Изобретение относится к машиностроению, в частности к устройствам, предназначенным для восстановления и упрочнения методом индукционной наплавки крупногабаритных деталей и узлов, например, деталей и узлов железнодорожного транспорта.
Известен способ восстановления гребней бандажей железнодорожных колес [1], где для наплавки применяют самоходный аппарат А-482, передвигающийся по торцу бандажа, а колесная пара установлена неподвижно, при этом движение аппарата и подача электродных проволок осуществляется от одного двигателя небольшой мощности.
Однако с помощью известного аппарата используется наплавка двумя дугами, без подогрева, что в сравнении с существующими технологиями с применением токов высокой частоты, имеет низкую производительность и недостаточно высокое качество.
Кроме того, при индукционно-металлургическом способе перемещение энергоносителя невозможно, что и потребовало разработки специальных устройств, в которых высокочастотные нагреватели находятся в стационарном положении.
Известен вальценаплавочный станок КЖ-35 [2], содержащий подвешенную на станине качающуюся раму, на которой смонтированы подвижные передняя и задняя траверсы, в центрах которых установлено изделие, при этом устройство снабжено кареткой наплавочного аппарата и пантографом, удерживающим последний в вертикальном положении.
Недостатком известного устройства является то, что на нем невозможно упрочнять крупногабаритные изделия сложной конфигурации, требующие дополнительных манипуляций для установки направляемых поверхностей под наплавочным аппаратом, что сужает технологические возможности станка.
Известна установка [3] , которая включает станину, размещенные на ней стойки с элементами фиксации для колесной пары, механизм ее вращения с приводом, индуктор для наплавки, подогревающий источник и механизм подъема колесной пары.
Однако недостатком известной установки является то, что на ней невозможно осуществлять поворот крупногабаритных изделий, а именно колесной пары, таким образом, чтобы при упрочнении индукционной наплавкой наплавочная ванна была размещена в горизонтальном положении, что сужает технологические возможности установки.
Кроме того, современные технические условия при наплавке ТВЧ требуют, чтобы, выносной контур (наплавочный аппарат) находился вне зоны наплавки, но был привязан к обрабатываемой детали и имел возможность свободных перемещений над зоной обработки, что значительно расширило бы производительность станка.
Техническим результатом от использования изобретения является расширение технологических возможностей и повышение производительности.
Технический результат достигается тем, что в известной установке, содержащей станину с опорными стойками, корпус с приводами наклона, вращения колесной пары и индуктор, установленный на каретке, корпус выполнен в виде скобообразной сварной рамы и снабжен механизмом подъема, который размещен в центре корпуса и состоит из ловителя, закрепленного на стойке с возможностью подъема и опускания ее в направляющих роликах, причем взаимодействующий со стойкой толкатель шарнирно связан с рычагом, свободно подвешенным одним концом на корпусе, а вторым шарнирно соединен с возможностью колебательных движений с винтовой передачей, гайка которой установлена на упомянутом корпусе, при этом ловитель снабжен центрирующими роликами, закрепленными на седле, которое установлено с возможностью поворота на стойке.
Кроме того, установка снабжена порталом, выполненным в виде П-образной сварной конструкции, несущей каретку с выносным индуктором, и размещенным по обе стороны приямка над станиной установки.
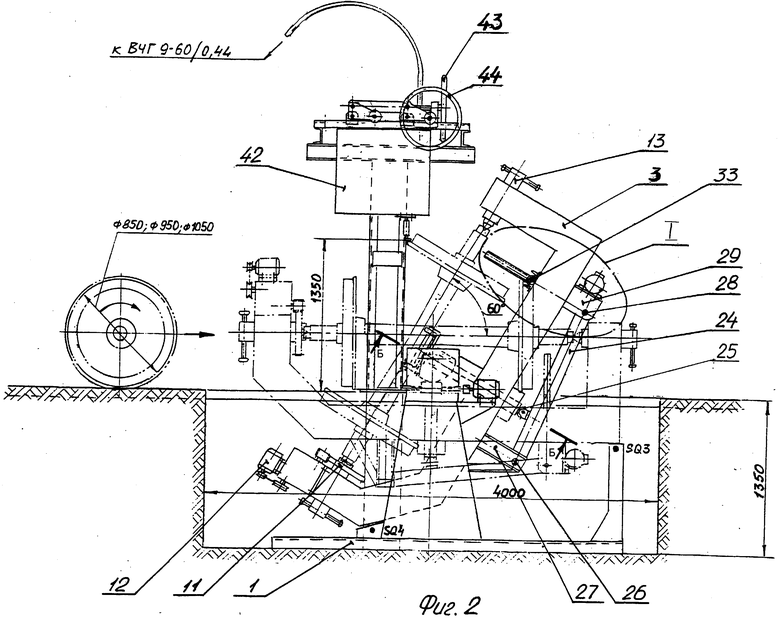
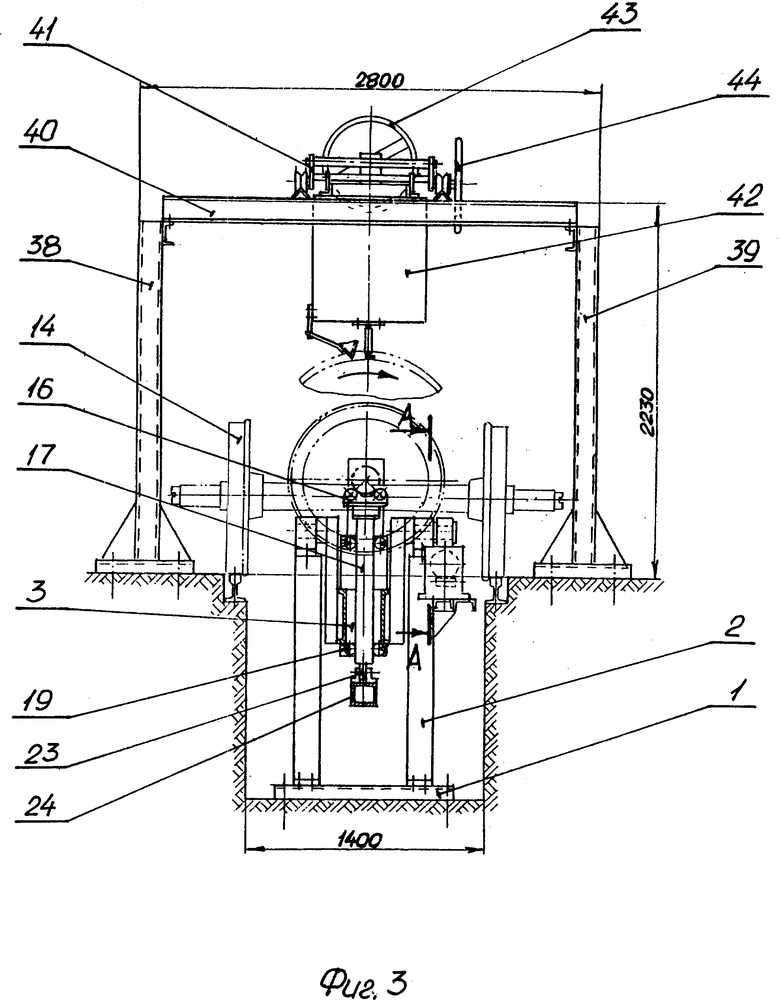
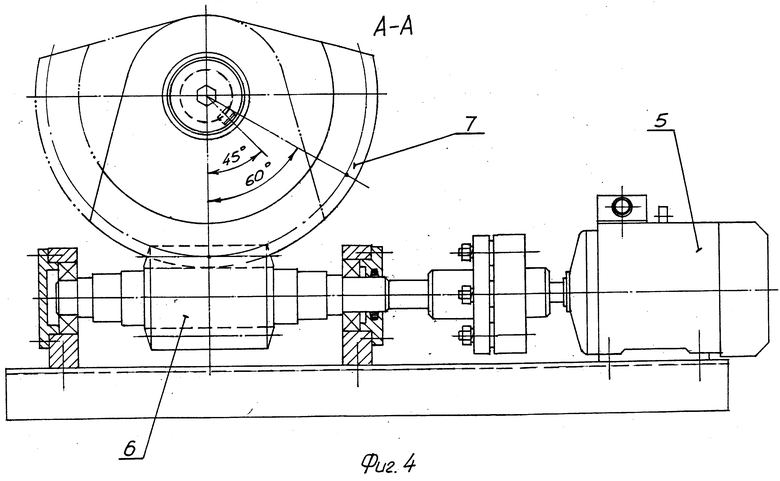
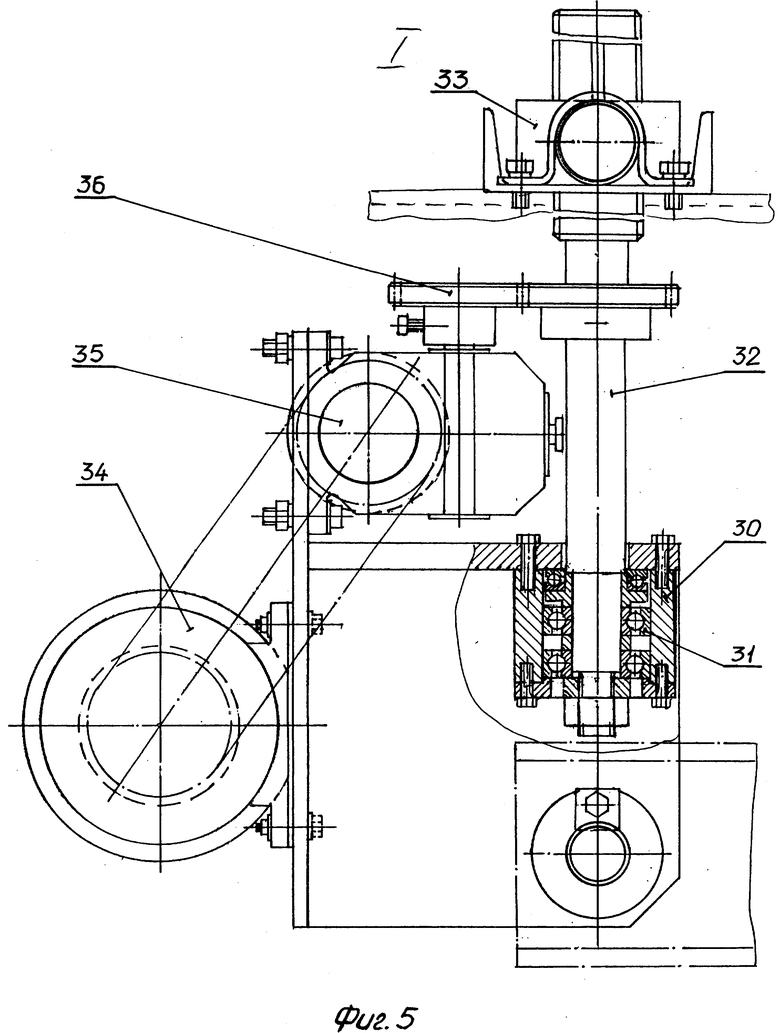
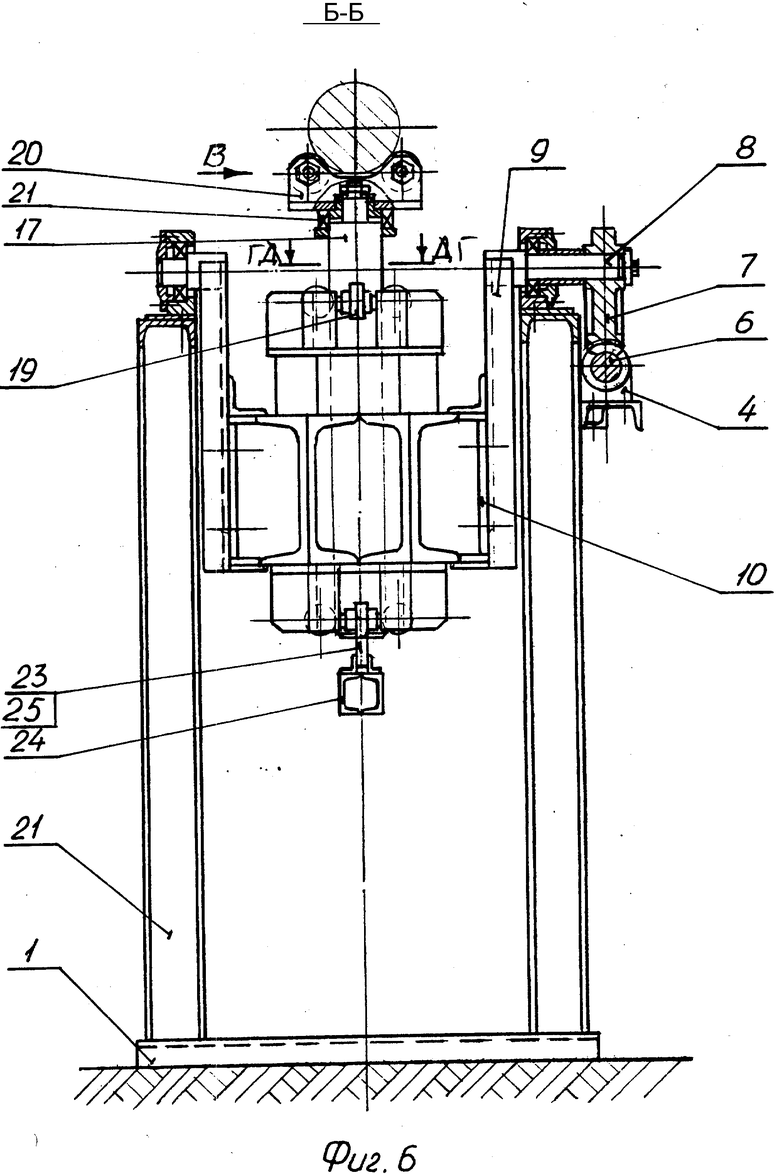
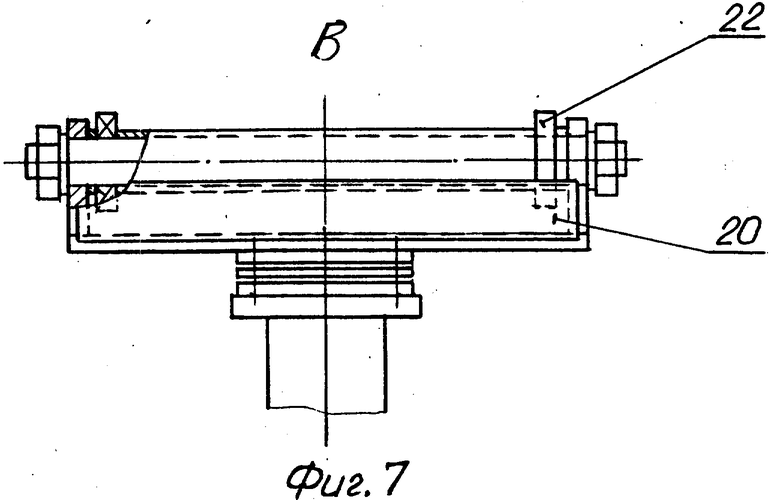
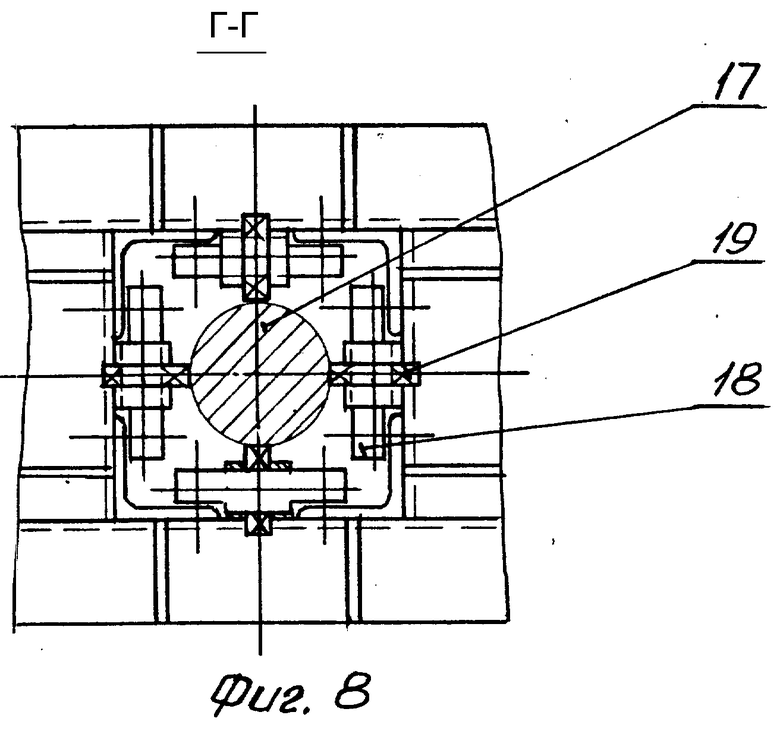
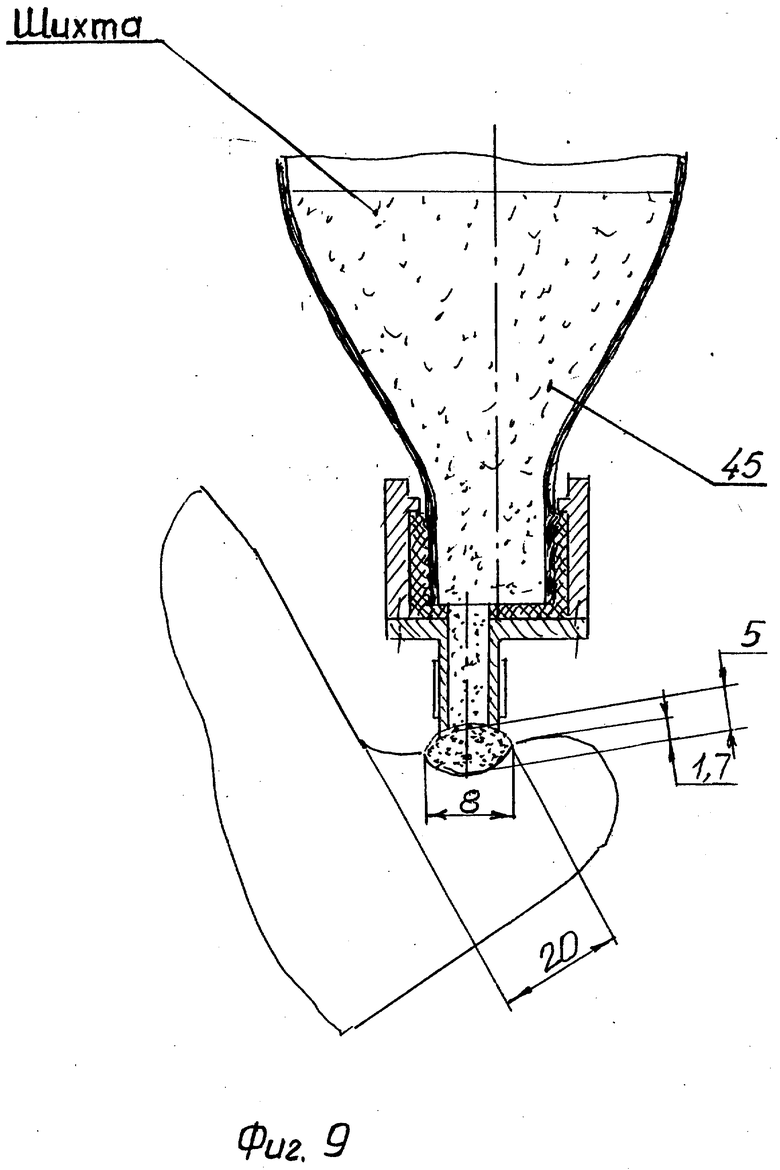
На фиг. 1 изображена установка для упрочнения индукционной наплавкой, общий вид; на фиг. 2 - то же, прямо; на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел I на фиг. 2; на фиг. 6 - разрез Б-Б на фиг. 2; на фиг. 7 - вид по стрелке В на фиг. 6; на фиг. 8 - разрез Г-Г на фиг. 6; на фиг. 9 - схема насыпки шихты в канавку колеса.
Установка монтируется в приямок глубиной 1400 мм и размерами в плане 1400x4000 и комплектуется высокочастотным генератором ВЧГ 9-60/0,44 с выносным блоком контуров.
По обе стороны от приямка проложена рельсовая колея в уровень с полом для подкатывания к установке колесных пар и для подачи упрочненных колесных пар на последующую шлифовку профиля наплавленного участка.
установка для упрочнения индукционной наплавкой состоит из станины 1 (фиг. 1, 3 и 6), размещенной в приямке и закрепленной фундаментными болтами. Со станиной жестко связаны опорные стойки 2, несущие корпус установки 2 с приводом его наклона 4 (фиг. 4 и 6). Последний представляет собой электродвигатель 5, передающий вращение на червячную пару 6 и 7. Колесо 7 жестко закреплено на полуоси 8 подвески 9, которая шарнирно установлена на одной из стоек 2 (фиг. 6).
Корпус 3 установки выполнен в виде скобообразной сварной рамы 10, жестко связанной с подвесками 9 (фиг. 6). Корпус 3 снабжен поводковым центром 11 с приводом 12 (фиг. 2) и прижимным центром 13 для зажима колесной пары 14, осуществляя ее вращение в наплавочной скоростью.
Механизм подъема 15 колесной пары 14 монтируется на корпусе 3 (фиг. 1 - 3) и состоит из ловителя 16, стойки 17, установленной с возможностью подъема в направляющих 18 с роликами 19 (фиг. 6 и 8). Ловитель 16 представляет собой седло 20, сидящее с помощью опорного подшипника 21 на стойке 17 с возможностью поворота (фиг. 6). Седло 20 имеет ролики 22, удерживающие и центрирующие колесную пару 14 (фиг. 7).
Подъем или опускание стойки 17 с ловителем 16 осуществляется благодаря толкателю 23, который шарнирно закреплен на рычаге 24. Ролик 25 толкателя контактирует с торцом стойки (фиг. 2, 3, 6). Рычаг 24 с одного конца шарнирно осью 26 связан с кронштейном 27, жестко приваренным к корпусу 3, а вторым концом через ось 28 подвешен к кронштейну 29. Последний снабжен обоймой 30 (фиг. 5) с подшипниками 31, в которой установлен винт 32 (фиг. 2, 5). Гайка 33 винтовой передачи установлена на скобообразной раме 10, а винт 32 приводится во вращение от электродвигателя 34 посредством червячного редуктора 35 и зубчатой передачи 36, шестерня которой закреплена на винте 32.
При этом установка снабжена порталом 37, размещенным на фундаментных болтах по торцам и состоит из двух стоек 38 и 39, связанных между собой балкой 40 (фиг. 1, 2, 3). На балке закреплена с возможностью перемещения каретка 41, несущая выносной блок 42 ВЧГ 9-60/0,44 с ручными приводами. Маховик 43 - для подъема выносного блока, маховик 44 - для его горизонтального перемещения.
Все операции на установке производятся оператором с пульта управления.
Работа установки осуществляется следующим образом.
Для упрочнения индукционно-металлургическим способом поверхностей гребней вагонных колес, контактирующих с головкой рельса P-50, P-65 в кривых малого радиуса путем наплавки шихту на основание гребня, предварительно перед наплавкой на гребне колеса выполняют канавку определенного профиля (фиг. 9).
Колесную пару 14 накатывают (фиг. 1, 2, 3) до упора в выдвижной башмак (не показан), размещая ее по центру установки. Затем включают привод 15 механизма подъема колесной пары 14 (фиг. 2, 3, 5). Выключается электродвигатель 34 и передает вращение на редуктор 35, зубчатую передачу 36 и на винт 32, который посредством рычага 24 с толкателем 23 заставляет стойку 27, несущую ловитель 16, осуществлять подъем (или опускание) по направляющим 18 с роликами 19. Благодаря тому, что седло 20 ловителя установлено на опорном подшипнике 21, с возможностью поворота, вручную оператор поворачивает его на стойке 17 таким образом, что роликами 22 (ловителя 16) легко устанавливают, центрируя, колесную пару 14 и разворачивают ее на 90o.
Поводковым 11 и прижимным 13 центрами зажимают колесную пару 14, лежащую на ловителе 16, фиксируя ее с двух сторон (фиг. 1 и 2).
Затем включают электродвигатель 5, посредством червячной передачи 6 и 7 (фиг. 2, 4 и 6) червячное колесо 7, проворачиваясь, осуществляет поворот подвески 9, а соответственно всей сварной раме 10 на угол 60o, необходимый для поворота изделия, когда наплавляемая поверхность находится в горизонтальном положении (фиг. 9). Гребень одного из колес размещен под порталом для проведения последующей технологической операции.
Вручную с помощью маховиков 43 и 44 подводят индуктор 42 с дозатором 45 шихты к месту наплавки гребня. Включают нагрев ВЧГ и привод 12 вращения поводкового центра. Происходит насыпка шихты в канавку с последующим ее оплавлением.
По окончании наплавки колесную пару 14 возвращают в горизонтальное положение, разжимаются центры 11 и 13 и колесную пару 14, удерживаемую на ловителе 16, вручную разворачивают в горизонтальной плоскости на 180o. Затем центры зажимают колесную пару и вновь поворачивают корпус 3 на угол 60o, и процесс наплавки повторяют для второго колеса.
По завершении наплавки обоих колес колесную пару 14 возвращают в горизонтальное положение, разжимают центры 11 и 13. Колесную пару на стойке поворачивают на 90o, а затем стойку 17 с ловителем 16 опускают, пока колесная пара на станет на рельсы, по ним она выкатывается из-под установки для последующей шлифовки профиля наплавочного участка.
Использование установки для упрочнения индукционной наплавкой в промышленности позволяет за счет выполнения корпуса установки в виде скобообразного манипулятора осуществлять упрочнение крупногабаритных изделий сложной конфигурации, например, колесные пары, маховики, круги катания и др., что значительно расширяет технологические возможности наплавки с достаточно высокой производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154561C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 2000 |
|
RU2173246C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| КОМПОЗИЦИЯ ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 2001 |
|
RU2206438C2 |
| КОМПОЗИЦИЯ ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154563C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |
Использование: восстановление и упрочнение крупногабаритных деталей и узлов, например, железнодорожного транспорта. Сущность изобретения: установка включает станину с опорными стойками, корпус с механизмом фиксации и вращения колесной пары, индуктор для наплавки, механизм подъема колесной пары. Корпус выполнен в виде C-образной сварной рамы, снабженной механизмом ее углового поворота относительно основания в вертикальной плоскости и связанной с механизмом подъема, выполненным в виде ловителя с седлом. Ловитель смонтирован с возможностью возвратно-поступательного перемещения в роликовых направляющих в направлении, перпендикулярном основанию. Установка содержит толкатель, смонтированный с возможностью взаимодействия со стойкой и шарнирно связанный с рычагом, один конец которого соединен с корпусом, а второй - с винтовой передачей, гайка которой установлена на корпусе, а винт выполнен приводным. Установка оснащена порталом, несущим установленный на каретке индуктор. 1 з.п. ф-лы, 9 ил.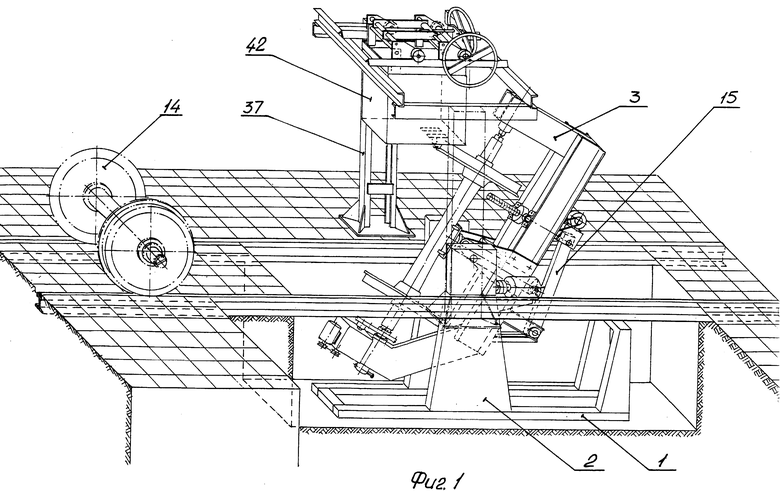
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фрумин И.И | |||
| Автоматическая электродуговая наплавка | |||
| - Харьков: Металлургиздат, 1961, с.388 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фрумин И.И | |||
| Автоматическая электродуговая наплавка | |||
| - Харьков: Металлургиздат, 1961, с.355 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU, патент, 2041785, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

