Изобретение относится к области прокатного производства, а более конкретно к правке проката, преимущественно листового, в роликовых правильных машинах.
Известен способ правки листового проката путем его многократного знакопеременного изгиба при постоянстве прогибов по абсолютной величине [1].
Недостатком этого способа является недостаточная точность и качество правки, связанные с ограниченной устойчивостью особо тонких листов (с малым отношением толщины листа к шагу правильных роликов), в результате чего затрудняется правка листов, особенно с поперечной кривизной и местной коробоватостью, при этом машина пропускает тонкие листы через себя без надлежащей правки этих местных участков кривизны листа.
Известен способ правки листового проката путем многократного знакопеременного изгиба, при котором прокату придается общая однонаправленная кривизна [2].
При таком способе правки устойчивость особо тонких листов повышается, однако лист задается в зону правки под некоторым углом и выдается также под углом.
Это создает трудности при использовании способа, т.к. затрудняется подача листов в машину и выдача их из нее, понижается стабильность правки, а из машины выходит непрямой лист.
Задача, решаемая предлагаемым изобретением, заключается в обеспечении возможности правильной ориентации листа при задаче его в зону правки и выходе из нее, в обеспечении режима деформации листа на последних роликах с достижением высокой прямолинейности листов и стабильности правки путем изменения последней и предпоследней кривизны, а также в обеспечении рационального режима правки путем подбора величины однонаправленной кривизны.
Эта задача решается следующим образом.
В известном способе правки листового проката путем многократного знакопеременного изгиба при создании общей однонаправленной кривизны согласно изобретению общую однонаправленную кривизну создают на участке листа, расположенном между не менее чем между вторым и не более чем N - 2 изгибами, где N - общее число изгибов, а величина этой кривизны составляет
где XL - общая однонаправленная кривизна, σт - предел текучести листа, E - модуль упругости листа, h - толщина листа.
На фиг. 1 чертежа изображена схема пропуска листа через ролики правильной машины.
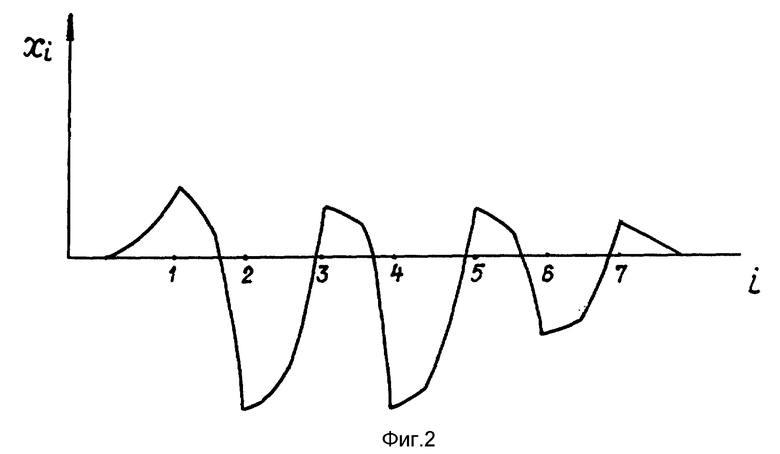
На фиг. 2 чертежа показаны значения кривизны листа при соответствующих изгибах.
Способ правки листового проката включает в себя многократный знакопеременный изгиб, при этом, начиная с не менее чем второго изгиба и кончая не более чем N - 2 изгибом, прокату придают общую однонаправленную кривизну XL, которая выбирается в зависимости от свойств правящегося сортамента.
Таким образом, кривизна проката при указанных изгибах определяется по формуле
Xi = Xpi + XL,
где i - порядковый номер изгиба;
Xi - фактическая кривизна изгиба;
Xpi- расчетная кривизна изгиба, при iм изгибе, которая имела бы место при нулевой общей кривизне листа:
XL - общая однонаправленная кривизна листа.
Величина общей однонаправленной кривизны XL выбирается из условия  при этом знак однонаправленной кривизны совпадает со знаком кривизны исходного ненапряженного листа.
при этом знак однонаправленной кривизны совпадает со знаком кривизны исходного ненапряженного листа.
Абсолютное значение однонаправленной кривизны целесообразно увеличивать в указанных пределах при уменьшении жесткости листа. Выход за указанные пределы влечет существенное повышение затрат энергии на деформацию листа.
При N-м изгибе задается выправляющая кривизна для получения на выходе из зоны правки прямолинейного листа, при N-1 изгибе - промежуточная кривизна, обеспечивающая направление выходящего листа и повышающая стабильность процесса правки. При первом изгибе задается кривизна, обеспечивающая уверенную задачу листа в зону правки.
Пример. При известном способе правки на девятироликовой машине с шахматным расположением роликов проходят правку листы толщиной 2 мм, с пределом текучести 600 МПа, модулями упругости и упрочнения соответственно 200 ГПа и 4 ГПа.
При общей кривизне, соответствующей окружности, касательной к бочкам нижних рабочих роликов, XL = 0,005 мм-1, фактическая кривизна изгибов будет:
X1 = + 0,005 мм-1; X2 = - 0,015 мм-1; X3 = + 0,005 мм-1; X4 = - 0,015 мм-1; X5 = + 0,005 мм-1; X6 = - 0,015 мм-1; X7 = + 0,005 мм-1.
На выходе из машины листы будут иметь остаточную кривизну, равную 0,0007 мм-1, т.е. листы не будут прямолинейными.
При этом имеет место достаточно большой угол захода, соответствующий X1 = 0,005 мм-1.
По предлагаемому способу кривизны листа на роликах будут следующими:
X1 = + 0,007 мм-1; X2 = - 0,015 мм-1; X3 = + 0,005 мм-1; X4 = - 0,015 мм-1, X5 = + 0,005 мм-1; X6 = - 0,004 мм-1, X7 = + 0,00470 мм-1.
При этом осуществляется горизонтальный заход листа в машину, остаточная кривизна листа после правки равна 0,000005 мм-1, а выправленный лист выходит из машины горизонтально.
Величина общей однонаправленной кривизны
и находится в заявляемых пределах.
Источники информации:
1. Слоним А. З., Сонин А.Л. Правка листового и сортового металла. -М:. Металлургия, с. 40, рис. 10a.
2. Авторское свидетельства СССР N 471916, B 21 D 1/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ ПРОКАТА | 1999 |
|
RU2177849C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2179901C2 |
| СПОСОБ ПРАВКИ ДВИЖУЩЕГОСЯ ПРОКАТА И РОЛИКОВАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2103087C1 |
| СПОСОБ ПРАВКИ ТОЛСТОГО ЛИСТА ШТРИПСОВОЙ СТАЛИ | 2005 |
|
RU2299775C2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1993 |
|
RU2070454C1 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2201826C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2100116C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2069112C1 |
| Способ правки листового проката | 2018 |
|
RU2697311C1 |
Способ относится к прокатному производству и может быть использован при правке листового проката в роликовых правильных машинах. Лист подвергают многократному знакопеременному изгибу. На участке листа между не менее чем вторым и не более чем N-2 изгибами, где N - общее число изгибов, создают общую однонаправленную кривизну. Величину общей кривизны выбирают из приведенного условия. В результате лист правильно ориентируется при задаче его в зону правки и выходе из нее, и создается рациональный режим правки. 2 ил.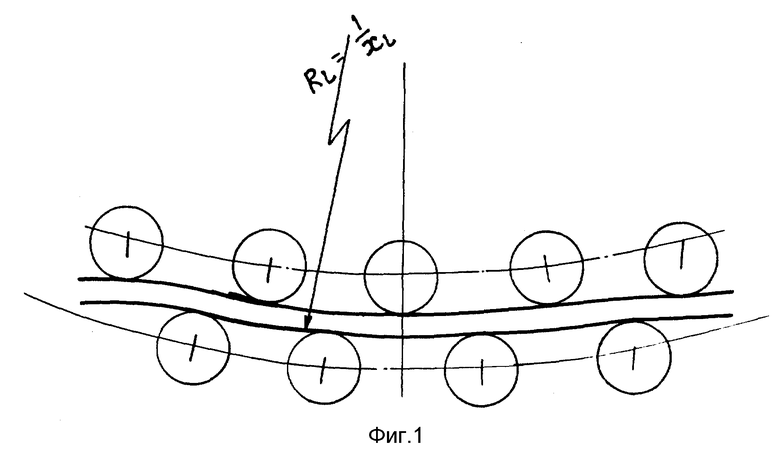
Способ правки листового проката, включающий многократный знакопеременный изгиб листа при создании общей однонаправленной кривизны, отличающийся тем, что общую однонаправленную кривизну создают на участке листа, расположенном между не менее чем вторым и не более чем N-2 изгибами, где N - общее число изгибов, величину общей однонаправленной кривизны выбирают исходя из следующего условия: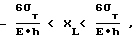
где XL - общая однонаправленная кривизна;
σт - предел текучести материала листа;
Е - модуль упругости материала листа;
h - толщина листа.
| Листоправильная машина | 1962 |
|
SU471916A1 |
| Способ правки листового проката | 1973 |
|
SU460091A1 |
| Способ правки листов из высокопрочных сплавов | 1977 |
|
SU631234A1 |
| Способ правки листового проката и планетарная машина для его осуществления | 1985 |
|
SU1400700A1 |
| FR 2051607 A, 09.04.71, GB 1540280 A, 07.02.79 | |||
| US 3535902 A, 27.10.70. | |||

