Изобретение относится к отделке проката и может быть использовано при порезке на мерные длины горяче- и холоднокатаных полос.
С этой целью широкое распространение получили летучие барабанные ножницы, содержащие два барабана, установленных в общей диаметральной плоскости, причем диаметр приводного барабана (обычно нижнего) может быть меньше диаметра холостого барабана. В пазах барабанов крепятся ножи, из которых верхний нож может выполняться с наклоном его режущей кромки к горизонтали, а оба ножа установлены с взаимным перекрытием по вертикали. Соотношение диаметров окружностей реза верхнего и нижнего ножей (т.е. окружностей, описываемых режущими кромками ножей при вращении барабанов) определяет диапазон длин отрезаемых листов.
Конструкция летучих барабанных ножниц достаточно подробно описана, например, в книге А.А.Королева «Механическое оборудование прокатных и трубных цехов», М.: Металлургия, 1987, с.121-124.
Известны летучие барабанные ножницы, содержащие 6...8 пар ножей, установленных в пазах верхнего и нижнего барабанов одинакового диаметра, а регулировка положения ножей осуществляется с помощью клиньев соответствующей конфигурации (см. пат. РФ №2238826 кл. В23D 25/12, опубл. в БИ №30, 2004 г.). Однако эти ножницы предназначены только для порезки полосового проката на малые длины, что сужает технические возможности устройства.
Наиболее близким аналогом к заявляемому устройству являются летучие барабанные ножницы, описанные в книге А.А.Королева «Конструкция и расчет машин и механизмов прокатных станов», М.: Металлургия, 1985, с.252-255 и 263-264.
Эти ножницы содержат два барабана разных диаметров с закрепленными в них ножами, установленными с взаимным перекрытием, и характеризуются тем, что нижний приводной барабан выполнен с меньшим диаметром, а верхний нож имеет режущую кромку, наклоненную под углом 0,5°...1,0° к горизонтали, нижний же нож выполнен с прямой кромкой.
Недостатком известных ножниц является возможность повышенного износа ножей при увеличении их перекрытия и относительно большое давление металла при его разрезке, что сокращает срок службы инструмента и повышает производственные затраты.
Действительно, при разных диаметрах барабанов (и соответственно окружностей реза, описываемых режущими кромками ножей) нож, установленный на барабане меньшего диаметра (например, на нижнем) делает большее количество оборотов в единицу времени (это необходимо для равенства пути, проходимого каждым ножом между резами) и имеет большую угловую скорость. Именно поэтому нижний нож должен при совершении реза быть впереди (по ходу движения полосы) верхнего ножа.
Однако, если окружность реза верхнего ножа увеличивается по сравнению с расчетной (например, при увеличении перекрытия за счет «выдвижения» этого ножа или же при ослаблении его крепления в пазу верхнего барабана), может произойти касание (т.е. удар) нижнего ножа кромкой верхнего с известным отрицательным результатом. Кроме того, из-за относительно малой величины угла α наклона режущей кромки верхнего ножа (0,5...1,0 град) возрастает давление металла на инструмент, что не только ускоряет его износ, но и требует повышения мощности привода с соответствующим ростом производственных затрат.
Увеличение же α (до 2 град) на ножницах известной конструкции при больших величинах длины l ножа даст значительное увеличение разности длин двух боковых граней наклонного ножа (например, при l=1000 мм и α=2° эта разность составит: Δl=l·tgα=1000·0,035=35 мм), что неизбежно вызовет касание ножей. Поэтому в предлагаемой конструкции барабанных ножниц расчет длины окружности реза верхнего ножа ведется по ее радиусу со стороны более длинной грани этого ножа.
Технической задачей настоящего изобретения является продление срока службы режущего инструмента и снижение производственных затрат при порезке полосовой стали на мерные длины.
Для решения этой задачи у летучих барабанных ножниц, содержащих барабаны разных диаметров с закрепленными в них ножами, установленными с взаимным перекрытием, причем диаметр верхнего барабана больше диаметра нижнего, а режущая кромка верхнего ножа выполнена наклонной к горизонтали, в отличие от ближайшего аналога верхний нож расположен при порезке за нижним по ходу движения полосы, а окружности реза ножей выполнены с радиусами, определяющими диапазон длин отрезаемых листов, при этом радиус окружности реза R верхнего ножа по большей его боковой грани определяют из следующего соотношения R=R′+l·tgα, где R′ - радиус окружности реза по меньшей боковой грани верхнего ножа, кромка которого перекрывает нижний нож на заданную величину, определяемую толщиной разрезаемого металла, l - длина ножа, α - угол наклона к горизонтали режущей кромки верхнего ножа; угол наклона к горизонтали режущей кромки верхнего ножа α составляет 1°...2°.
Сущность заявляемого технического решения заключается в оптимизации положения ножей относительно друг друга в момент совершения реза и в задании длины окружности реза верхнего ножа по его более длинной грани, а также в возможности увеличения угла наклона режущей кромки верхнего ножа. Выполнение приводным и с меньшим диаметром нижнего барабана ножниц предотвращает, как показали опыты (см. ниже), загиб переднего конца отрезаемого листа вниз, т.е. устраняет его застревание между роликами отводящего рольганга ножниц.
Особенности конструкции предлагаемых ножниц схематично показаны на чертеже.
Оба барабана ножниц - верхний 1 и нижний 2 установлены в общей диаметральной плоскости уу. Величины радиусов верхнего барабана 1 большего диаметра и нижнего барабана 2 - R и r выбраны, исходя из требуемой длины отрезаемых листов, причем радиус R соответствует большей грани 3 верхнего ножа 4, режущая кромка которого наклонена под углом α к горизонтали. Расчетная величина вертикального перекрытия Δ ножей (она зависит от толщины разрезаемого металла) задается по левым (на фиг.1) граням верхнего 4 и нижнего 5 ножей, a R=R′+l·tgα.
При работе ножниц резрезаемая полоса (направление ее движения показано стрелкой) подающими роликами (не показаны) задается между барабанами ножниц, при вращении которых (показано стрелками) происходит сближение ножей 4 и 5 с осуществлением реза полосы, причем в этот момент верхний нож 4 находится за нижним ножом 5. Так как барабаны ножниц (и окружности реза) разные, сближение ножей для совершения реза происходит при разном количестве оборотов, совершенных каждым барабаном. Из-за большей скорости нижнего ножа передняя кромка получаемого листа загибается вверх на некоторую величину, что способствует беспрепятственному прохождению листа по отводящему рольгангу ножниц.
Опытную проверку предлагаемого устройства осуществляли в ОАО «Магнитогорский металлургический комбинат» при порезке на мерные длины полосового проката.
С этой целью при порезке горячекатаных и холоднокатаных полос шириной до 1500 и толщиной 1...8 мм испытывались различные варианты конструкции барабанных ножниц: с барабаном меньшего диаметра (приводным) верхним и нижним; с разным взаимным расположением ножей при совершении реза; с расчетной длиной отрезанных листов, определенной по окружностям реза, соответственно, большего и меньшего радиусов (т.е. по большой и малой граням верхнего ножа), а также с различными углами наклона режущей кромки этого ножа.
Наилучшие результаты (максимальная длительность работы режущего инструмента при выходе качественных листов мерной длины до 99,7% и отсутствии застреваний их на отводящем рольганге) получены при использовании предлагаемых барабанных ножниц. При других вариантах их конструкции достигнутые показатели ухудшались.
Так, при приводе верхнего барабана меньшего диаметра наблюдались случаи застреваний листов и травмирования их переднего конца при транспортировке по рольгангу. При расположении верхнего ножа на барабане большего диаметра, но перед нижним ножом (в момент реза) длительность работы инструмента уменьшилась на 17...28%. Износ ножей также увеличился при уменьшении угла α верхнего ножа (менее 1 град), очевидно, из-за возрастания на них нагрузки. При α>2° на торцах готовых листов наблюдались заусенцы.
Испытанные варианты конструкции ножниц, отличные от предлагаемого, по сути, являлись конструкцией, взятой в качестве ближайшего аналога (см. выше). Таким образом, опыты подтвердили преимущество заявляемого объекта перед известным и его приемлемость для достижения поставленной цели.
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО «ММК». использование найденного технического решения при порезке полосовой стали повысит срок службы режущего инструмента барабанных ножниц не менее чем на 20% и снизит производственные затраты ориентировочно на 10%.
Пример конкретного выполнения
Летучие ножницы для порезки полос шириной 1000 мм и толщиной 4 мм имеют конструкцию, схематично показанную на чертеже.
Длина ножей l=1050 мм. Верхний нож, установленный на холостом барабане большего диаметра, выполнен с наклонной режущей кромкой и α=1,5°.
Радиус окружности реза R=R′+l·tgα.=500+1050·tg1,5°˜527,5 мм.
Радиус r нижнего ножа -  ˜352 мм.
˜352 мм.
Величина перекрытия ножей со стороны малой грани верхнего ножа Δ=1,0 мм, а со стороны большей его грани δ=Δ+l·tgα=1,0+1050·tg1,5°=28,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| Барабанные летучие ножницы | 1986 |
|
SU1395432A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ УСТАНОВКИ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ С ЭЛЕКТРИЧЕСКОЙ СВЯЗЬЮ ТРАНСПОРТИРУЮЩЕГО И РЕЖУЩЕГО УСТРОЙСТВ ПРИ МЕРНОЙ РЕЗКЕ ПОЛОСОВОГО ПРОКАТА | 2001 |
|
RU2259905C2 |
| Барабанные летучие ножницы | 1988 |
|
SU1669648A1 |
Изобретение относится к отделке проката, в частности к ножницам для порезки полос на мерные длины. Ножницы содержат барабаны разных диаметров с закрепленными в них ножами, установленными с взаимным перекрытием. Диаметр верхнего барабана больше диаметра нижнего. Режущая кромка верхнего ножа выполнена наклонной к горизонтали. Верхний нож расположен при порезке за нижним по ходу движения полосы. Окружности реза ножей выполнены с радиусами, определяющими диапазон длин отрезаемых листов. Угол наклона к горизонтали режущей кромки верхнего ножа α составляет 1°...2°. В результате обеспечивается продление срока службы режущего инструмента и снижение производственных затрат при порезке полосовой стали на мерные длины. 1 з.п. ф-лы, 1 ил.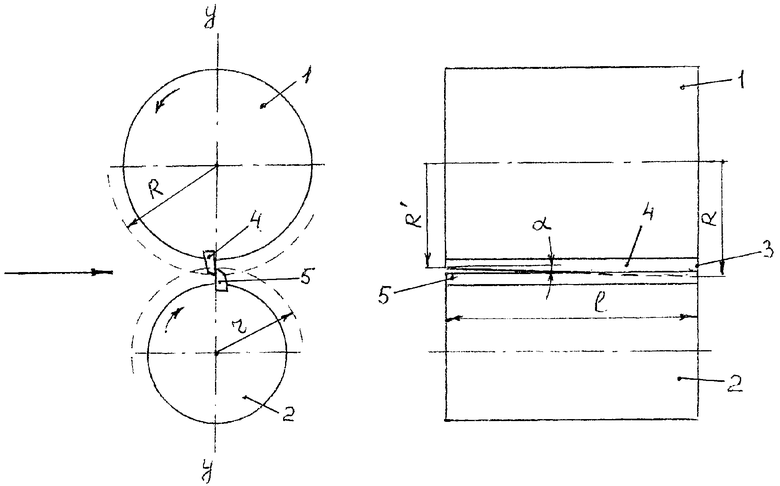
R=R′+ltgα,
где R′ - радиус окружности реза по меньшей боковой грани верхнего ножа, кромка которого перекрывает нижний нож на заданную величину, определяемую толщиной разрезаемого металла;
l- длина ножа;
α - угол наклона к горизонтали режущей кромки верхнего ножа.
| КОРОЛЕВ А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1985, с.252-255, 263-264 | |||
| "Барабанные летучие ножницы | 1964 |
|
SU850333A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| JP 2005169587 A, 30.06.2005 | |||
| EP 1099502 A, 16.05.2001. | |||

