Изобретение относится к области получения полимерных композиционных материалов (ПКМ) на основе эпоксидной смолы, армированной однонаправленным волокнистым наполнителем. Новый способ рекомендуется использовать для получения конструкционных материалов и изделий из ПКМ.
Традиционно отверждение термореактивных связующих, к которым относятся эпоксидные смолы, проводят при повышенных температурах и (или) под действием отвердителей [1] При этом структуру и свойства получаемых ПКМ регулируют двумя путями:
1) путем качественного и количественного подбора состава системы (подбора наполнителя, смолы, отвердителя, введение добавок);
2) путем изменения параметров процесса отверждения (температура, давление, продолжительность).
Традиционный способ получения ПКМ на основе эпоксидной смолы и волокнистого наполнителя включает операции: пропитка волокнистого наполнителя эпоксидным связующим, формообразование и отверждение заготовки [2] Разрушающее напряжение при статическом изгибе σи углепластиков, полученных по традиционному способу [2] составляет 619-676 МПа, а σи углепластиков, полученных по заявленному способу, достигает 809 МПа.
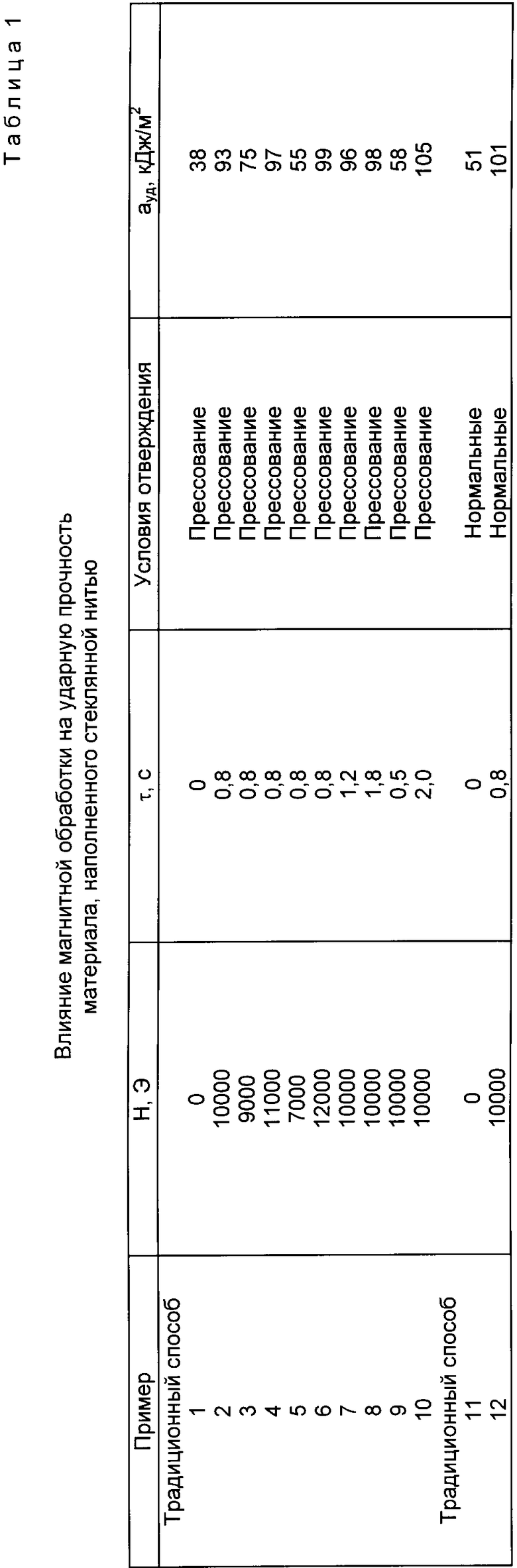
Удельная вязкость ауд стеклопластиков колеблется в широких пределах 6-885 кДж/м2 [3] Заявляемым способом получены стеклопластики, для которых величина ауд занимает промежуточное положение около 100 кДж/м2.
В заявляемом способе получения стеклопластиков, включающем операции пропитки волокнистого наполнителя эпоксидной смолой, формообразования и отверждения заготовки, дополнительно проводят операцию обработки постоянным магнитным полем после пропитки при напряженности магнитного поля 9000-11000 Э в течение 0,8-1,8 с.
В результате происходит повышение разрушающего напряжения при статическом изгибе и (или) удельной ударной вязкости стеклопластиков и углепластиков на основе эпоксидного связующего.
Известно получение углепластика путем отверждения в постоянном магнитном поле [4] Этот способ требует применения магнитов с большим объемом межполюсного пространства и требуется длительная магнитная обработка. В результате σи углепластиков повышалась на 32% а σи углепластиков, полученных по заявленному способу, повышается в пределах до 625% по сравнению с материалом, полученным без магнитной обработки.
Дополнительный положительный эффект состоит в том, что эаявляемый способ позволяет заменить магнитную обработку всего изделия предварительной сравнительно кратковременной магнитной обработкой отдельных нитей или их пучков, которые войдут в состав изделия.
Предлагаемый способ отличается от известного [5] меньшей продолжительностью магнитной обработки (0,8-1,8 с вместо 3-20 с) вследствие применения иных наполнителей и связующего.
Известен способ (прототип) пропитки углеродной арматуры эпоксидным связующим, включающий погружение углеродной арматуры в связующее, выдержку ее в нагретом до 80-100oC связующем при воздействии на нее постоянного магнитного поля напряженностью 64-88 кАм/м (800-1100 Э) в течение 280-360 с и извлечение пропитанной арматуры [6]
Между прототипом и заявляемым способом существуют значительные отличия в условиях магнитной обработки: в прототипе температура 80-100oC, напряженность магнитного поля 800-1100 Э (64-88 кА/м), продолжительность магнитной обработки 280-360 с. в заявляемом способе температура нормальная 9000-11000 Э, 0,8-1,8 с соответственно.
По способу-протипу проводят выдержку углеродной арматуры в избытке связующего, в заявляемом способе проводится магнитная обработка нити с нанесенном связующим; в заявляемом способе снижаются потери связующего за счет усиления физико-химического взаимодействия связующего и наполнителя.
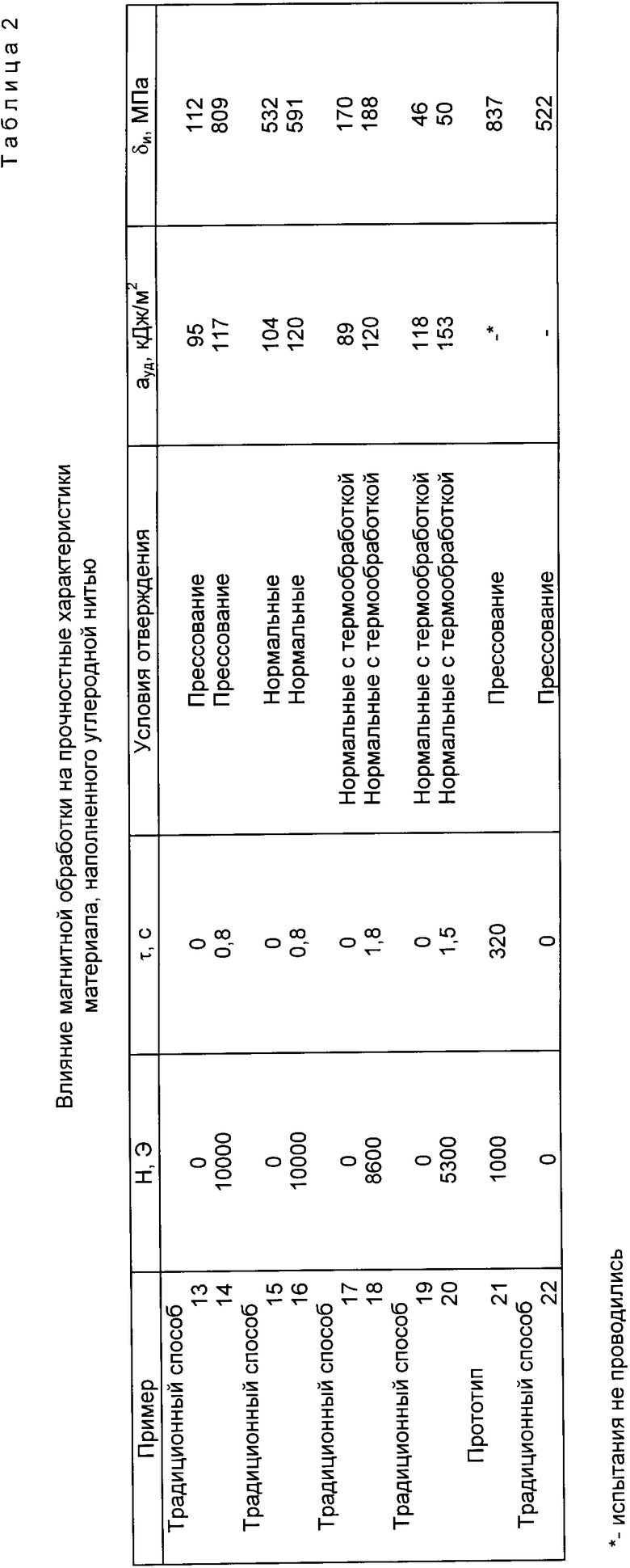
В заявляемом способе достигается увеличение не только разрушающего напряжения при статическом изгибе σи, но и ударной вязкости ауд углепластика (табл.2).
В способе-прототипе технология переодическая, в заявляемом способе непрерывная. Предлагаемая кратковременная магнитная обработка экономически более целесообразна, чем более длительная переодическая по способу-прототипу.
На чертеже изображена схема получения ПКМ: нить с питающей катушки 1 подается в пропиточную ванну 2 с жидкой смолой; пропитанная нить проходит через межполюсное пространство электромагнита 3 и поступает на приемное устройство 4.
Для изготовления образцов и изделий из получаемых ПКМ предложено использовать нити, пропитанные олигомерным связующим. В качестве связующих использовали: связующую ВС25; состав связующего, массовые части: 1) смола ЭХД-100, 2) отвердитель изометилтетрагидрофталевый ангидрид (ИМТГФА) 70-95; 3) пластификатор 6; 4) ускоритель отверждения УП606/2 1-2; 5) антиадгезив стеарат цинка 3; смесь смолы ЭД-20 и полиэтиленполиамина ПЭПА.
В качестве наполнителей применяли стеклоровинг (cтеклянная нить), углеродную нить УКНП/5000 и техническую нить капрон.
Нить с питающей катушки 1 (фиг. 1) подается в пропиточную ванну 2 с жидким связующим; пропитанная нить проходит через межполюсное пространство электромагнита 3 и поступает на приемное устройство 4. Полученные на приемном устройстве (мотовило с плоскими гранями) препреги отверждали при нормальных условиях (комнатная температура, атмосферное давление) в течение пяти сут. (то же с термообработкой 6 ч при 70oC) или отверждали при прессовании на гидравлическом прессе (190-200oC, 50 атмосфер в течение 30 мин). Из полученных пластин вырезали образцы стандартных размеров для испытаний.
Определяли следующие характеристики образцов ПКМ: удельную ударную вязкость ауд, кДж/м2, ГОСТ 4647-80; разрушающее напряжение при статическом изгибе σи, МПа, ГОСТ 4648-71.
Максимальные абсолютные погрешности при определении величин ауд, σи равна соответственно ±1,8 кДж/м2, ±1,8 МПа.
Изобретение иллюстрируется следующими примерами.
Пример 1 (по традиционному способу).
Стеклянную нить пропитывают связующим ВС 25. Из полученного препрега формуют пластины и отверждают при прессовании.
Пример 2.
Пример по примеру 1, отличающийся тем, что после пропитки дополнительно проводят операцию обработки постоянным магнитным полем напряженностью 10000 Э в течение 0,8 с. Далее по примеру 1.
Пример 3.
Пример по примеру 2, отличающийся тем, что проводят операцию обработки постоянным магнитным полем напряженностью 9000 Э.
Пример 4.
Пример по примеру 2, отличающийся тем, что проводят операцию обработки постоянным магнитным полем напряженностью 11000 Э.
Пример 5.
Пример по примеру 2, отличающийся тем, что проводят операцию обработки постоянным магнитным полем напряженностью 7000 Э.
Пример 6.
Пример по примеру 2, отличающийся тем, что проводят операцию обработки постоянным магнитным полем напряженностью 12000 Э.
Примеры 7-10.
Примеры по примеру 2, отличающиеся продолжительностью магнитной обработки.
Перечисленные примеры (табл. 1) показывают, что магнитная обработка пропитанных нитей в магнитном поле напряженностью 9000-11000 Э в течение 0,8-1,8 с пластифицирует материал вследствие ориентации сегментов полимерных молекул и приводит к значительному увеличению ауд. При меньшей напряженности поля и меньшей продолжительности магнитная обработка влияет на прочность материала гораздо слабее.
Дальнейшее увеличение продолжительности до 2 с и более и напряженности поля более 11000 Э не эффективно, так как не приводит к заметному увеличению ауд. Кроме того, увеличение напряженности поля более 11000 Э значительно повышает энергетические затраты и приводит к перегреву электромагнита.
Пример 11 (по традиционному способу).
Пример по примеру 1, отличающийся тем, что полученный препрег отверждают в нормальных условиях.
Пример 12.
Пример по примеру 11, отличающийся тем, что после пропитки дополнительно проводят операцию обработки постоянным магнитным полем напряженностью 10000 Э в течение 0,8 с.
Пример 13 (по традиционному способу).
Углеродную нить пропитывают связующим ВС 25. Из полученного препрега формуют пластины и отверждают при прессовании.
Пример 14.
Пример по примеру 13, отличающийся тем, что после пропитки дополнительно проводят операцию обработки постоянным магнитным полем напряженностью 10000 Э в течение 0,8 с.
Пример 15 (по традиционному способу).
Пример по примеру 13, отличающийся тем, что полученный препрег отверждают в нормальных условиях.
Пример 16.
Пример по примеру 15, отличающийся тем, что после пропитки дополнительно проводят операцию обработки постоянным магнитным полем напряженностью 10000 Э в течение 0,8 с.
Магнитная обработка систем, содержащих углеродные нити, не только пластифицирует материал, но и усиливает адгезию между связующим и наполнителем благодаря тому, что углеродные нити обладают протоноакцепторными свойствами и образуют водородные связи со связующим. Поэтому магнитная обработка таких систем приводит не только к значительному увеличению ауд, но и к значительному увеличению σи (табл. 2).
Упрочняющее влияние магнитной обработки сохраняется при различных способах отверждения: при прессовании, в нормальных условиях, в нормальных условиях с последующей термообработкой.
Пример 17 (по традиционному способу).
Углеродную нить пропитывают 50% по массе ацетоновым раствором смеси ЭД-20 и полиэтиленполиамина (ПЭПА) 9:1 по массе. Из полученного препрега формуют пластины и отверждают в норамльных условиях с последующей термообработкой 6 ч при 70oC.
Пример 18.
Пример по примеру 17, отличающийся тем, что после пропитки дополнительно проводят операцию обработки постоянным магнитным полем напряженностью 9000 Э в течение 1,8 с.
Пример 19 (по традиционному способу).
Нить капрон пропитывают 50% по массе ацетоновым раствором смеси ЭД-20 и ПЭПА 9: 1 по массе. Из полученного препрега формуют пластины и отверждают в нормальных условиях с последующей термообработкой 6 ч при 70oC.
Пример 20.
Пример по примеру 19, отличающийся тем, что после пропитки дополнительно проводят операцию обработки постоянным магнитным полем напряженностью 5300 Э в течение 1,5 с.
Пример 21.
Пример по способу-прототипу [6]
Пример 22.
Пример по примеру 21, отличающийся тем, что магнитная обработка не применяется.
Применение магнитной обработки по способу-прототипу приводит к увеличению σи углепластика на 60% а по заявляемому способу на 10-620% по сравнению с традиционным способом без магнитной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2135530C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1991 |
|
RU2028322C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2182079C2 |
| Способ получения волокнонаполненного композиционного материала | 1990 |
|
SU1785909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ФОРМООБРАЗУЮЩЕЙ ОСНАСТКИ | 1999 |
|
RU2152872C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2132341C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2280655C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2538271C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2324709C1 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
Использование: изобретение относится к области получения полимерных композиционных материалов (ПКМ) на основе эпоксидной смолы, армированной однонаправленным волокнистым наполнителем. Сущность изобретения: увеличение удельной ударной вязкости и разрушающего напряжения при статическом изгибе армированных ПКМ. Способ получения ПКМ, состоящих из эпоксидной смолы и технической нити. Способ основан на том, что, кроме известных операций пропитки волокнистого наполнителя эпоксидной смолой, формообразования и отверждения заготовки дополнительно проводят операцию обработки постоянным магнитным полем после пропитки при напряженности магнитного поля 9000 - 11000 Э в течение 0,8 - 1,8 с. Новым является магнитная обработка свежепропитанных связующим стеклянных, углеродных и поликапроамидных нитей, что приводит к увеличению разрушающего напряжения при статическом изгибе и (или) к увеличению удельной ударной вязкости образцов ПКМ. Положительный эффект состоит в значительном увеличении прочности ПКМ, полученных с применением магнитной обработки. 2 табл.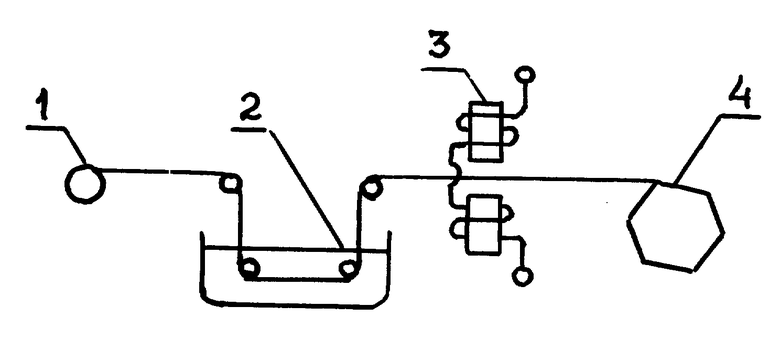
Способ получения армированных полимерных композиционных материалов на основе эпоксидного связующего, включающий операции пропитки волокнистого наполнителя эпоксидным связующим с использованием постоянного магнитного поля, формообразования и отверждения заготовки, отличающийся тем, что обработку постоянным магнитным полем проводят после пропитки волокнистого наполнителя при напряженности магнитного поля 9000 11000 Э в течение 0,8 1,8 с.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Николаев А.Ф | |||
| Синтетические полимеры и пластические массы на их основе | |||
| - М.-Л.: Химия, 1966, с.768 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Армированные полимерные материалы./Под ред | |||
| З.А.Роговина, П.М.Валецкого, М.Л.Кербера | |||
| - М.: Мир, 1968, с.244 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Назаров Г.И., Сушкин В.В., Дмитриевская Л.В | |||
| Конструкционные пластмассы | |||
| Справочник | |||
| - М.: Машиностроение, 1973, с.192 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Менько Т.А., Кваша А.Н., Соовьев Л.В | |||
| и др | |||
| Изменение структуры и физико-механических свойств полимерных материалов под действием постоянного магнитного поля | |||
| Электронная обработка материалов | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство, 1785909, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| SU, авторское свидетельство, 1597275, кл | |||
| Солесос | 1922 |
|
SU29A1 |
