Изобретение относится к машиностроению, в частности к устройствам, предназначенным для упрочнения или восстановления индукционно-металлургическим способом различных поверхностей деталей железнодорожного транспорта.
Известна установка для наплавки деталей, содержащая поворотный стол с центральной неподвижной стойкой, приводом поворота и позиционным фиксатором, литейную форму и нагреватель ТВЧ, причем поворотный стол снабжен вертикальными площадками, имеющими зажимы для закрепления деталей и кондуктор корректировки положения направляемой детали. Кроме того, кондуктор, нагреватель ТВЧ и литейная форма размещены последовательно под каждой из вертикальных площадок и каждый из этих узлов имеет привод подъема [1]
Недостатком известного устройства является сложность конструкции, включающей множество механизмов по наполнению литейных форм, их выбивки, регенерации смеси и других приспособлений, сопутствующих литейному производству.
За прототип выбрана наплавочная установка типа, содержащая манипулятор с двумя приводами вращения и наклона шпинделя с планшайбой, тележку с приводами вертикального и продольного перемещения, заднюю бабку с пружинным центром, размещенную также, как и манипулятор, на станине. Кроме того, установка включает наплавочный аппарат А-389 и стол для наплавки плоских деталей, на котором закреплена подвижная плита. Недостатком установки является ее громоздкость, она занимает большие производственные площади, имеет много механизмов и узлов. Восстановление крупногабаритных изделий сложной конфигурации с многообразием поверхностей наплавки потребует множества технологических операций, а соответственно и дополнительного оборудования, что приведет к значительным затратам времени и снизит производительность наплавки.
Цель изобретения состояла в разработке конструкции устройства, позволяющего с высокой производительностью осуществлять наплавку крупногабаритных изделий сложной конфигурации.
Поставленная цель достигается тем, что в известном манипуляторе для индукционной наплавки, включающем тележку, поворотный стол с приводами поворота, подъема и механизмом фиксации изделия, тележка снабжена кареткой, установленной на ее раме с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях, а поворотный стол каретки с жестко закрепленными на нем стойками оснащен вращателем с механизмом его подъема, причем последний представляет собой две связанные между собой винтовые передачи, имеющие привод и размещенные в упомянутых стойках, при этом винтовые передачи кинематически связаны с ползунами, несущими ложемент вращателя.
Кроме того, вращатель снабжен приводом вращения, гильза которого шарнирно связана с планшайбой вращателя и механизмом наклона изделия в обе стороны от горизонта посредством винтовой тяги, установленной на раме ложемента с возможностью подъема и опускания.
При этом тележка имеет дополнительные колеса, которые снабжены подъемными механизмами для подъема их или опускания в зависимости от направления перемещения тележки.
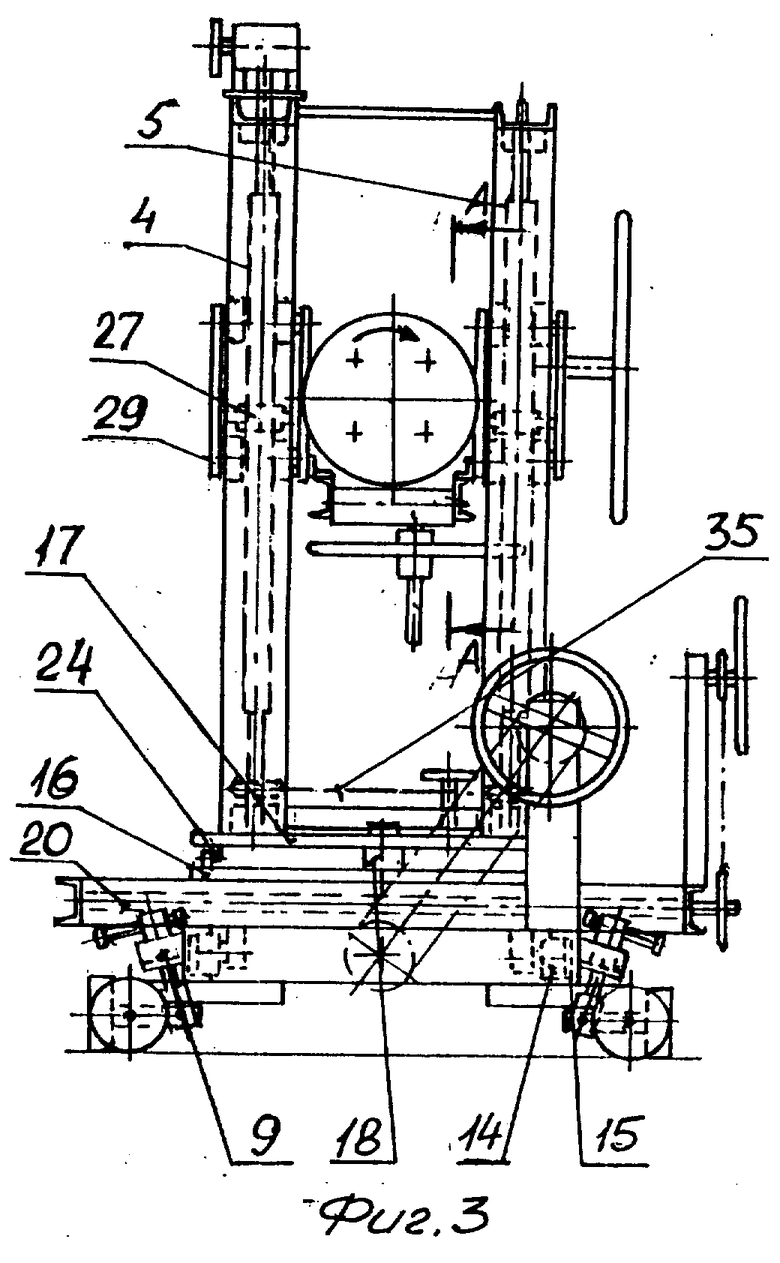
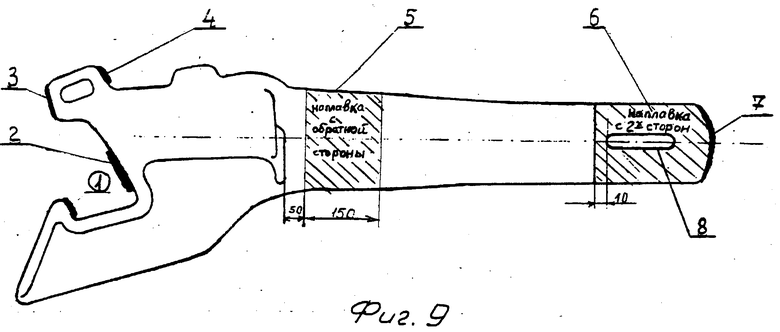
На фиг. 1 изображен общий вид манипулятора для индукционной наплавки; на фиг. 2 манипулятор, вид прямо; на фиг. 3 то же, вид сбоку; на фиг. 4 а,б,в возможные технологические установки изделия на манипуляторе посредством навесных съемных приспособлений; на фиг. 5 разрез А-А на фиг. 3; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 разрез В-В на фиг. 5; на фиг. 8 разрез Г-Г на фиг. 2; на фиг. 9 вариант наплавляемого изделия автосцепки с указанием наплавляемых поверхностей.
Манипулятор для индукционной наплавки состоит из опорной тележки 1, на которой установлена с возможностью двух возвратно-поступательных перемещений каретка 2 с поворотным столом 3. На последней жестко закреплены стойки 4, 5, несущие с возможностью вертикального перемещения вращатель 6 (см. фиг. 1-3). Опорная тележка 1 имеет основные 7 и дополнительные 8 колеса, которые снабжены подъемными механизмами 9, позволяющими поднимать или опускать колеса в зависимости от направления перемещения тележки (см. фиг. 1).
Каретка 2 выполнена из сварной рамы 10, жестко связанной с винтовой передачей 11, регулируемой через цепную передачу 12 маховиком 13. При этом опорные катки 14 каретки 2 установлены с возможностью возвратно-поступательного перемещения в направляющих швеллерах 15 опорной тележки 1. Кроме того, рама 10 каретки содержит две плиты, одна подвижная 16, а вторая поворотный стол 17, связанные между собой поворотной осью 18 (см. фиг. 1, 3). Подвижная плита 16 установлена в направляющих 19 рамы каретки с возможностью возвратно-поступательного перемещения посредством винтовой передачи 20 на опорных катках 21. Посредством маховика 22 через цепную передачу 23 с помощью винтовой передачи 20 подвижная плита имеет возможность перемещения относительно опорной тележки 1 во втором взаимно перпендикулярном направлении (см. фиг. 1, 3).
Поворотная плита-стол 17 снабжена опорными роликами 24, установленными с возможностью поворота на подвижной плите 16 каретки. Кроме того, поворотная плита 17 зафиксирована относительно подвижной 16 посредством тормоза 25 (см. фиг. 1-3), который выполнен в виде двух винтовых передач 26 и 27 (см. фиг. 8), гайки 28 которых несут ползуны 29. Последние имеют опорные ролики 30, закрепленные на оси 31 с возможностью перемещения по направляющим 32 стоек 4, 5. Привод механизма подъема осуществляется от электродвигателя 33 через редуктор 34. Между собой винтовые передачи 26 связаны цепной передачей 35. Кроме того, к внутренним поверхностям ползуна приварены втулки 36 (см. фиг. 5,6), несущие ось 37. На последней установлен ложемент 38, на котором размещена гильза 39, закрепленная с помощью прижима 40 на раме ложемента. С одной их сторон гильза подпружинена посредством пружины 41. Внутри гильзы закреплена ось 42, жестко связанная с планшайбой 43 вращателя 6. Маховик 44 через червячный редуктор 45 осуществляет поворот оси 42, а вместе с ней и всего вращателя 6 вокруг горизонтальной оси (см. фиг. 2, 3, 5).
Вращатель 6 снабжен механизмом наклона 46 (см. фиг. 2, 5, 7) относительно втулок 36. Он состоит из винтовой тяги 47, гайки 48 и маховика 49, закрепленных на раме ложемента. На планшайбу 43 вращателя 6 с помощью винтов устанавливают навесное приспособление 50 (на фиг. 4 показаны разные модификации приспособлений) для изделия, например автосцепки 51 (см. фиг. 9).
Работа манипулятора осуществляется следующим образом. С помощью кран-балки автосцепку 51 устанавливают в зависимости от восстанавливаемой поверхности (см. фиг. 9) посредством приспособления 50 (см. фиг. 4) на планшайбе 43 вращателя 6 манипулятора. После установки изделия манипулятор разворачивают относительно генератора с индуктором, для чего вручную поворачивают поворотный стол 17 вокруг оси 18 и фиксируют тормозом 25. В зависимости от того, насколько нужно изделие приблизить к индуктору, устанавливают вначале опорную тележку 1 относительно него, для чего используют основные 7 или дополнительные колеса 8, регулируя их посредством подъемного механизма 9. Затем, используя винтовые приводы 11, 19 каретки 2, с помощью маховиков 13, 22 ближе подводим автосцепку 51 к индуктору генератора. После этого с помощью привода 33 включаем механизм подъема 26, который, перемещая ползуны 29 по винтовым передачам 27, устанавливает вращатель 6 на необходимую высоту. Посредством маховика 44 осуществляется поворот вращателя, несущего планшайбу 43 с изделием, выставляя его на заданную поверхность наплавки. Если необходимо, то механизмом наклона 46, посредством маховика 49 устанавливаем обрабатываемую поверхность изделия в рабочий режим под углом 15o (вверх, вниз) в обе стороны от горизонта.
Соблюдая технологическую последовательность при наплавке автосцепки 51 (см. фиг. 9) вначале с помощью приспособления 50 (см. фиг. 4,а), наплавляют поверхности 1-4, а при повороте вращателя 6 посредством маховика 44 с помощью этого же приспособления осуществляют наплавку поверхностей 2-3.
С помощью приспособления (см. фиг. 4,б) наплавляют затылочную поверхность 7 автосцепки 51, для этого манипулятор отводят от генератора, разворачивают на 180o, производят замену приспособления, затем устанавливают изделие, а потом производят установочные манипуляции на устройстве, подводя под индуктор заданную поверхность.
На фиг. 4,в показано приспособление для наплавки буферной тарели. Показанные на фиг. 9 наплавляемые поверхности (упрочняемые или восстанавливаемые) производят также с помощью специальных приспособлений (не показано) и производят с помощью манипулятора технологические операции по наплавке изделия.
Предложенная конструкция манипулятора позволяет широко использовать его в любом производстве, так как она требует малых производственных площадей, а благодаря ее маневренности и многопозиционности технологических операций, достигается высокая производительность наплавки при восстановлении или упрочнении крупногабаритных изделий сложной конфигурации, например деталей узлов железнодорожного транспорта, а именно корпусов автосцепок, буферных тарелей, тяговых хомутов, шпинтонных узлов и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1997 |
|
RU2120363C1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| СПОСОБ ЗАЩИТЫ И ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1998 |
|
RU2124975C1 |
| МАНИПУЛЯТОР АВТОСЦЕПКИ | 2010 |
|
RU2434734C1 |
| ТРАНСПОРТНО-УСТАНОВОЧНЫЙ АГРЕГАТ СТАРТОВОГО РАКЕТНОГО КОМПЛЕКСА | 2011 |
|
RU2478539C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2173244C2 |
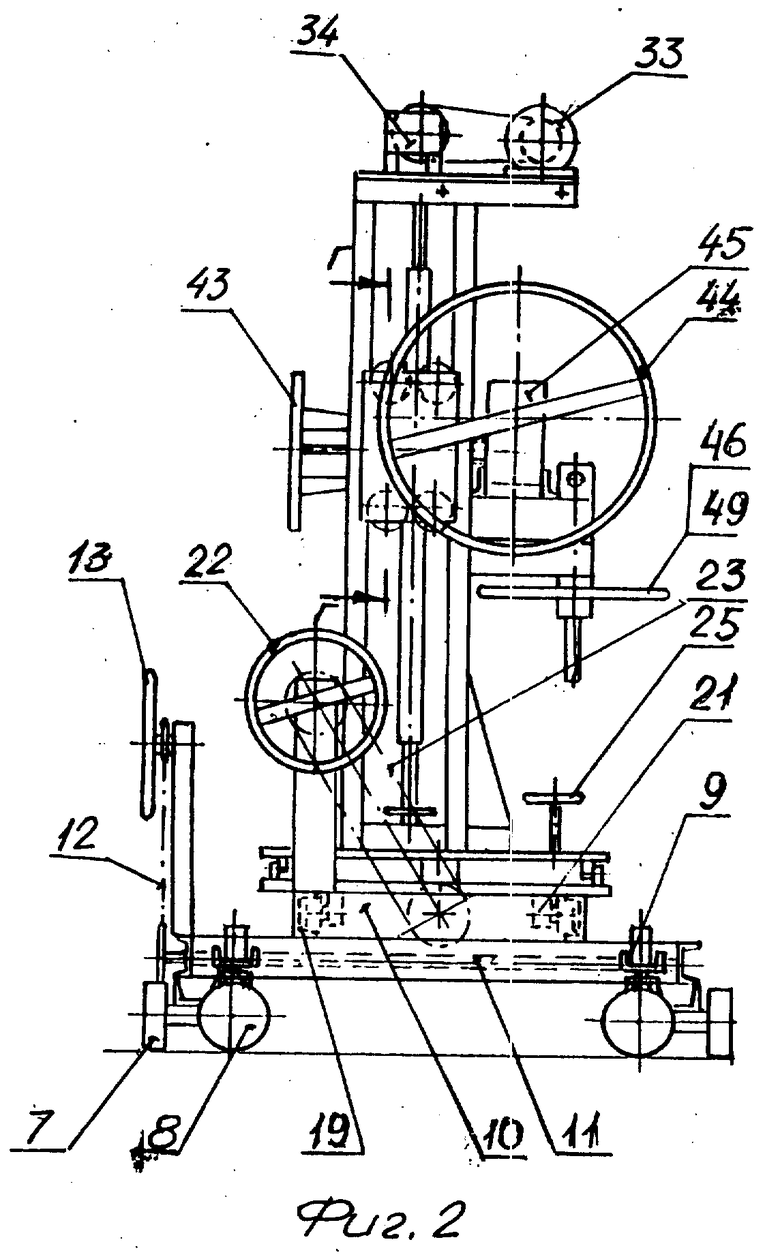





Изобретение относится к машиностроению, в частности к устройствам, предназначенным для упрочнения или восстановления индукционно-металлургическим способом различных поверхностей крупногабаритных деталей и узлов сложной конфигурации. Сущность изобретения заключается в том, что манипулятор выполнен в виде опорной тележки 1, которая снабжена кареткой 2, установленной на ее раме с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях. Поворотный стол 3 каретки с жестко закрепленными на нем стойками 4, 5 оснащен вращателем 6 с механизмом его подъема. Последний представляет собой две связанные между собой винтовые передачи 26 и 27, имеющие привод и размещенные в упомянутых стойках. Винтовые передачи кинематически связаны с ползунами 29, несущими ложемент вращателя 6. Кроме того, вращатель 6 манипулятора снабжен приводом вращения и механизмом наклона. Тележка 1 выполнена с дополнительными колесами с подъемными механизмами для подъема их или опускания в зависимости от направления перемещения тележки. 3 з.п. ф-лы, 9 ил.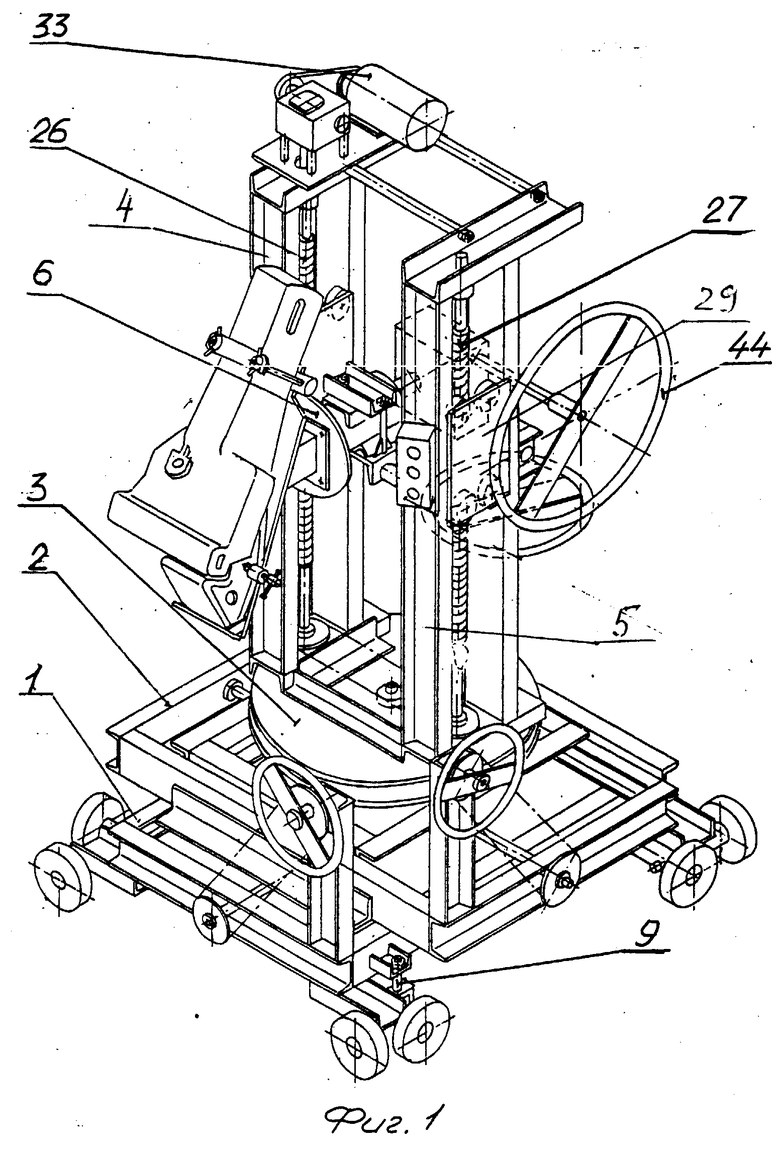
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фрумин И.И | |||
| Автоматическая электродуговая наплавка | |||
| - Харьков: Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1961, с.342 - 346 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Таубер Б.А | |||
| Сборочно-сварочные приспособления | |||
| - М.: Машгиз, 1951, с.324 - 326. | |||
