Устройство относится к финишным методам обработки деталей типа колец подшипников, осей, втулок свободным абразивом и может быть использовано в машиностроении, приборостроении и других отраслях народного хозяйства.
Известно устройство для обработки деталей свободным абразивом, приведенным в псевдоожиженное состояние, содержащее камеру и державку для крепления детали, соединенную с приводом вращения (см. авторское свидетельство 535344, МПК В 24 В 31/00, опубл. 1963 г.).
Недостаток известного устройства - в малой производительности.
Известно также устройство для обработки деталей свободным абразивом, приведенным в псевдоожиженное состояние, содержащее камеру, державку для крепления деталей, соединенную приводом вращения. Устройство снабжено крыльчаткой, установленной в камере и кинематически связанной с приводом вращения державки посредством введенного в устройство редуктора обратного вращения (см. авторское свидетельство 818828, МПК В 24 В 31/00, 07.04.81, бюл. 13).
Недостатком известного устройства является низкое качество обработки за счет неравномерности съема материала по всей обрабатываемой поверхности.
Наиболее близким техническим решением по совокупности признаков к заявляемому является устройство для обработки деталей в псевдоожиженном слое абразива, при котором на обрабатываемую поверхность подают воздушный поток, под действием которого абразивные частицы воздействуют на поверхность детали, общий воздушный поток разделяют на отдельные струи воздуха, равномерно их распределяют вокруг детали и направляют на обрабатываемую поверхность под углом, равным углу резания абразивных зерен (см. патент РФ 2084327, МПК В 24 В 31/10, опубл. 20.07.97, бюл. 20).
Недостатком данного устройства является невозможность его переналадки для обработки деталей с различными размерными характеристиками обрабатываемой поверхности, вследствие чего не обеспечивается свойство универсальности данного устройства и, следовательно, закладывается условие его низкоэффективного использования в условиях многономенклатурного производства.
Задачей изобретения является повышение эффективности обработки деталей в псевдоожиженном слое абразива за счет расширения номенклатуры обрабатываемых деталей с различными размерными характеристиками.
Поставленная задача достигается тем, что в устройстве для обработки деталей в псевдоожиженном слое абразива, содержащем корпус, несущий рабочую камеру, предназначенную для размещения обрабатываемой детали и абразивной среды, связанную с источником сжатого воздуха посредством дополнительного средства, выполненного в виде кольца, согласно изобретению кольцо снабжено роликами с отверстиями, оси которых расположены в одной плоскости и перпендикулярно оси ролика, при этом ролики установлены с возможностью поворота вокруг своих осей. За счет осуществления регулируемого поворота каждого ролика вокруг своей оси обеспечивается возможность настройки установки и обработки деталей с различными размерами обрабатываемой поверхности в достаточно широком диапазоне путем изменения угла падения воздушно-абразивной струи на обрабатываемую поверхность (под углом, равным углу резания).
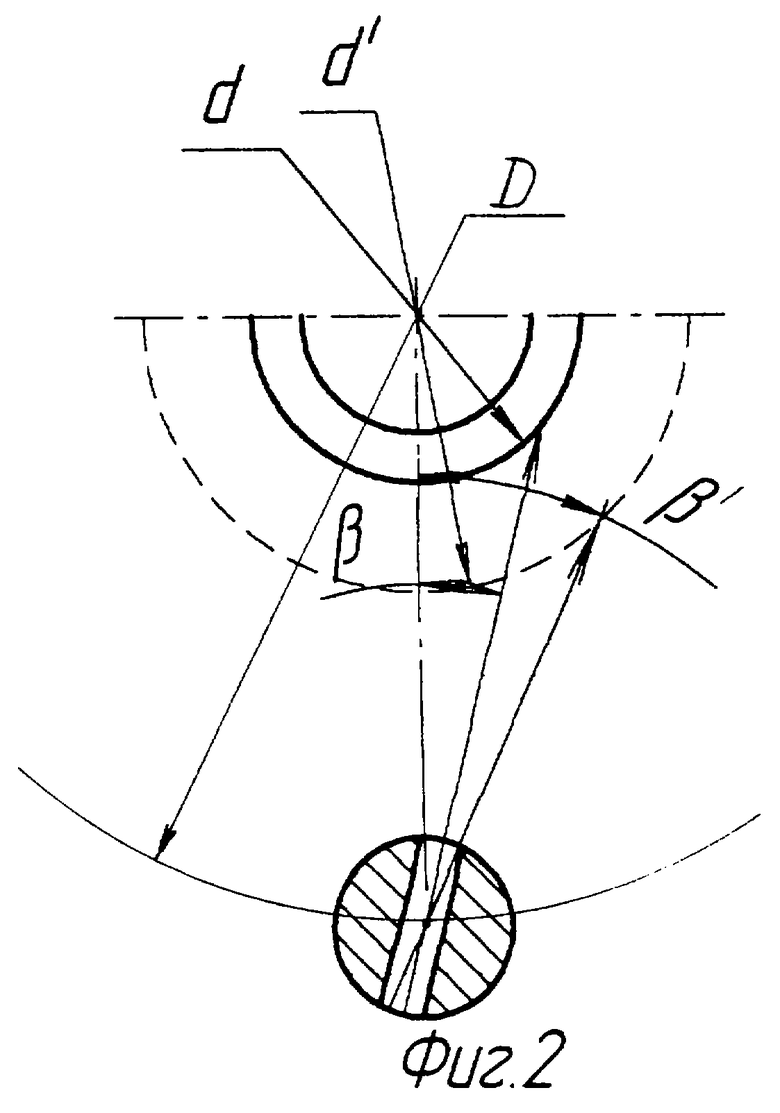
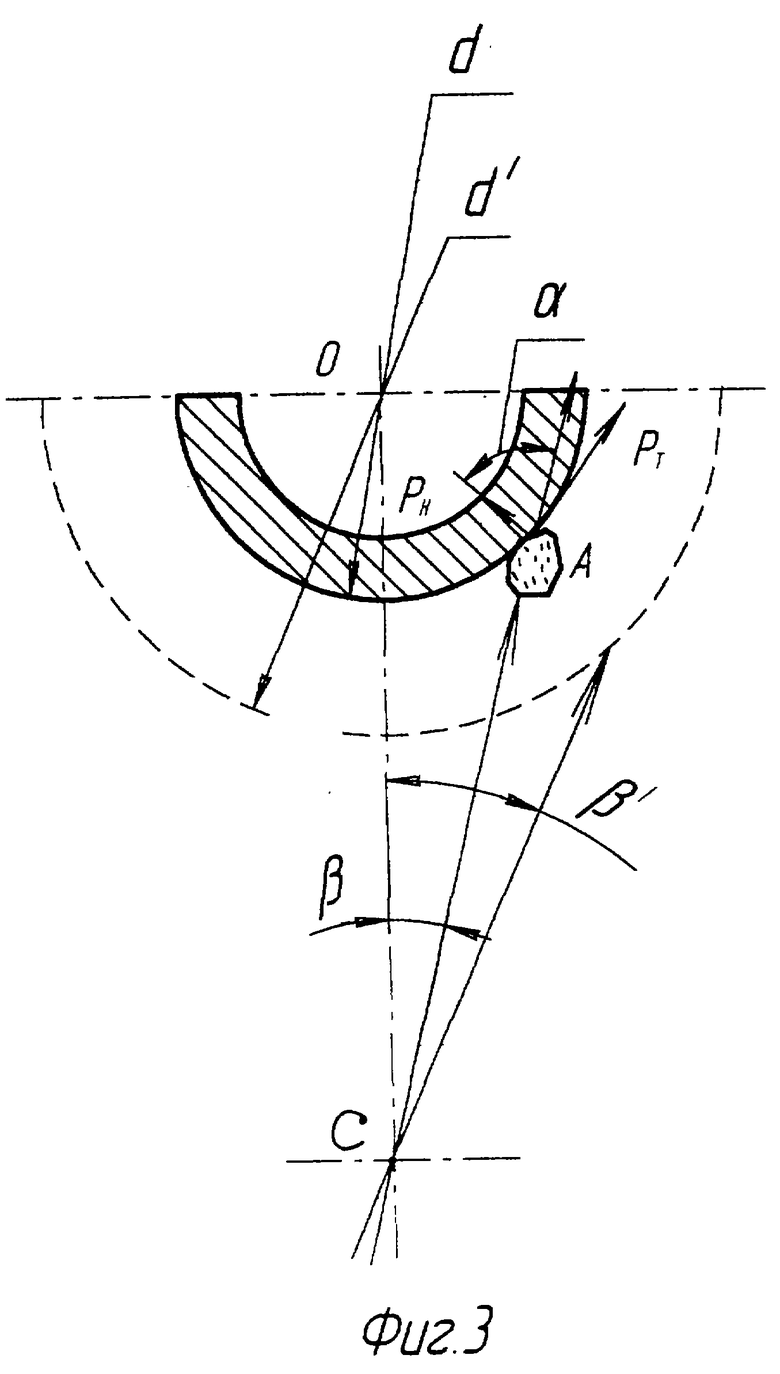
На фиг. 1 изображено устройство в поперечном сечении; на фиг.2 - схема воздействия абразивных зерен на обрабатываемые поверхности с разными размерными характеристиками.
В корпусе 1 (фиг.1), имеющем радиальное отверстие 2, размещено кольцо 4, в котором установлены с возможностью поворота вокруг своих осей ролики 3. В отверстии кольца 4 установлена деталь 6. Внутренняя проточка кольца 4 с обрабатываемой поверхностью детали 6 образует рабочую круговую камеру 5, в которую засыпан абразив.
Перед началом обработки в кольцевую проточку кольца 4 засыпают абразив и устанавливают деталь 6. В проточку 2 корпуса 1 подают сжатый воздух, образующийся воздушный поток проходит через отверстия в роликах 3, разделяется на отдельные струи и с высокой скоростью поступает в камеру 5. Находящиеся в камере 5 абразивные частицы под действием этих струй воздействуют на обрабатываемую поверхность.
Угол наклона отверстий в роликах β определяется из условия обеспечения наиболее эффективного угла α удара абразивных частиц, попавших в струю воздуха, об обрабатываемую поверхность, равную углу резания ,
,
где Рт - тангенциальная сила резания;
Рн - нормальная сила резания.
Значение угла α зависит от материала абразива и материала обрабатываемой стали и обычно находится в пределах tgα=0,4-0,6.
На фиг.3 показан момент удара абразивной частицы об обрабатываемую поверхность детали 6 под действием струи воздуха, поступающего в рабочую камеру 5 через отверстия в роликах 3. Из ΔАОС по теореме синусов
отсюда
Так как

где d - диаметр обрабатываемой поверхности;
D - диаметр проточки кольца 4,
то
При изменении размера обрабатываемой поверхности переналадка установки заключается в повороте роликов до совпадения угла наклона отверстий в роликах с величиной β1.
 у
у
Изобретение относится к финишным методам обработки деталей типа колец подшипников свободных абразивом и может быть использовано в машиностроении, приборостроении и других отраслях народного хозяйства. Устройство содержит корпус, несущий рабочую камеру, предназначенную для размещения обрабатываемой детали и абразивной среды. Рабочая камера связана с источником сжатого воздуха посредством дополнительного средства в виде кольца. Кольцо оснащено роликами с отверстиями, оси которых расположены в одной плоскости с осью ролика и перпендикулярно ей. Ролики установлены с возможностью поворота вокруг своих осей для регулировки в процессе наладки устройства на обработку поверхностей с различными характеристиками. В результате обеспечивается расширение технологических возможностей устройства. 3 ил.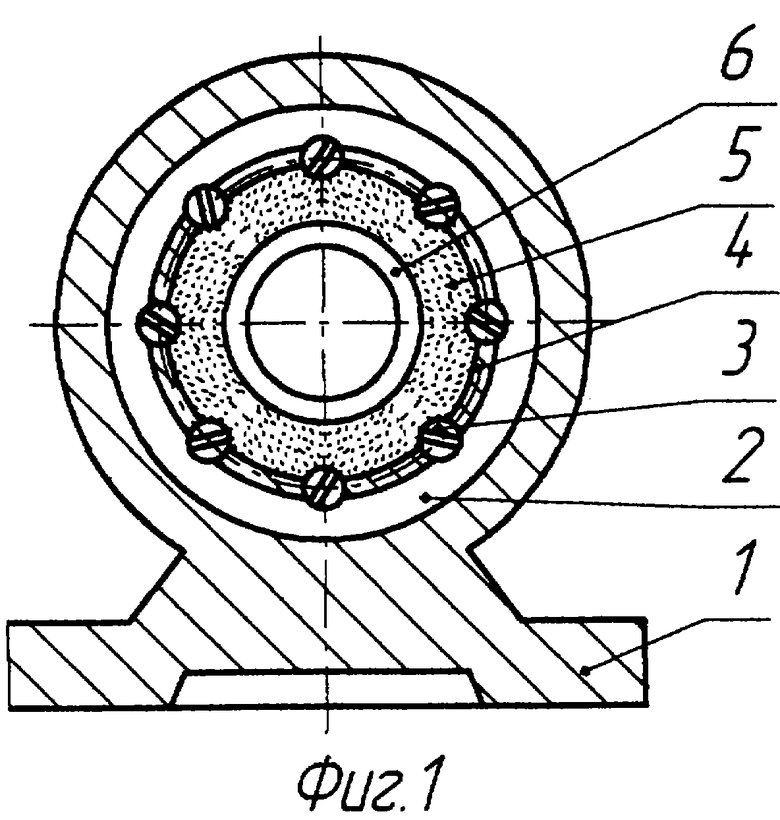
Устройство для обработки деталей в псевдоожиженном слое абразива, содержащее корпус, несущий рабочую камеру, предназначенную для размещения обрабатываемой детали и абразивной среды и связанную с источником сжатого воздуха посредством дополнительного средства, выполненного в виде кольца, отличающееся тем, что кольцо снабжено роликами с отверстиями, оси которых расположены в одной плоскости с осью ролика и перпендикулярно ей, при этом ролики установлены с возможностью поворота вокруг своих осей для регулировки в процессе наладки устройства на обработку поверхностей с различными размерными характеристиками.
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084327C1 |
| Устройство для обработки издеелий, использующее процесс псевдоожижения | 1973 |
|
SU455838A1 |
| Устройство для абразивной обработки изделий | 1974 |
|
SU631316A1 |
| Установка для очистки изделий стеклосферами | 1974 |
|
SU878548A1 |
| US 5135191, 31.01.1992 | |||
| US 1910497, 02.01.1930 | |||
| US 5056271, 15.10.1991. | |||

