Изобретение относится к области прокатного производства, а более конкретно: к непрерывной правке фланцевых профилей в роликоправильных машинах.
Известен способ непрерывной правки фланцевых профилей путем приложения в шахматном порядке знакопеременных усилий к стенке профиля, на наиболее жестких участках, примыкающих к фланцам, что достигается применением правильных роликов, диаметр которых в средней части меньше диаметра краевых участков [1].
Недостатком этого способа является невозможность правки профиля больших размеров.
Известен способ непрерывной правки фланцевых профилей, включающий приложение в шахматном порядке знакопеременных усилий в двух плоскостях: к стенке профиля и к фланцам профиля, причем усилия к фланцам профиля прилагают по всей ширине фланца, что достигается применением гладких роликов [2].
Недостатком этого способа является то, что такое приложение усилия приводит к возникновению больших растягивающих напряжений в центре фланца профиля по оси симметрии.
Известен способ правки фланцевых профилей, принятый в качестве прототипа, включающий воздействие на фланец профиля знакопеременными усилиями, прикладываемыми в шахматном порядке в одной плоскости перпендикулярно к поверхности фланца, причем воздействие на фланец знакопеременными нагрузками осуществляют по всей его ширине, что достигается применением гладких роликов [3].
Недостатком этого способа является то, что такое приложение усилия приводит к возникновению больших растягивающих напряжений в центре фланца по оси симметрии профиля.
Задача, решаемая изобретением, заключается в снижении остаточных растягивающих напряжений в фланце профиля, что повышает качество правки и долговечность изделий.
Эта задача решается следующим образом.
В известном способе непрерывной правки, включающем воздействие на фланец профиля знакопеременными усилиями, прикладываемыми в шахматном порядке в одной плоскости перпендикулярно к поверхности фланца, согласно изобретению воздействие на фланец знакопеременными нагрузками осуществляют на двух участках по его ширине, расположенных симметрично относительно оси фланца, а расстояние L между упомянутыми участками выбирают из следующего условия:
0,5b<L<1,5b, где
b - толщина стенки фланцевого профиля.
На чертеже изображена схема приложения усилия к фланцу.
Способ правки фланцевых профилей включает воздействие на фланец профиля знакопеременными усилиями, прикладываемыми в шахматном порядке в одной плоскости перпендикулярно к поверхности фланца, на двух участках по его ширине, расположенных симметрично относительно оси фланца, а расстояние L между упомянутыми участками выбирают из условия
0,5b<L<1,5b,
где b - толщина стенки профиля.
Способ может быть использован как в двухплоскостных роликоправильных машинах для правки фланцевых профилей и рельсов, так и в одноплоскостных правильных машинах.
Экспериментальная правка рельсов по предлагаемому способу показала, что при L, лежащем в указанном диапазоне, наблюдается снижение остаточных растягивающих напряжений в центре подошвы рельса не менее чем на 25%, не ухудшая при этом эпюру остаточных напряжений по другим поверхностям рельса.
При L<0,5b указанный эффект снижения остаточных напряжений не наблюдается, а при L>1,5b ухудшается эпюра остаточных напряжений в перьях подошвы при одновременном ухудшении геометрических характеристик подошвы рельса (увеличивается выпусклость подошвы).
Осуществление способа производится на роликоправильных машинах, ролики которых, взаимодействующие с фланцем изделия, имеют на гладкой бочке канавку соответствующей ширины.
Источники информации
1. Авторское свидетельство СССР 1540892, МКИ В 21 D 3/05.
2. А. З. Слоним, А.Л. Сонин. Машины правки листового и сортового материала. - М.: Машиностроение. - 1975. - стр. 133-134, рис.55.
3. А.А. Королев. Механическое оборудование цехов черной и цветной металлургии. - М.: Металлургия. - 1976. - стр.319, рис.ХI 10 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДВИЖУЩЕГОСЯ ПРОКАТА И РОЛИКОВАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2103087C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ ПРОКАТА | 1999 |
|
RU2177849C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2201826C2 |
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 1997 |
|
RU2120480C1 |
| Способ правки зетового профиля | 2022 |
|
RU2788416C1 |
| СПОСОБ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1998 |
|
RU2138354C1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2299250C1 |
| РОЛИКОПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2122911C1 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2179901C2 |
Изобретение относится к прокатному производству и может быть использовано при непрерывной правке фланцевых профилей, например рельсов, в роликоправильных машинах. На фланец профиля воздействуют знакопеременными усилиями, прикладываемыми в шахматном порядке в одной плоскости перпендикулярно к поверхности фланца. При этом воздействие осуществляют на двух участках по ширине фланца, расположенных симметрично относительно оси фланца. Расстояние L между упомянутыми участками выбирают из следующего условия 0,5b<L<1,5b, где b - толщина стенки фланцевого профиля. В результате обеспечивается повышение качества правки и долговечность изделий. 1 з.п. ф-лы, 1 ил.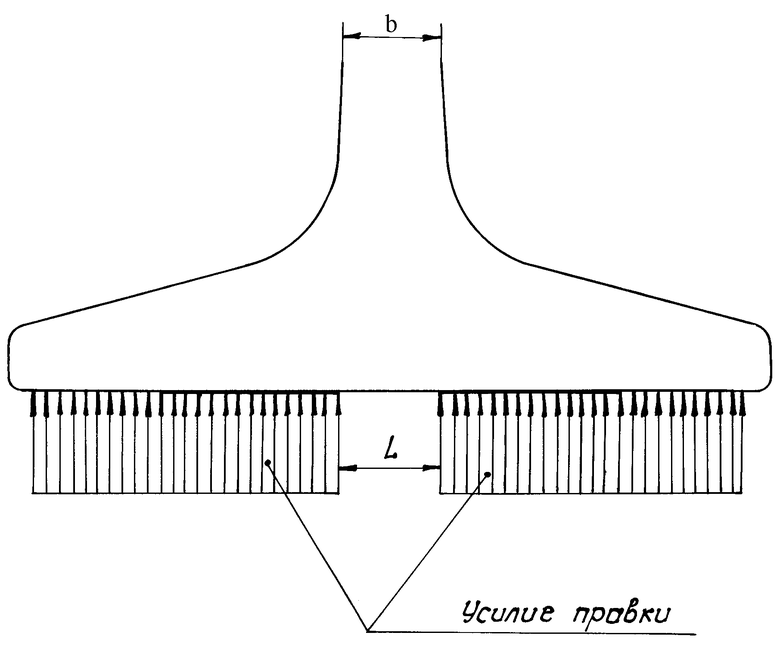
0,5 b < L < 1,5 b,
где b - толщина стенки фланцевого профиля.
| КОРОЛЕВ А.А | |||
| Механическое оборудование цехов черной и цветной металлургии | |||
| - М.: Металлургия, 1976, с.319, рис | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Станок для правки профилей переменного сечения | 1950 |
|
SU87493A1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 1997 |
|
RU2120480C1 |
| СПОСОБ ПРАВКИ КОНЦОВ РЕЛЬСОВ | 1992 |
|
RU2038883C1 |
| Гидравлическое устройство | 1986 |
|
SU1355431A1 |
| DE 3447280 А1, 26.06.1986. | |||

