Изобретение относится к металлургии и может быть использовано для изготовления проволоки и других изделий, преимущественно длинномерных, с покрытиями.
Известны устройства для очистки проволоки от минерального масла бензином, содержащие две ванны (С.Я. Грилихес "Обезжиривание, травление металлов. Ленинград, "Машиностроение", 1977, с.42). По данной технологии детали последовательно обрабатывают в двух ваннах, сушат при комнатной температуре, после чего передают на химическое обезжиривание в щелочных растворах. Недостатками данного решения являются высокая пожароопасность, высокая стоимость, токсичность паров, агрессивность используемых веществ, низкая производительность и др.
Известно также устройство для электрохимического обезжиривания, содержащее электролизер в виде ванн с установленными в них электродами, подключенными к источнику постоянного тока. Ванна электролизера заполнена рабочей жидкостью (раствором щелочи). За электролизером расположен узел промывки проволоки технической водой (см. С.Я. Грилихес. "Обезжиривание, травление и полирование металлов", Ленинград, "Машиностроение" 1977, с.37-38, 54-57).
Недостатками известного решения являются его низкая эффективность вследствие необходимости предварительного химического обезжиривания изделий, невысокая производительность из-за сравнительно небольшой плотности тока, а также большие затраты электроэнергии.
Задачей настоящего изобретения является повышение эффективности очистки поверхности обрабатываемого изделия (например, проволоки) от минерального масла, мыла и других загрязнений за счет импульсного характера воздействия электрического тока.
Предложенное устройство для очистки изделий позволяет повысить эффективность процесса за счет использования электролизера с импульсным характером воздействия электрического тока, упрощения самого устройства и повышения степени очистки, снижения затрат.
Технический результат достигается за счет того, что электролизер, содержащий открытый корпус с отверстиями для пропуска обрабатываемой проволоки, заполненный рабочей жидкостью и установленными в нем электродами, дополнительно снабжен замкнутой системой принудительной подачи рабочей жидкости, а корпус выполнен трубчатым металлическим с установленными на его торцах заглушками из диэлектрика, в которые запрессованы твердосплавные трубки, предотвращающие прорезание заглушек проволокой при ее движении. Электроды установлены с возможностью обеспечения электрической связи с корпусом и выполнены дисковыми в виде концентратов электрических зарядов, для чего диаметр отверстия Вэ для пропуска обрабатываемой проволоки в 5-6 раз превышает диаметр проволоки. В верхней части корпуса по всей его длине выполнено щелевое отверстие для отвода рабочей жидкости и выделяющихся газов. В электродах и заглушках с запрессованными в них твердосплавными трубками выполнены радиальные щели, причем последние установлены с возможностью поворота. Электроды вворачиваются в корпус посредством резьбы, выполненной по внутренней поверхности всей длинны корпуса. Торцевые заглушки наворачивают на корпус также посредством резьбы. Электроды между собой и заглушками могут быть связаны стержневыми элементами, а также с помощью стержневых элементов электроды могут быть собраны в кассеты; при этом корпус должен быть разрезным с шарнирным или другим соединением половин. Отверстия в электродах выполнены с фасками, что способствует повышению концентрации электрических зарядов в непосредственной близости от обрабатываемой проволоки.
В устройстве для очистки проволоки от смазки это достигается тем, что в установке, содержащей электролизер, блок промывки, установленный за электролизером по ходу движения проволоки, системы подачи к ним рабочих жидкостей и питания постоянным током и емкости для сбора рабочих жидкостей.
Электролизер и блок промывки выполнены в виде соосно установленных трубчатых элементов, электрически связанных с источником постоянного тока и изолированных от емкости для сбора рабочих жидкостей, а электролизер выполнен импульсным; при этом емкости для сбора рабочих жидкостей выполнены с общим для них корпусом, имеющим разделительную перегородку, причем в корпусе установлена полая стойка, в полости которой проложены подводящие магистрали систем подачи питания и рабочих жидкостей к установленным на этой стойке электролизеру и блоку промывки, а на торцах блока промывки выполнены уплотнительные камеры, полости которых заполнены электропроводным дисперсным материалом.
Поскольку оба предложенные устройства отличаются от прототипа рядом существенных признаков, следует сделать вывод об их соответствии критерию изобретения "Новизна".
Положенные в основу заявленных устройств принципы их работы не противоречат известным законам природы, и их изготовление возможно на применяемом оборудовании, в связи с чем они соответствуют критерию "промышленная применяемость".
Наличие концентраторов электрических зарядов, выполненных в виде дисков с отверстиями для пропуска проволоки, диаметры которых определяют из условия накопления электрических зарядов тока, не найдено в известных решениях. Щелевое отверстие в верхней части корпуса выполняет функции по отводу потока рабочей жидкости. Радиальные щели в электродах предназначены для выполнения нескольких функций: пропуска проволоки перед началом ее обработки, при сборке и подготовке электролизера к работе, снижению гидравлического сопротивления при пропуске рабочей жидкости по внутренней полости электролизера и увеличению ее турбулентности. Это позволяет сделать заключение о соответствии предложения критерию "Изобретательский уровень".
Выполнение электрической связи электролизера и блока промывки упрощает установку, а наличие камер уплотнения на торцах блока промывки, конструкция которых обеспечивает механическую очистку обрабатываемой проволоки и хороший электрический контакт, обеспечивает достижение положительного результата, а отсутствие сведений об известности подобных решений позволяет сделать вывод о соответствии предложения критерию "Изобретательский уровень" в данной части предложения.
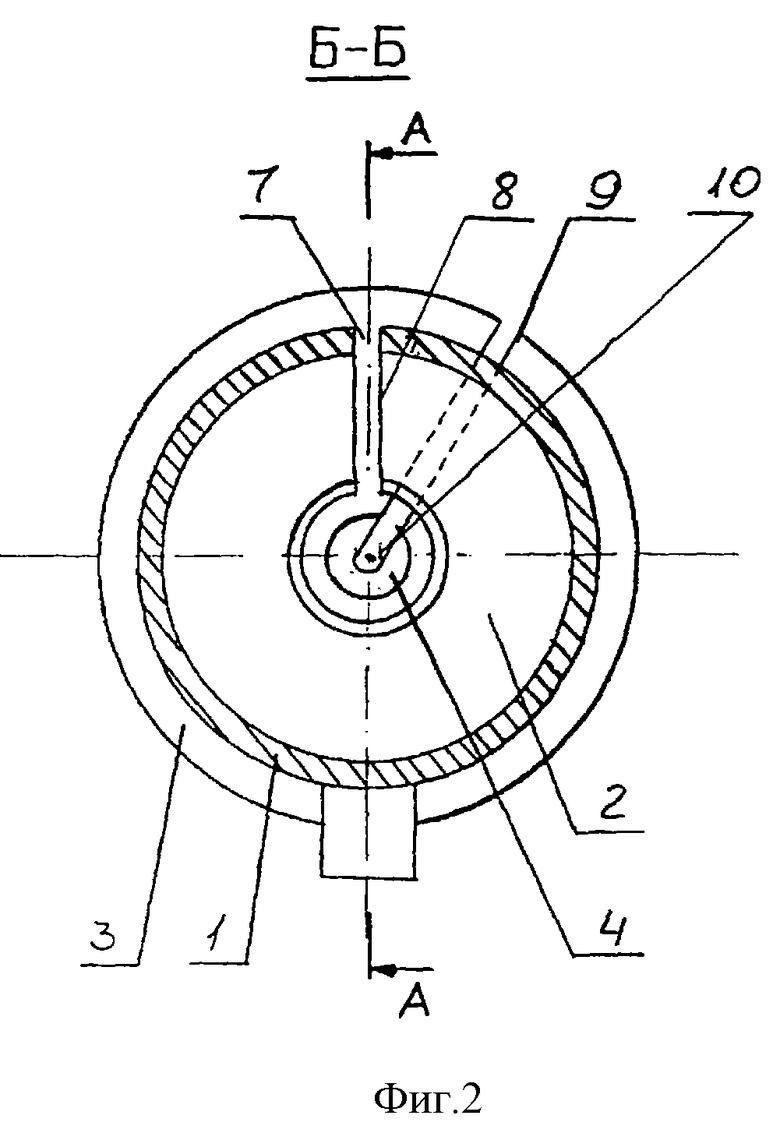
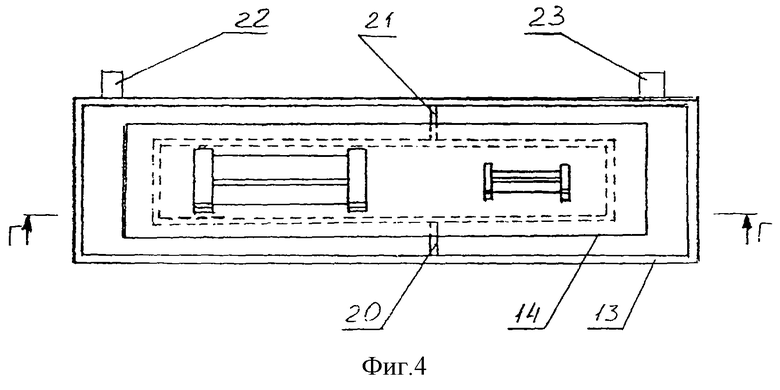
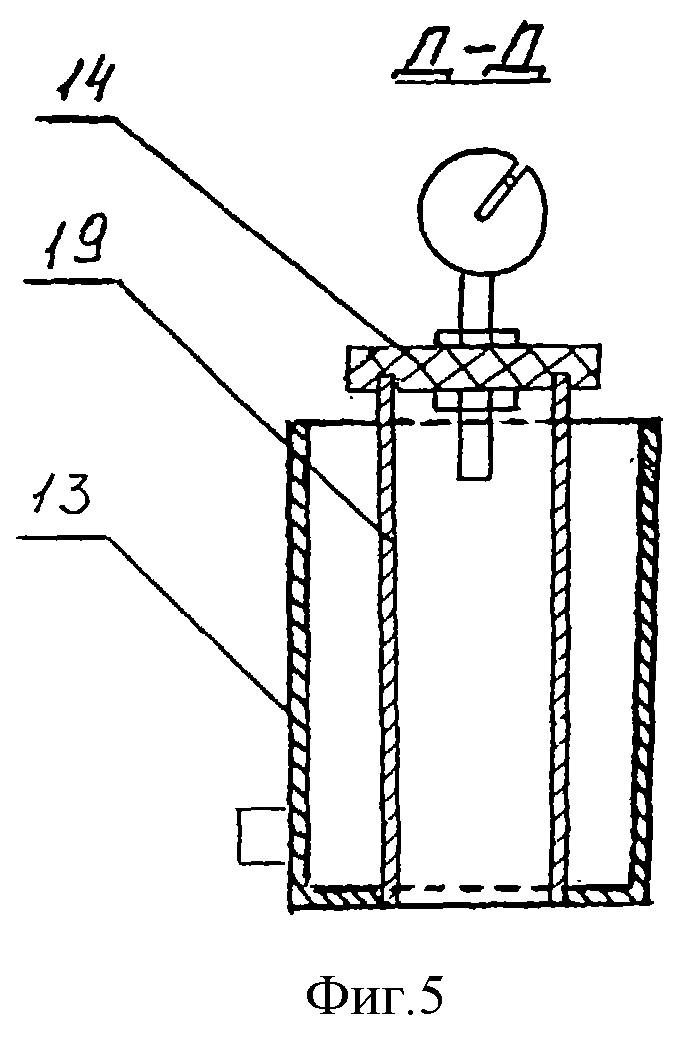
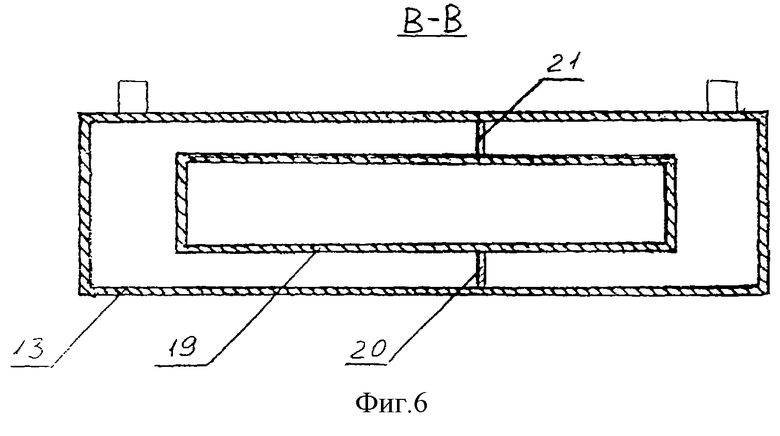
На фиг.1 изображен электролизер в варианте со сплошным корпусом и вворачиваемыми в него электродами; на фиг.2 - разрез Б-Б на фиг.1. На фиг.3 изображена установка для очистки проволоки от смазки в катодном варианте; на фиг. 4 - вид установки сверху; на фиг.5 - разрез Д-Д на фиг.3. На фиг.6 показана емкость для сбора рабочих жидкостей с вваренной в нее стойкой и перегородкой - разрез В-В на фиг.3; на фиг.7 - блок промывки; на фиг.8 - схема расположения концентраторов электрических зарядов по длине электролизера и характер импульсов тока при прохождении проволоки через отверстия в дисках - концентраторах зарядов.
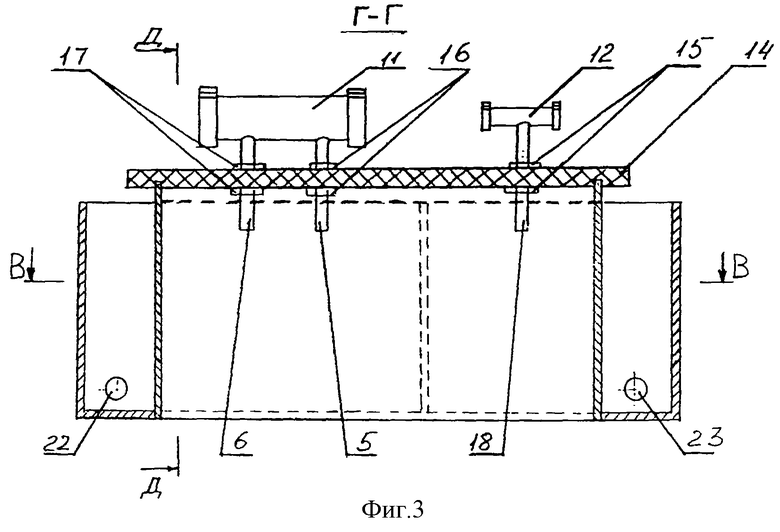
Электролизер (фиг.1 и фиг.2) состоит из металлического трубчатого корпуса 1, во внутренней полости которого установлены электроды 2, концентрирующие электрические заряды, в виде металлических дисков с отверстиями в центральной части для пропуска проволоки и потока рабочей жидкости в процессе обработки. Отношение диаметра отверстия диска (Вэ) к диаметру обрабатываемой проволоки (Dпp), равное 5-6, выбирают в зависимости от электрических свойств и концентраций рабочей жидкости, величины подаваемого напряжения и других факторов. Конкретно эта величина определена экспериментально. Электроды 2 вворачивают в корпус 1 посредством резьбы, проходящей по всей внутренней поверхности корпуса. Расстояние между электродами и их количество подбирают опытным путем в зависимости от требований к степени очистки проволоки, скорости ее движения и величины приложенного напряжения. На торцах корпуса 1 установлены заглушки 3 из диэлектрика с впрессованными в них по центру твердосплавными трубками 4. Диаметры отверстий в заглушках и твердосплавных трубках должны на 0,5-1,0 мм превышать диаметр обрабатываемой проволоки внутри электролизера. Заглушки 3 наворачивают на корпус 1 посредством резьбы. Подвод рабочей жидкости к электролизеру (фиг.1) осуществляют через патрубок 5; отвод - через сливной патрубок 6 и расположенное в верхней части корпуса щелевое отверстие 7 (фиг.2), выполненное по всей длине корпуса 1. Для удаления выделяющихся при электролизе газов и упрощения заправки проволоки в корпусе 1, в электродах 2, в заглушках 3 и в твердосплавных трубках 4, выполнены сплошные радиальные щели 8, 9 и 10 соответственно. Этой же цели служит и щелевое отверстие 7. Заглушку 3 при этом устанавливают с возможностью поворота. Выполнение поверхности отверстия для пропуска проволоки в электродах 2 сложной в сечении формы (криволинейной по радиусу или со снятием фасок) повышает эффективность работы электролизера за счет накопления электрических зарядов на заостренных местах и имеющих наименьшее сечение, в результате чего происходят скачкообразные псевдоимпульсные колебания тока. Кроме изложенного ранее, на величину колебания тока при неизменном напряжении оказывает влияние толщина слоя рабочей жидкости, находящейся между проволокой и корпусом 1 и между проволокой и электродами 2. При этом величина электросопротивления слоя электролита, находящегося между проволокой и электродами 2, меньше величины электросопротивления слоя электролита, находящегося между проволокой и корпусом 1, вследствие чего происходят колебания тока. На фиг. 8 показан импульсный характер колебания тока при прохождении проволоки внутри корпуса 1 и электродов 2. Устройство для очистки проволоки, показанное на фиг.3, 4, 5, 6, содержит электролизер 11, расположенный за ним по ходу движения проволоки блок промывки 12 с системами подачи рабочей жидкости и воды, а также емкость для сбора жидкостей 13.
Электролизер 11 и блок промывки 12 закреплены на диэлектрической плите 14 при помощи гаек 15, 16, 17, навернутых на патрубки 5, 6, 18. Диэлектрическая плита 14 установлена на полой стойке 19, приваренной к днищу сборной емкости 13. Сборная емкость 13 разделена перегородками 20, 21 таким образом, что вытекающие из электролизера 11 рабочий раствор и из блока промывки 12 вода, попадая в сборную емкость, не перемешиваются между собой. Рабочий раствор насосом через фильтр, резиновый шланг, надетый на патрубок 5 электролизера 11, подается в электролизер 11, очищает проволоку от смазки и сливается в сборную емкость 13 через патрубок 6 и надетый на него резиновый шланг и через щелевое отверстие электролизера. Из сборной емкости 13 рабочий раствор через патрубок 22 и надетый на него резиновый шланг насосом снова закачивается в электролизер, обеспечивая тем самым циркуляцию рабочего раствора.
Вода из магистрали через резиновый шланг и патрубок 18 подается в блок промывки 12 и через щелевые отверстия блока промывки сливается в сборную емкость 13, откуда через сливной патрубок 23 и трубопровод сливается в очистные сооружения и затем поступает в оборотный цикл водоснабжения предприятия. Все шланги проходят внутри полости стойки 19. Насос, фильтр, соединительные резиновые шланги, трубопроводы, запорная арматура на чертежах не показаны.
Подвод постоянного электрического тока осуществляют следующим образом. Положительный потенциал от источника постоянного тока подают кабелем через соединительную шину, закрепленную гайками 16 или 17 к патрубку 5 или 6 электролизера 11, а отрицательный потенциал кабелем через соединительную шину, закрепленную гайкой 15 к патрубку 18 блока промывки 12, - на блок промывки. Питающие кабели проходят внутри полости стойки 19, а крепление шин к патрубкам осуществляют под диэлектрической плитой. Сборную ванну заземляют. Источник постоянного тока, питающие кабели и соединительные шины не показаны.
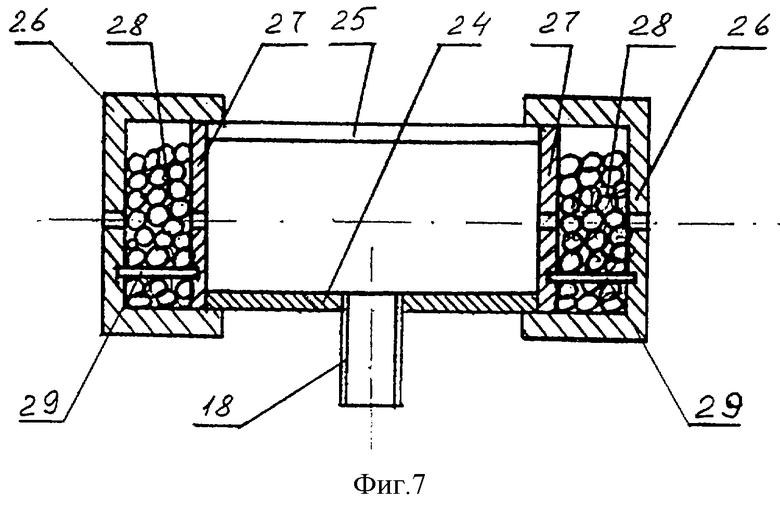
Узел промывки 12, изображенный на фиг.7, содержит трубчатый корпус 24 со щелевым отверстием 25 в верхней части по всей его длине для отвода воды. На торцах трубчатого корпуса 24 расположены уплотнительные камеры в виде металлических прижимных заглушек 26 и шайб 27 с отверстиями в их центральных частях для пропуска обрабатываемой проволоки. Полости между заглушками 26 и шайбами 27 заполнены дисперсным электродным материалом, например металлическими шариками 28. Заглушки 26 установлены на корпусе 24 посредством резьбового соединения; диаметр шайб 27 соответствует наружному диаметру трубчатого корпуса 24. Прижимные заглушки 26 и шайбы 27 выполнены с радиальными щелевыми отверстиями, аналогичными щелевым отверстиям на заглушках 3 и электродах 2 электролизера 11. Ширина щелевых радиальных отверстий заглушек 26 и шайб 27 меньше линейного размера частиц дисперсного материала, занимающего полости уплотнительных камер, и на 0,5-1,0 мм больше диаметра обрабатываемой проволоки.
Для удобства заправки проволоки в корпус 24 блока промывки 12 заглушки 26 связаны с шайбами 27 стержневыми элементами 29. При этом заглушки вместе с шайбами могут поворачиваться на небольшой угол одновременно.
Подвод рабочей жидкости (воды) к узлу промывки осуществляют через патрубок 18.
Заправку проволоки осуществляют следующим образом. Радиальные отверстия 7, 8, 9, 10 электролизера 11 совмещают, вставляют в них обрабатываемую проволоку и поворачивают заглушки 3 электролизера 11 на угол 20-30o. Те же операции осуществляют на блоке промывки 12. Поворот заглушек 3 электролизера 11 и заглушек 26 блока промывки 12 фиксирует проволоку в этих узлах от радиальных перемещений.
В качестве рабочей жидкости в электролизере используют 12-15% водный раствор карбоната натрия или другие электролиты. Для промывки используют техническую воду.
При прохождении проволоки через электролизер 11 на электродах 2 происходит накопление электрических зарядов, плотность которых повышается на заостренных участках, имеющих наименьшую площадь поперечного сечения (в данном случае на окружности отверстия электрода 2), и последующая их разрядка. Таким образом, электрохимическое обезжиривание происходит в псевдоимпульсном режиме. Величину подаваемого напряжения определяют опытным путем, которое должно находится в пределах 0-36 В и зависит от целого ряда факторов: диаметров проволоки и отверстий электродов 2, диаметра корпуса 1 электролизера 11, скорости движения проволоки, количества электродов, требований к степени очистки и других факторов.

Использование: изобретение относится к металлургии и может быть использовано для изготовления проволоки и других изделий, преимущественно длинномерных, с покрытиями. Сущность: электролизер выполнен в виде трубчатого металлического корпуса, в верхней части которого по всей его длине выполнено щелевое отверстие. На торцах корпуса установлены заглушки из диэлектрика с запрессованными в них по центру твердосплавными трубками. В полости корпуса установлены электроды в виде дисков, электрически связанные с корпусом. В электродах выполнены отверстия с фасками для пропуска проволоки, перетока жидкости и концентрации электрических зарядов, а также радиальные щелевые отверстия. Устройство для очистки проволоки содержит установленные соосно импульсный трубчатый электролизер и блок промывки, емкость для сбора рабочих жидкостей, разделенную перегородкой, системы подачи растворов и питания. Электролизер и блок промывки электрически связаны с источником питания, при этом они изолированы от емкости для сбора рабочих жидкостей. На торцах блока промывки выполнены уплотнительные камеры, полости которых заполнены электропроводным дисперсным материалом. Изобретение обеспечивает повышение эффективности очистки за счет импульсного воздействия электрического тока на обрабатываемый материал. 2 с. и 8 з.п. ф-лы, 8 ил.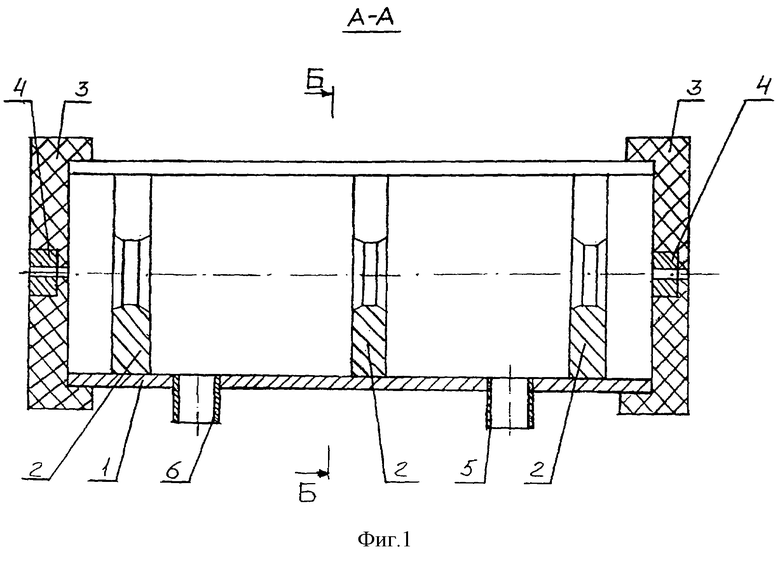
| ГРИЛИХЕС С.Я | |||
| Обезжиривание, травление и полирование металлов | |||
| - Л.: Машиностроение, 1977, с.37-38, 54-57 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОВОЛОКИ | 1993 |
|
RU2036258C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| RU 94021419 A1, 10.04.1996 | |||
| АГРЕГАТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ КАТАНКИ | 1997 |
|
RU2164452C2 |
| US 3659830 02.05.1972 | |||
| Торцовая фреза | 1980 |
|
SU948554A1 |

