Изобретение относится к области получения полимерных композиционных материалов (ПКМ) на основе сетчатых эпоксидных полимеров, армированных химическими волокнами. Предлагаемый способ рекомендуется использовать для получения конструкционных материалов и изделий из ПКМ
Известен способ получения волокнонаполненных ПКМ (традиционный), включающий совмещение смеси эпоксидиановой смолы и отвердителя холодного отверждения, взятых в стехиометрических соотношениях (смесевой способ), с техническими нитями с последующим формованием путем прямого прессования, при этом отверждение связующего происходит в самой форме. Справочник по композиционным материалам /Под ред.Дж. Любина. Р.Э.Геллера.- М.: Машиностроение,.-1988, т.2. -580 с.
Недостатком этого способа является ограниченность допустимого срока хранения препрегов, содержащих эпоксидную смолу и отвердитель.
Известен способ получения армированного полимерного материала, включающий пропитку нитей методом слоевого нанесения компонентов (СНК) в две стадии: сначала пропитывают нить 75% раствором смолы в ацетоне, затем отверждающей системой массового состава воды и отвердителя 1:2, резку волокнистого наполнителя с последующей переработкой прямым прессованием (120oC, 40 МПа в течение 15 мин) (способ-прототип) /Патент 2028322 РФ, МКИ C 08 5/24 Способ получения препрега/ В.Н.Студенцов, Б.А.Розенберг, А.К.Хазизова//БИ.-1995.-N4.
Недостатки этого способа - невысокие прочностные характеристики получаемого материала.
При создании изобретения ставилась задача получить материалы с улучшенными прочностными характеристиками, удешевление материалов.
Это достигается тем, что в предлагаемом способе пропитку наполнителя эпоксидным связующим проводят методом слоевого нанесения компонентов (СНК) в две стадии: сначала пропитывают нить 80% раствором смолы в ацетоне, затем отверждающей системой. Для устранения недостатка в способе-прототипе применяют отверждающую систему массового состава: вода, защитный полимер и отвердитель 1,7-2,3:0,5- 1,5:0,7-1,3. В качестве занятного полимера используют клей КМЦ. Для увеличения разрушающего напряжения при статическом изгибе и удельной ударной вязкости полученного материала применяют магнитную обработку.
Предлагаемый способ отличается от прототипа:
- пропитка нитей на первой стадии осуществляется 80% раствором смолы в ацетоне;
- составом отверждающей системы,
- используется межванная термообработка,
- используется магнитная обработка.
Заявляемый способ устраняет недостатки традиционного.
В качестве наполнителя использовали следующие нити:
- искусственная: вискозная нить (ВН) (ТУ 6-06-Н58-79),
- синтетические: капроновая нить (капрон) (ТУ 15В97-79), полиакрилонитрильная нить (нитрон) (ТУ 6-01-15-70-85), пропитанные эпоксидной смолой ЭД-20 (ГОСТ 10587-84).
В отверждающей системе в качестве отвердителя использовали полиэтиленполиамин (ПЭПА) (ТУ 6-02-594-70).
В качестве защитных полимеров использовали бутадиенстирольный латекс (бустилат) (ТУ 6-15-1090-77) и клей КМЦ (ТУ 6-12-1020-75).
Степень превращения (X,%) олигомерного связующего в сетчатый продукт определены методом экстракции ацетоном.
Для определения содержания компонентов связующего контролировали линейную плотность (Т, г/м) нитей, на различных стадиях технологического процесса.
В основу предлагаемой технологии положена схема экспериментальной установки, которую использовали для получения экспериментальных образцов. Препрег перерабатывают прямым прессованием. Далее из полученных пластин вырезают стандартных размеров образцы и определяют следующие характеристики:
- разрушающее напряжение при статическом изгибе σи (ГОСТ 4648-81);
- удельную ударную вязкость aуд (ГОСТ 4647-80);
- водопоглощение W (ГОСТ 4650-80);
- плотность ρ (ГОСТ 15139-69).
Взвешивание проводили на аналитических весах с погрешностью 10-4 г. Линейные размеры образцов определяли при помощи штанген- циркуля с погрешностью 10-1 мм. Результаты параллельных испытаний показали, что максимальные абсолютные погрешности при определении величин σи , aуд, ρ , W составляют соответственно ± 2,7 МПа, ± 2,6 кДж/м2, ± 30 кг/м3, ± 0,6%.
Пример 1 (по традиционному способу).
Капроновую нить пропускают через пропиточную ванну, содержащую эпоксидную смолу (ЭД-20) и отвердитель холодного отвердения (ПЭПА), взятые в массовом соотношении 9:1. Массовое соотношение эпоксидной смолы и отвердителя 9:1 обеспечивает стехиометрическое, количественное соотношение эпоксигрупп и активных групп отвердителя 1: 1. Пропитанная нить поступает на мотовило с плоскими гранями (фиг. 1). Полученный препрег после сушки в течение 24 часов при комнатной температуре перерабатывается прямым прессованием в течение 15 минут при 100oC и давлении 8 МПа. Далее нарезаются образцы стандартных размеров, которые подвергают испытаниям.
Пример 2.
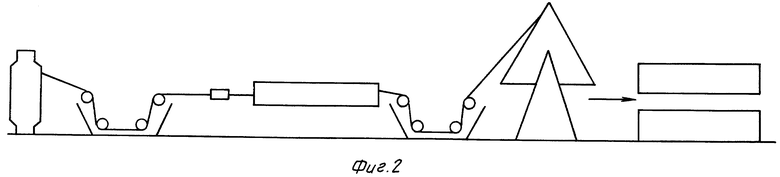
Осуществляют по примеру 1, однако капроновую нить пропускают через 80% по массе раствор смолы (ЭД-20) в ацетоне. Из первой пропиточной ванны нить поступает в обогреваемую трубу (70oC), в которой находится около одной минуты. В указанных условиях происходит частичное испарение растворителя. Затем нить пропускают через вторую пропиточную ванну, где на нить наносится отверждающая система массового состава: вода; отвердитель и защитный полимер 2: 1:1 (фиг.2). Далее по примеру 1.
Данные о свойствах ПКМ, полученного при использовании отверждающей системы различного массового соотношения воды, отвердителя и защитного полимера, приведены в табл. 1 (прим. 3-14).
Пример 15.
Осуществляют по примеру 2, однако в отверждающей системе в качестве защитного полимера используют клей КМЦ.
Пример 16.
Осуществляют по примеру 15, но в качестве наполнителя используют нитрон.
Пример 17.
Проводят по примеру 15, однако в качестве наполнителя используют вискозную нить.
Данные о влиянии термообработки на свойства ПКМ приведены в табл.1 (прим. 18-21).
Данные о влиянии концентрации раствора смолы на свойства ПКМ приведены в табл.1 (прим. 22-25).
Данные о влиянии различных наполнителей на свойства ПКМ приведены в табл. 2 (прим. 26-29).
Пример 30.
Осуществляют по примеру 2, но между первой пропиточной ванной и обогреваемой трубой нить пропускают через цилиндрическое отверстие в постоянном магните (фиг.3). В воздушном зазоре по оси отверстия создано магнитное поле напряженностью 320-330 Э. Основную часть пути в постоянном магнитном поле (ПМП) нить проходит в направлении, параллельном магнитным силовым линиям.
Пример 31.
По способу-прототипу.
Пример 32.
По традиционному способу.
Пример 33.
По способу-прототипу.
Пример 34.
По традиционному способу.
Из сравнения физико-механических характеристик образцов, полученных по примерам 1,2, следует, что увеличение водопоглощения у образцов на основе препрега, полученного методом СНК по сравнению со смесевым методом (традиционным), говорит об усилении гетерогенности системы (табл. 1).
Анализируя примеры 3-6, можно отметить, что физико-механические характеристики образцов по примерам 3-4 близки по значениям в проделах погрешности и наиболее оптимальны, благодаря протеканию равномерного отверждения. При увеличении содержания отвердителя выше оптимального (прим. 5) понижается ударная вязкость вследствие изменений сшитости связующего. Соответственно, при уменьшении содержания отвердителя ниже оптимального (прим. 6) уменьшается σи в силу недоотвержденности и изменений пластичности материала (X=94%).
На основе физико-механических характеристик образцов, полученных по примерам 7-10, можно заметить, что увеличение содержания защитного полимера в отверждающей системе выше нормы приводит к уменьшению σи (прим. 10).
При уменьшении содержания воды ниже оптимального (прим. 13) значительно понижается σи , при увеличении содержания воды в отверждающей системе выше оптимального (прим. 14) резко падает aуд.
На основе анализа физико-механических характеристик образцов, полученных по примерам 15-17, можно отметить, что при использовании в качестве защитного полимера клея КМЦ-Н разрушающее напряжение σи увеличивается на 18%. Увеличение удельной ударной вязкости незначительно превышает погрешность в определении этой величины.
Рассматривая примеры 18-21, можно объяснить влияние межванной термообработки на свойства получаемых препрегов. Оптимальной является температура обогреваемой трубы в интервале 60-80oC (прим. 2, 18, 20). При понижении температуры ниже 60oC получается недоотвержденный материал, что приводит к значительному снижению (прим. 19)
Увеличение температуры обогреваемой трубы приводит к более быстрому удалению летучего растворителя из пропитанной нити. Однако применение температуры 90o и выше неэффективно (прим. 21).
Из сравнения физико-механических характеристик образцов, полученных по примерам 22-25, следует, что оптимальным является применение растворов смолы с концентрацией 70-90% (прим. 2, 23, 25) Увеличение разбавления смолы растворителем (прим. 22) приводит к снижению содержания связующего и к снижению прочностных характеристик, а применение более концентрированных растворов (прим. 25) вызывает излишнее повышение содержания связующего в материале и "окрупчивание" материала (прим. 25).
Из сравнения физико-механических характеристик образцов, полученных по примерам 26 и 28, можно сделать вывод, что применение СНК с нитроном приводит к увеличению σи на 35%, aуд при этом понижается на 20% по сравнению с прототипом.
В примерах 27, 29 разрушающее напряжение при статическом изгибе σи возрастает на 19%, а удельная ударная вязкость падает на 30% при использовании вискозной нити.
Следовательно, улучшение всех прочностных характеристик происходит при использовании в качестве наполнителя капрона (табл. 2).
Использование магнитной обработки свежепропитанной нити (пример 30, фиг. 3) позволит увеличить разрушающее напряжение при статическом изгибе σи на 20%, а удельную ударную вязкость на 10% по сравнению с образцами, полученными методом СНК без применения магнитной обработки (табл. 2).
Удельная ударная вязкость по способу - аналогу увеличивается на 58%, а разрушающее напряжение при статическом изгибе увеличилось на 18%.
Предлагаемый способ обеспечивает значительно более высокое повышение разрушающего напряжения при статическом изгибе σи на 61%, чем при использовании аналога. При использовании капрона заявляемый способ и аналог обеспечивают примерно одинаковое увеличение удельной ударной вязкости (табл. 2). При использовании нитрона и вискозной нити наблюдается увеличение σи на 61% и снижение aуд на 30% по сравнению с прототипом. Даже при понижении aуд на 30%, абсолютное значение aуд (102 кДж/м2 остается значительно выше чем по способу - аналогу (49 кДж/м2).
В целом заявляемый способ обеспечивает более высокие прочностные характеристики, чем прототип. По заявляемому способу применяется более экономичная, по сравнению с прототипом, отверждающая система с пониженным содержанием сравнительно дорогостоящего отвердителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2132341C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2280655C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ НЕНАСЫЩЕННОЙ ПОЛИЭФИРНОЙ СМОЛЫ | 2002 |
|
RU2232175C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1991 |
|
RU2028322C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2324709C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2102407C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2538271C1 |
| Расплавное эпоксидное связующее, семипрег на его основе и изделие, выполненное из него | 2022 |
|
RU2803987C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2021 |
|
RU2777895C2 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него. | 2021 |
|
RU2773075C1 |

Описывается способ получения армированных полимерных материалов на основе эпоксидного связующего, содержащего эпоксидную диановую смолу, отверждающую систему, наполнитель, а именно вискозную нить, или капроновую нить, нитрилоакрилонитрильную нить, включающий пропитку наполнителя смолой, термообработку, пропитку отверждающей системой. Используют капроновую нить, обработанную магнитным полем перед пропиткой ее отверждающей системой, в отверждающую систему вводят защитный полимер: бутадиенстирольный латекс или клей КМЦ, при следующем массовом соотношении компонентов в отверждающей системе: вода, отвердитель, защитный полимер 1,7-2,3:0,5-1,5:0:7-1,3; термообработку проводят в интервале 60-80°С. Технический результат - повышение разрушающего напряжения при статическом изгибе и повышение удельной вязкости полимерных композиционных материалов при одновременном удешевлении материалов. 2 табл., 3 ил.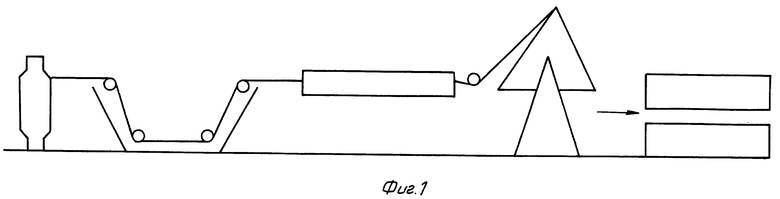
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1991 |
|
RU2028322C1 |
| Способ получения композиционного материала | 1991 |
|
SU1801968A1 |
