Изобретение относится к сварочному производству, в частности к материалам для изготовления электродов контактных сварочных машин, предназначенных для сварки преимущественно предварительно покрытых сталей (ППС), особенно с легкоплавкими покрытиями, такими как цинк, олово, свинец, алюминий, кадмий, и т.п.
Одной из основных причин низкой стойкости электродов при сварке ППС является взаимодействие расплавленного материала покрытия с материалом электрода, при котором происходит их взаимный массоперенос.
Известны материалы для изготовления электродов контактной сварки ППС, в частности дисперсионно-твердеющие бронзы БрХ и БрХЦр, упрочняемые специальной термодеформационной обработкой.
Однако указанные материалы обладают высокой склонностью к взаимодействию с расплавленными материалами покрытий. Например, при сварке оцинкованной стали электродами из хромистой бронзы на их поверхности образуются соли сплавов Fe-Zn и Zn-Cu, которые резко увеличивают переходное сопротивление контакта "электрод-деталь", что существенно снижает ресурс работы электродов [1].
Известны также дисперсно-упрочненные материалы на медленной основе с различными легирующими добавками для электродов контактной сварки ППС, в которых в силу применения известной технологии для их получения, предусматривающей "внутреннее окисление", упрочняющей фазой являются ультрадисперсные частицы оксидов, карбидов, боридов и других тугоплавких соединений, не взаимодействующих с медью и не растворяющихся в ней вплоть до температуры ее плавления. Например, известен дисперсно-упрочненный материал Cu-Al2O3 [2] , получаемый с использованием метода "внутреннего окисления". Стойкость электродов, изготовленных из него, при сварке оцинкованной стали превышает стойкость электродов, изготовленных из хромистой бронзы в 2 - 2,5 раза, благодаря пониженной скорости взаимодействия материала электрода с расплавленным цинком [1].
Однако стоимость указанного материала остается очень высокой, что обусловлено другой и сложной технологией его получения, включающей в себя длительные окислительно-восстановительные отжиги. Кроме того, не устраняется в полной мере взаимодействие материала с расплавленными материалами покрытий.
Наиболее близким к заявляемому является дисперсно-упрочненный материал для электродов контактных сварочных машин, содержащий 1,2 - 2,8 мас.% титана, 0,1 - 0,3 мас.% углерода, медь - остальное. Технологический процесс получения такого материала предполагает механохимическую активацию порошков вышеуказанных элементов в высокоэнергетической шаровой мельнице, холодное компактирование полученного в мельнице продукта (гранул) в брикеты и их горячую экструзию при температуре 750 - 850oC. Как показали исследования, в процессе получения материала образуются упрочняющие фазы оксида TiO2 и карбида TiC, а также свободный углерод в ультрадисперсной форме, что значительно повышает свойства материала по сравнению с другими известными.
Однако, как показали исследования, скорость взаимодействия указанного материала с расплавленными легкоплавкими металлами остается весьма высокой, что не позволяет существенно увеличить стойкость электродов, изготовленных из него, при сварке ППС.
Задачей изобретения является создание материала с пониженной скоростью взаимодействия с расплавленными легкоплавкими металлами и повышенным ресурсом работы электродов, изготовленных из него, при контактной сварке предварительно покрытых сталей.
Заявляемый материал, содержащий медь, титан и углерод, дополнительно содержит алюминий при следующем соотношении компонентов в шихте, мас.%:
Титан - 0,6 - 1,2
Углерод - 0,3 - 0,8
Алюминий - 0,10 - 0,30
Медь - Остальное
Материал изготавливается из смеси порошков указанных компонентов по известной технологии, предполагающей механохимическую активацию в высокоэнергетической шаровой мельнице, холодное компактирование полученного продукта (гранул) в брикеты и последующую их экструзию в пруток или профиль при температуре 850 ± 20oC.
Отличием заявляемого материала от прототипа является дополнительное введение в него алюминия при одновременном уменьшении содержания титана и увеличении содержания углерода. Как показали исследования, это позволяет значительно уменьшить скорость взаимодействия материала с расплавленными металлами покрытий ППС, что стабилизирует переходное сопротивление в контакте "электрод-деталь" и повышает стойкость электродов из заявляемого материала при комнатной сварке ППС.
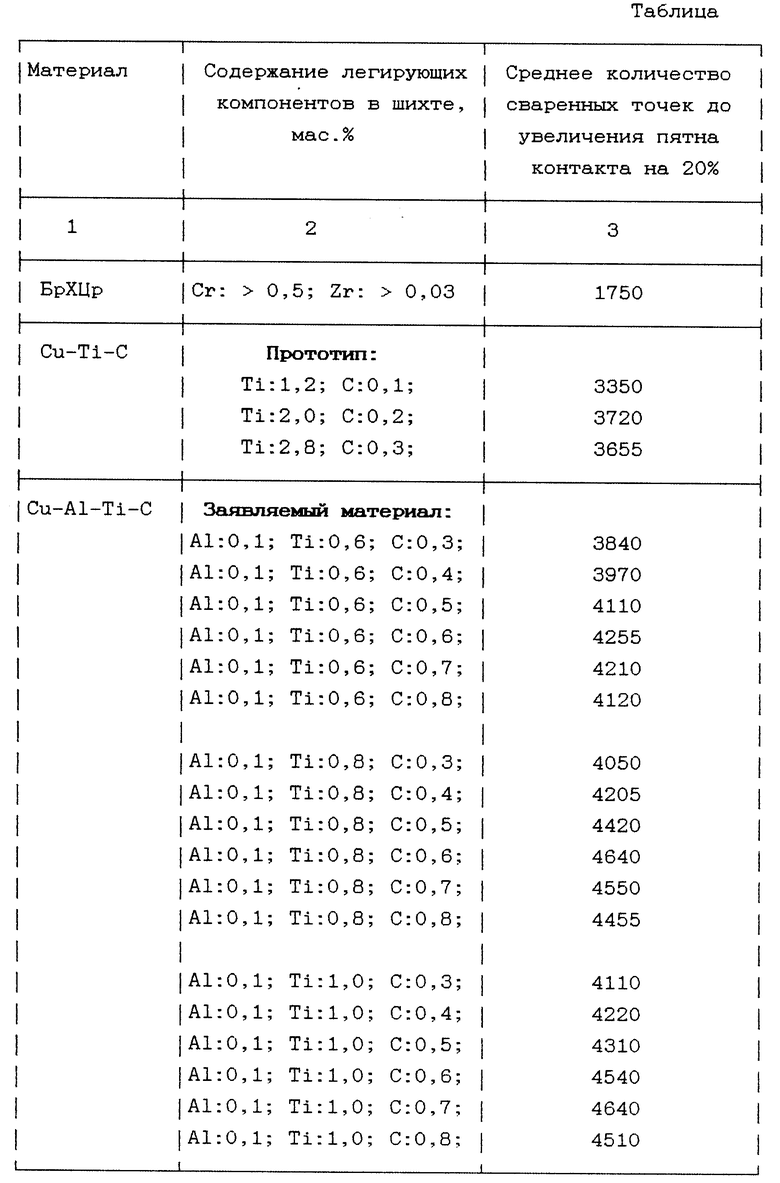
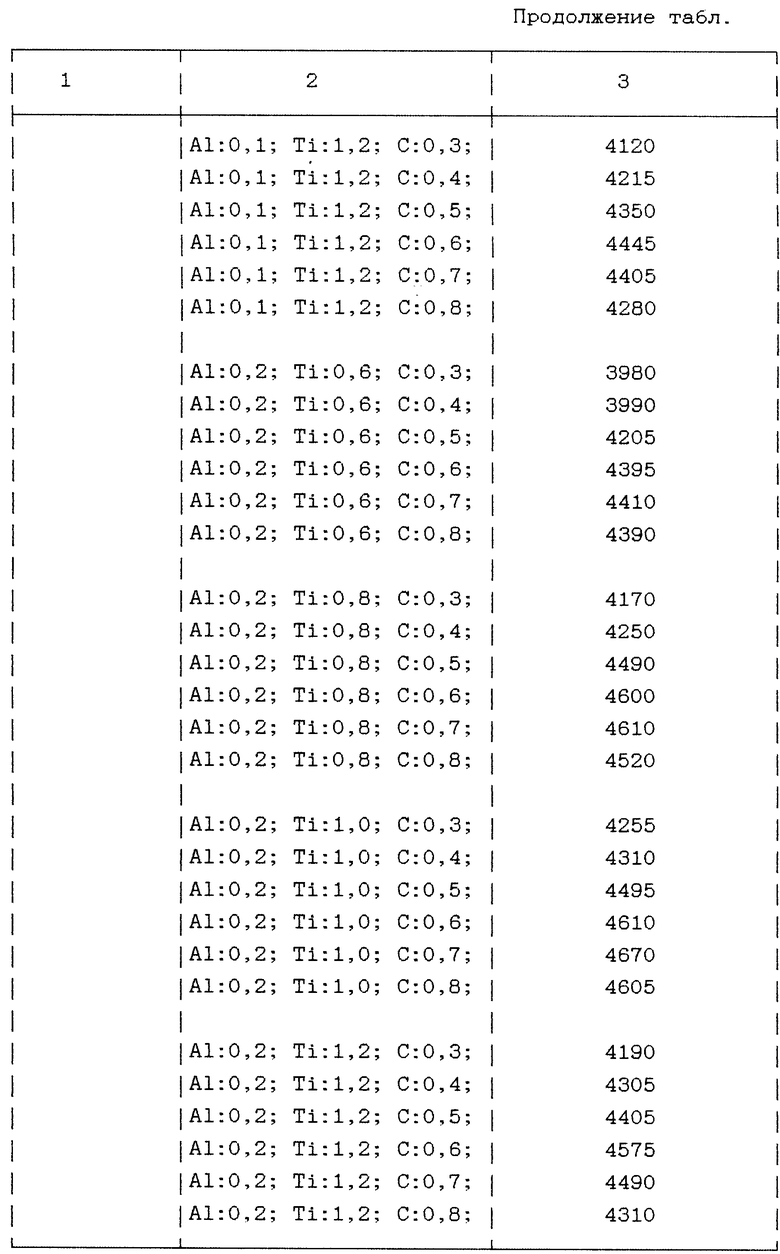
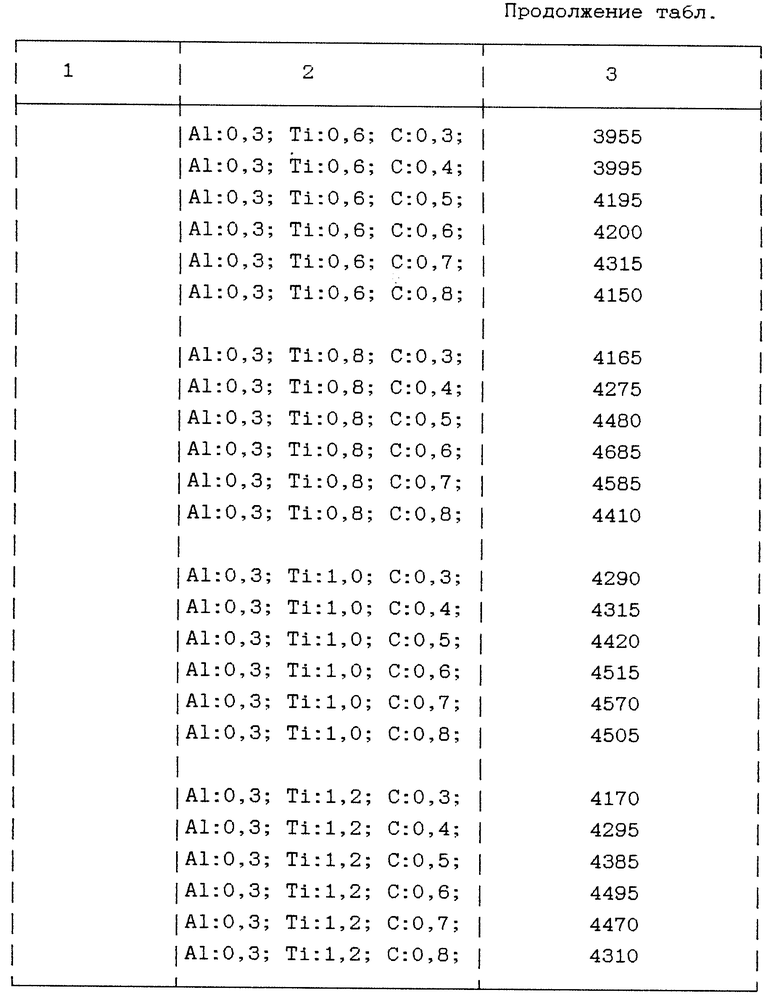
Пример. По указанным выше технологиям были изготовлены прутки диаметром 17 мм из материала-прототипа и заявляемого материала. При этом для получения заявляемого материала были приготовлены 72 состава порошковой смеси с содержанием в ней 0,1; 0,2; 0,3 мас.% алюминия, 0,6; 0,8; 1,0; 1,2 мас.% титана и 0,3; 0,4; 0,5; 0,6; 0,7; 0,8 мас.% углерода.
Из полученных прутков материала-прототипа и заявляемого материала, а также бронзы БрХЦр были изготовлены электроды контактной сварки по ГОСТ 14111-90, которые были подвергнуты испытаниям на стойкость при контакте сварке оцинкованной стали типа А01. Испытания проводились на контакте точечной машине МТ-1215 при следующих режимах сварки: Iсв = 11 - 12 кА; Pсв = 230 кГс; tсв = 7пер.; темп сварки - 60 точек/мин.
Критерием оценки качества материалов сложило количество сваренных точек, полученных до увеличения контактной поверхности электродов на 20%, электродами, изготовленными из них. Кроме этого в процессе испытаний через каждые 500 точек измерялось переходное сопротивление контакта "электрод-деталь", по изменению которого оценивалась скорость взаимодействия электродного материала с материалом покрытия.
Составы материалов и результаты испытаний электродов из них представлены на чертеже и в таблице.
На чертеже представлены типичные графики зависимости относительного изменения переходного сопротивления контакта "электрод-деталь". Rn/Ro от количества сваренных точек для различных материалов электрода.
Здесь Ro - начальное переходное сопротивление контакта, Rn - переходное сопротивление контакта после сварки n точек. Причем
Rn = Fn/Fo • Ru,
где
Fo - начальная площадь контакта;
Fn - площадь контакта после сварки n точек;
Ru - измеренное переходное сопротивление контакта после сварки n точек.
Таким образом учитывалось изменение площади контакта в процессе сварки.
Из указанных графиков видно, что изменение переходного сопротивления контакта "электрод-деталь", а значит и скорость взаимодействия электродного материала с материалом покрытия, при сварке электродами из заявляемого материала значительно меньше, чем при сварке электродами из материала-прототипа и тем более из БрХЦр. Этим обстоятельством обусловлен высокий ресурс электродов из заявляемого материала при сварке ППС. Действительно, как видно из приведенных в таблице данных, электроды контактной сварки, изготовленные из заявляемого материала состава Cu-(0,1-0,3) мас.% Al-(0,6-1,2) мас.% Ti-(0,3-0,8) мас. % C имеют ресурс, превышающий ресурс электродов из бронзы БрХЦр и материала-прототипа состава Cu-(1,2-2,8) мас.% Ti-(0,1-0,3) мас.% C при сварке оцинкованной стали.
Как следует из приведенных данных, дополнительное введение алюминия в материал системы Cu-Ti-C с одновременным уменьшением в нем содержанием титана и увеличением содержания углерода позволяет стабилизировать переходное сопротивление в контакте "электрод-деталь" и уменьшить скорость взаимодействия электродного материала с материалом покрытия, благодаря чему электроды контактной сварки, изготовленные из него, имеют более высокий ресурс работы при сварке ППС, чем электроды из известных материалов, в том числе и прототипа.
Источники информации,
1. Чакалев А.А. Контактная сварка металлов с защитными покрытиями. Итоги науки и техники, ВИНИТИ, сер.сварка. - 1990. с.128.
2. Данелия Е.П., Розенберг В.М. Внутреннеокисленные сплавы. -М.: Металлургия, 1978. 232 с.
3. Шалунов Е. П., Матросов А.Л., Стафик В.Е. Дисперсно-упрочненный материал для электродов контактных машин/Информлисток N 1-97 - Чебоксары: Чув. ЦНТИ, 1997, с.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2104139C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2103135C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2103103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ | 1996 |
|
RU2103134C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2116370C1 |
| ДИСПЕРСНО-УПРОЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2007 |
|
RU2355797C2 |
| ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2129134C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2113529C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 2001 |
|
RU2195394C2 |
Дисперсно-упрочненный материал для электродов контактных сварочных машин содержит следующие компоненты, мас.%: титан 0,6-1,2, углерод 0,3-0,8, алюминий 0,1-0,3, медь-остальное. Техническим результатом является создание материала с пониженной скоростью взаимодействия с расплавленными металлом и повышенным ресурсом работы электродов, изготовленных из него при котактной сварке предварительно покрытых сталей. 1 ил., 1 табл.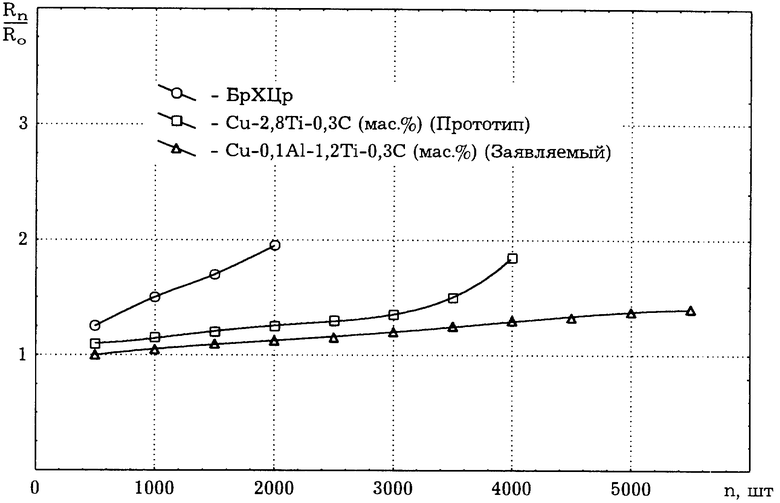
\ \\1 Дисперсно-упрочненный материал для электродов контактных сварочных машин, содержащий медь, титан и углерод, отличающийся тем, что он дополнительно содержит алюминий при следующем соотношении компонентов, мас.%: \\\3 Титан \ \ \7 0,6 - 1,2 \\\3 Углерод \\\7 0,3 - 0,8 \\\3 Алюминий \\\7 0,1 - 0,3 \\\3 Медь \\\7 Остальное
| Шалунов Е.П | |||
| и др | |||
| Дисперсно-упрочненный материал для электродов контактных машин | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - Чебоксары: Чув | |||
| ЦНТИ, 1997, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2074898C1 |
| Материал электрода-инструмента на основе меди для электроэрозионной обработки | 1987 |
|
SU1435643A1 |
| Способ вулканизации резиновых смесей | 1958 |
|
SU117918A1 |
| US 4599119 A, 08.07.86 | |||
| СВЧ-генератор | 1983 |
|
SU1223325A1 |
| Способ для определения границ рабочего диапазона классических систем фазовой автоподстройки и устройство для его реализации | 2018 |
|
RU2715799C1 |

