосходящие возможности человека.
Предлагаемое изобретение позволяет устранить этот недостаток.
Задачей, на решение которой направлено изобретение, является снижение динамических нагрузок на приспособление для закрепления детали и снижение усилия извлечения детали из потока абразивного наполнителя при работающей машине.
Для этого с помощью заглушек, закрывающих необрабатываемые поверхности детали, ей придают удобообтекаемую аэродинамическую форму, закрепляют на приспособлении, ориентируя в направлении результирующей вектора циркуляции потока абразивного наполнителя обрабатываемым участком навстречу потоку, при этом устанавливают ее под углом атаки, равным 7-15o. Приспособление закрепляют на стенках рабочей камеры с возможностью свободного погружения и извлечения из потока абразива.
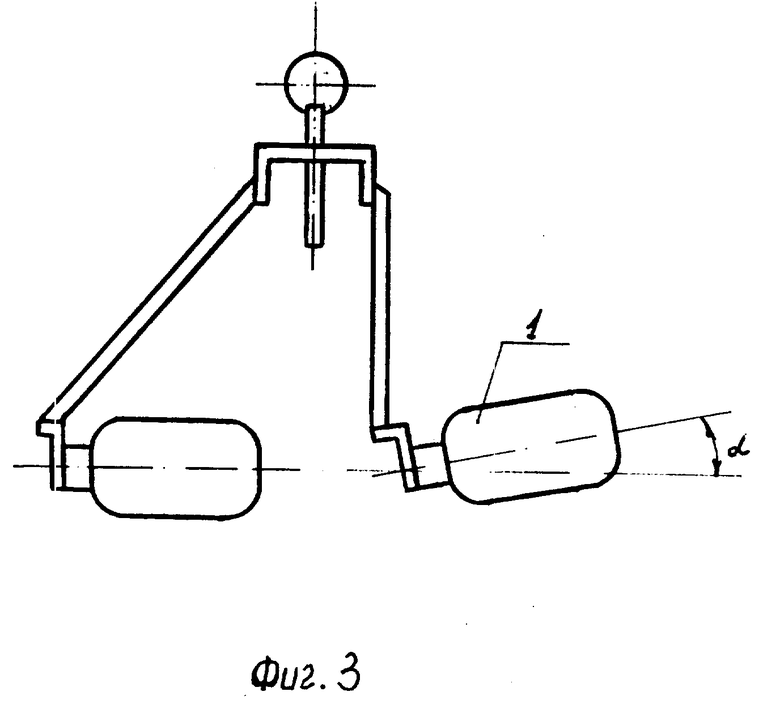
Детали могут быть установлены в приспособлении попарно,одна за другой по потоку, причем переднюю деталь устанавливают навстречу циркулирующему потоку под углом атаки, равным 7- 15o.
На фиг. 1 показан вариант выполнения заглушек для придания детали (ствольной коробке ружья) удобообтекаемой формы; на фиг. 2 схема сил, действующих на конструкцию, состоящую из детали и приспособления, при извлечении ее из работающей виброустановки; на фиг. 3 схема закрепления деталей в приспособлении попарно.
Абразивный наполнитель с процессе работы виброустановки находится в состоянии, которое можно охарактеризовать как взвешенное, то есть наполнитель приобретает свойства псевдожидкости и обладает своего рода текучестью [1] Некоторые явления, происходящие с обрабатываемыми деталями в текучем абразиве, можно объяснить, применив законы гидроаэродинамики.
Если обрабатываемую деталь 1 закрепить, ориентируя в направлении результирующей вектора циркуляции абразивного потока, и в то же время придать ей удобообтекаемую аэродинамическую форму [2] применив для этого заглушки 2, то поток абразивного наполнителя будет обтекать деталь равномерно со всех сторон, исключая возникновение динамических нагрузок, приводящих к повреждению сборки, и позволяя провести оптимальную обработку поверхности детали.
На фиг. 2 введены обозначения: R результирующая вектора потока абразивного наполнителя; G вектор силы веса поднимаемой конструкции; P - давление верхних слоев абразивного наполнителя; Fп подъемная сила;Fп1 вертикальная составляющая подъемной силы; Fу усилие оператора для поднятия конструкции; α угол атаки.
Если деталь установить по отношению к направлению абразивного потока под положительным углом атаки a то в результате взаимодействия детали с абразивом возникает подъемная сила [2]
Из схемы следует, что усилие, прилагаемое оператором для извлечения конструкции, уменьшается на величину вертикальной составляющей подъемной силы, причем подъемная сила должна быть такой, чтобы создавалось условие равновесия,пока не будет приложено дополнительно усилие оператора.
Экспериментальным путем было установлено, что угол атаки должен быть в пределах 7 15o. При a меньше 7o усилия руки оператора недостаточно для извлечения конструкции, а при a больше 15o конструкция всплывает, что нарушает процесс обработки.
Закрепление деталей попарно одна за другой увеличивает усилие извлечения конструкции на 20%
Пример. Обрабатывают ствольную коробку двуствольного охотничьего ружья с вертикальным расположением стволов из ст.50 на установке ТВУ-80 смесью металлокерамических абразивных гранул типа пирамида и цилиндр. В процессе обработки в рабочую камеру подают поверхностно-активное вещество. Заглушки выполняют дополняющими деталь до удобообтекаемой формы из капролона (фиг. 1). На стенках тороидальной рабочей камеры установки жестко закрепляют восемь кронштейнов с квадратным отверстием. Детали попарно закрепляют на быстросъемном приспособлении с квадратным кондуктором, соответствующим квадратному отверстию в кронштейне. Угол установки передней детали по отношению к вектору абразивного потока составляет 11o. Вес деталей с приспособлением равен 3,4 кг. Погружение деталей в рабочую зону осуществляют при работающей установке. Через 2 ч. не останавливая установки, оператор извлекает поочередно приспособления с деталями, затрачивая на извлечение каждого усилие, равное 5 кг, и устанавливает следующую партию заранее закрепленных в приспособлении деталей.
Выполнение всех условий предлагаемого способа позволяет вести качественную обработку поверхности, снизить динамические нагрузки на приспособление и повысить производительность работы за счет загрузки и выгрузки на ходу работающей установки и за счет закрепления деталей на приспособлении попарно в 2 раза увеличивает количество обрабатываемых деталей.
Источники информации:
1. Объемная вибрационная обработка, Экспериментальный научно-исследовательский институт металлорежущих станков. М. 1977, с. 1-21, 86, 87.
2. Кокунина Л. Х. Основы аэродинамики М. Транспорт, 1976, с. 20, 38, 40-44.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНАЯ ГРАНУЛА | 1996 |
|
RU2100175C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2202008C2 |
| СПОСОБ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И ЛОПАТОЧНОЕ СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ | 2000 |
|
RU2176176C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА | 2001 |
|
RU2210484C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОПТИЧЕСКОГО ПРИЦЕЛА НА ОРУЖИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2199073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ В ДЕТАЛЯХ ВЫТЯНУТОЙ ФОРМЫ | 2001 |
|
RU2211108C1 |
| ДВИГАТЕЛЬНАЯ УСТАНОВКА БЕЗОТДАЧНОГО ГРАНАТОМЕТА И ГАЗОДИНАМИЧЕСКИЙ ЗАТВОР | 1999 |
|
RU2160422C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166215C2 |
| ПОДВЕСКА ДЛЯ ЛАКОПОКРАСКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗВОРОТА И ЗАМЕНЫ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА В ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКЕ | 1999 |
|
RU2174721C2 |
| ЭЛЕКТРОЛИЗЕР И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ СМАЗКИ | 2001 |
|
RU2215604C2 |

Использование: отделочная обработка деталей в вибрирующих резервуарах со свободным абразивным наполнителем. Сущность изобретения: детали придают удобообтекаемую форму с помощью заглушек, закрывающих необрабатываемые ее поверхности, закрепляют в приспособлении и устанавливают на стенках рабочей камеры, ориентируя в направлении потока абразивного наполнителя и под углом атаки к потоку 7-15o. Приспособление устанавливают с возможностью свободного погружения и извлечения из абразива. Детали могут быть закреплены в приспособлении попарно и последовательно одна пара за другой, причем передние детали устанавливают навстречу абразивному потоку под углом атаки 7-15o. 1 з. п. ф-лы, 3 ил.
| Объемная вибрационная обработка | |||
| - М.: ЭНИМС, 1977, с.1 - 21, 86 и 87. |
