Изобретение относится к прокатному производству, а более конкретно к правке проката, преимущественно безмоментной, в роликовых правильных машинах.
Известен способ непрерывной правки движущегося проката, включающий приложение расположенных в шахматном порядке в одной плоскости и направленных перпендикулярно к поверхности проката знакопеременных усилий [1].
Недостатком этого способа является ограничение величин прогиба по условию выдачи проката из машины горизонтально, т.е. параллельно полотну рольганга, что приводит к ухудшению качества правки проката.
Известна роликоправильная машина, содержащая установленные на станине в шахматном порядке ролики, регулируемые по высоте [1].
Недостатком этой машины является то, что в ней невозможно реализовать оптимальные величины прогибов проката по условию необходимости выдачи листа из машины в горизонтальной плоскости, что приводит к снижению качества правки проката.
Известен способ правки проката, включающий приложение расположенных в шахматном порядке в одной плоскости и направленных перпендикулярно к поверхности проката знакопеременных усилий и создание безмоментных зон в прокате [2].
Этот способ позволяет значительно повысить качество выправляемого проката, однако не позволяет обеспечить выдачу проката по горизонтали.
Известна роликоправильная машина, содержащая установленные на станине в шахматном порядке верхние и нижние ролики, первые из которых смонтированы с возможностью возвратно-поступательного перемещения [3].
Эта машина позволяет осуществить безмоментную правку проката, однако не обеспечивает горизонтальную выдачу проката, в связи с чем требуется усложнение конструкции рольганга, принимающего прокат на выходе из машины.
Задача, решаемая изобретением, заключается в обеспечении выдачи проката из машины в горизонтальном положении.
Эта задача решается следующим образом.
В известном способе непрерывной правки движущегося проката, преимущественно безмоментным, включающем приложение расположенных в шахматном порядке в одной плоскости и направленных перпендикулярно к поверхности проката знакопеременных усилий, согласно изобретению в момент приложения знакопеременных усилий по всей поверхности движущегося проката его поворачивают относительно плоскости правки на угол, равный углу между направлением последнего по ходу правки усилия и перпендикуляром к направлению выхода проката из зоны правки.
В известной машине для правки проката, содержащей установленные на станине в шахматном порядке ролики, верхние из которых смонтированы с возможностью вертикального возвратно-поступательного перемещения, согласно изобретению машина снабжена приводом, предназначенным для поворота станины относительно оси, параллельной оси вращения роликов.
Предлагаемое изобретение обеспечивает идентичность положений задачи и выдачи проката при любой схеме правки.
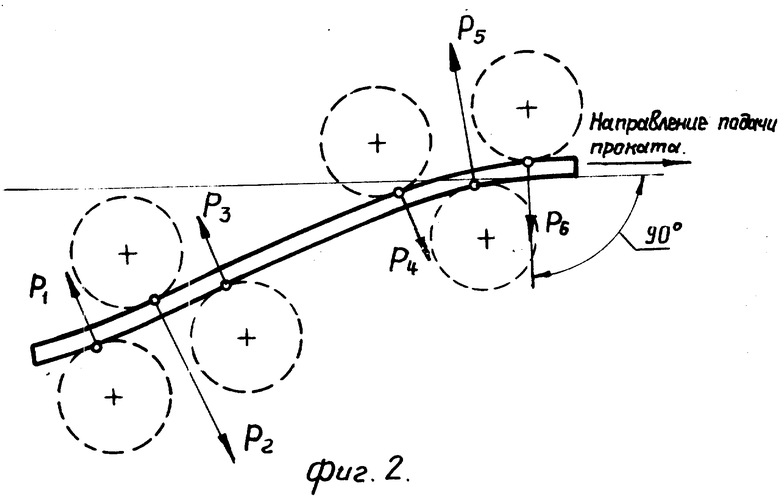
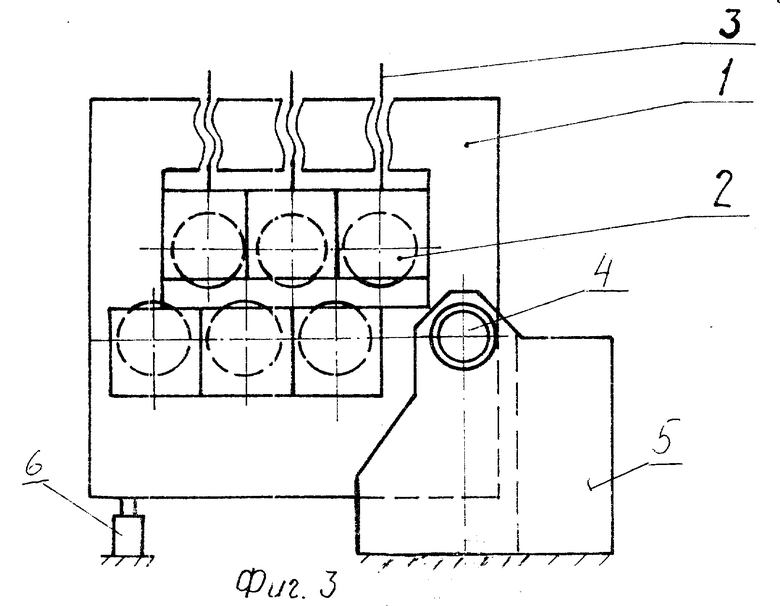
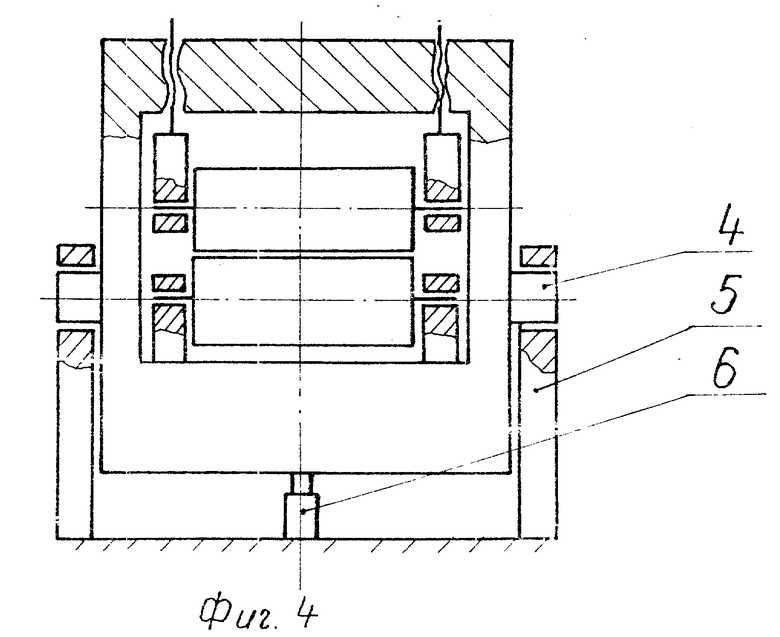
На фиг. 1 изображен начальный момент правки проката до поворота; на фиг. 2 - момент правки проката после поворота; на фиг. 3, 4 - роликоправильная машина для осуществления предлагаемого способа.
Способ непрерывной правки движущегося проката включает приложение к прокату в шахматном порядке в одной плоскости и направленных перпендикулярно к его поверхности знакопереременных усилий Р1, Р2, Р3, Р4, Р5, Р6.
Между направлениями последнего по ходу правки усилия Р6 и перпендикуляром к направлению выхода проката и зоны правки образуется угол ϕ.
В момент приложения знакопеременных усилий по всей поверхности движущегося проката его поворачивают относительно плоскости правки на угол ϕ, который равен углу между направлением последнего по ходу правки усилия и перпендикуляром к направлению выхода проката из зоны непрерывной правки. Другими словами, после прохода передним концом проката 1 точки приложения последнего усилия Р6, прокат вместе с приложенными усилиями поворачивают относительно плоскости правки на угол ϕ и удерживают в таком положении до прохода задним концом проката точки приложения последнего усилия Р6.
Правка следующей штуки проката происходит аналогично.
Пример конкретного выполнения.
На шестироликовой машине были обеспечены следующие усилия безмоментной правки горячекатаных рельсов Р65 Р1= 0,51 МН, Р2= 0,96 МН, P3 =0,45 МН, Р4 = 0,47 МН, Р5= 0,86 МН, P6=0,40 МН.
Угол ϕ между перпендикуляром к направлению выхода проката из зоны правки и Р6 составил 5o.
Прокат задавался в машину горизонтально. После прохода передним концом проката точки приложения последнего усилия Р6 прокат вместе с приложенными усилиями повернули на угол ϕ. В результате обеспечилась горизонтальная выдача проката при сохранении оптимальных усилия P1 - Р6.
Машина для правки проката содержит установленные на станине 1 в шахматном порядке верхние и нижние ролики 2, причем первые смонтированы с возможностью возвратно-поступательного перемещения от нажимных винтов 3. Станина 1 снабжена боковыми цапфами 4, расположенными в плоскости, перпендикулярной направлению движения проката и смонтированными с возможностью поворота в стационарной стойке 5. Поворот станины 1 относительно плоскости правки осуществляется гидроцилиндром 6.
Машина работает следующим образом.
В соответствии с технологией правки проката производится установка верхних рабочих роликов 2. Выправляемый прокат задается в машину в исходном горизонтальном положении. После прохождения прокатом последнего ролика 2 станина 1 поворачивается на цапфах 4 от гидроцилиндра 8 на угол ϕ, определяемый как угол между перпендикуляром к направлению выхода проката из зоны правки и усилием на последнем ролике. Вследствие поворота прокат выходит из машины также горизонтально. После прохождения задним концом проката последнего ролика станина 1 возвращается гидроцилиндром 6 в исходное положение. Следующая штука проката правится аналогично.
Предлагаемое техническое решение позволяет реализовать оптимальные усилия правки при сохранении первоначальной ориентации выходящего проката без значительного усложнения конструкции машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ ПРОКАТА | 1999 |
|
RU2177849C2 |
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2179901C2 |
| СПОСОБ ПРАВКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ | 2000 |
|
RU2203757C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2201826C2 |
| СПОСОБ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1998 |
|
RU2138354C1 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2100116C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ ПРОКАТА | 1985 |
|
RU1429412C |
| РОЛИКОПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2122911C1 |
| СПОСОБ ПРАВКИ РЕЛЬСОВ И РЕЛЬСОПРАВИЛЬНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2358823C2 |
Изобретение может быть использовано в области прокатного производства, в частности при безмоментной правке проката. При непрерывной правке движущегося проката к последнему прикладывают знакопеременные усилия, которые расположены в шахматною порядке в одной плоскости и направлены перпендикулярно к поверхности изогнутого проката. После прохода передним концом проката точки приложения последнего усилия правки, прокат вместе с приложенными усилиями поворачивают относительно плоскости правки на угол, равный углу между направлением последнего по ходу пробки усилия и перпендикуляром к направлению выхода проката из зоны правки. Машина для правки проката содержит установленные на станине в шахматном порядке верхние и нижние ролики. Верхние ролики смонтированы с возможностью возвратно-поступательного перемещения. При этом станина имеет возможность поворота относительно оси, параллельной оси вращения роликов. 2 с.п. ф-лы. 4 ил.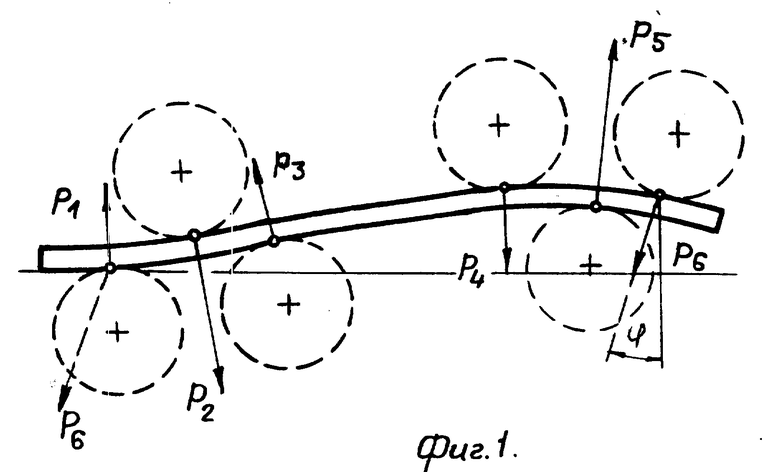
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семененко Ю.П | |||
| Машина для правки проката | |||
| - М.: Металлургиздат, 1964, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 1429412, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU, патент, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
