Изобретение относится к способам изготовления изделий и может найти применение в промышленности строительных материалов и изделий при приготовлении штучных стеновых изделий (кирпича, блоков) для малоэтажных жилых и сельскохозяйственных зданий.
Известен способ получения изделий [1], заключающийся в предварительном смешивании тонкодисперсных золы (от сжигания углей) и шлаков с размером менее 4 мкм и с последующим смешиванием этой смеси с 6-12% с жженой (негашеной) известью, молотую смесь увлажняют водой до 8-16% и формуют из нее строительные элементы.
Наряду с достоинствами способа (утилизируются зола, шлак) имеются и существенные недостатки:
сложная технология приготовления формовочной смеси, связанная с необходимостью сушки материалов перед измельчением;
низкая трещиностойкость изделий как при формовании методом прессования вследствие затруднительного выхода сжатого воздуха из смеси с высокой удельной поверхностью, так и в процессе естественного и гидротермального твердения вследствие запоздалого процесса гашения пересжженой извести, в том числе и свободной, содержащейся в золе;
невзрачный архитектурный вид, так как цвет изделий из смеси - темно-серый после естественного твердения или пропаривания.
Наиболее близкий способ к заявляемому, как по техническому решению, так и количественно-качественному составу формовочной смеси приведен в описании к изобретению "Вяжущее" [2] и заключается в смешивании предварительно раздельно молотых до удельной поверхности 5000-5500 см2/г негашеной извести, взятой в количестве 20-21 мас.% активностью 75-80%, молотого до удельной поверхности 2300-2500 см2/г в количестве 60,2-64,0% кварцевого песка, молотого до удельной поверхности 3500-3700 см2/г основного доменного граншлака в количестве 12-14%, полуводного гипса в количестве 1,5-1,8% и домалывания этой смеси до удельной поверхности 3700-4000 см2/г, увлажнения смеси и формования из нее строительных элементов. Твердеют изделия при автоклавной обработке при t=174oC и P=0,8 МПа.
Наряду с большими достоинствами приготовления формовочной смеси (утилизируется шлак и получают ячеистые строительные изделия), имеются и существенные недостатки:
требуется сложная и энергоемкая технология приготовления смеси, связанная с необходимостью предварительной сушки исходных компонентов смеси и предварительного раздельного и вторичного измельчения до весьма высокой удельной поверхности 3700-4000 см2/г, а также вследствие необходимости гидротермальной обработки при автоклавных условиях твердения;
низкая трещиностойкость смеси при ее формовании методом прессования вследствие затруднительного выхода сжатого воздуха из смеси при весьма высокой удельной поверхности 3700-4000 см2/г;
низкая трещиностойкость изделий при твердении как в естественных, так и гидротермальных условиях (пропаривании) при t=90-95oC и давлении окружающей среды вследствие запоздалого процесса гашения частиц извести;
невзрачный архитектурный вид изделий после пропаривания и естественных условий твердения, так как цвет изделий - темно-серый.
Задача данного изобретения - упростить технологию изготовления формовочной смеси и изделий на ее основе, а также снизить их трещиностойкость в процессе прессования и твердения при естественных условиях и пропаривании, повысить архитектурный вид.
Для достижения поставленной цели в известном способе изготовления изделий, включающем приготовление формовочной смеси путем смешивания измельченной негашеной извести с активностью не менее 75%, с молотым основным доменным граншлаком, кремнеземсодержащим наполнителем и кальцийсодержащей солью, затворение смеси водным раствором, формование и твердение, отличающийся тем, что предварительно осуществляют совместный помол негашеной комовой извести с доменным основным шлаком мокрой грануляции, с расчетно-теоретической влажностью, достаточной для полного гашения извести с измельчением их до удельной поверхности не более 2500 см2/г, после этого к смеси добавляют кварцевый песок или гидроотвальную низкокальциевую золу и осуществляют домалывание смеси до удельной поверхности 3000-3200 см2/г, причем затворение формовочной смеси осуществляют водной суспензией кальцийсодержащей соли, в качестве которой используют отходы производства мела.
При испытании предлагаемого способа приняты сырьевые компоненты и отходы производств со следующей характеристикой:
1) известь комовая негашеная, содержащая не менее 75% CaO. Отвечает требованиям ГОСТ 9179 - 77;
2) доменный основной шлак мокрой грануляции АО "Тулачермет" с химическим составом, мас. % : SiO2 38,47 - 39,39; Al2O3 7,5 - 9,05; CaO 43,26 - 45,66; MgO 7,27 - 7,9; FeO 0,31 - 0,35; MnO 0,23 - 0,25;
3) гидроотвальная низкокальциевая буроугольная зола от сжигания углей Подмосковного бассейна. Отвечает требованиям ГОСТ 25818-83 "Зола унос тепловых электростанций для бетона". Химический состав низкокальциевой золы от сжигания бурых углей Подмосковного бассейна, мас.% : SiO2 49,5 - 64,0; Al2O3 13,2 - 27,29; FeO 5,72 - 7,82; CaO 1,44 - 2,4; SO3 0,81 - 0,89; Fe2О3 8,18 - 11,18; MgO 0,63 - 0,7; TiO2 0,84 - 1,42; Na2O 0,1 - 0,14; K2O 0,32 - 0,45; п.п.п. 3,28 - 3,6;
4) кальцийсодержащая соль - отход производства мела химкомбината пос. Ленинский, Тульская обл. Химический состав на сухую массу: Ca(OH) - 48 мас. %; CaCO3 - 50 мас.%.; кварцевый песок - остальное. Влажность - 49%;
5) кварцевый песок. Принят обычный рядовой. г. Донской, Тульская обл. Химический состав, мас.% : SiO2 88 - 90; Al2O3 2,1 - 3,6; CaO 1,2 - 1,8; MgO 0,35 - 0,4; Fe2O3 1,2 - 2,4.
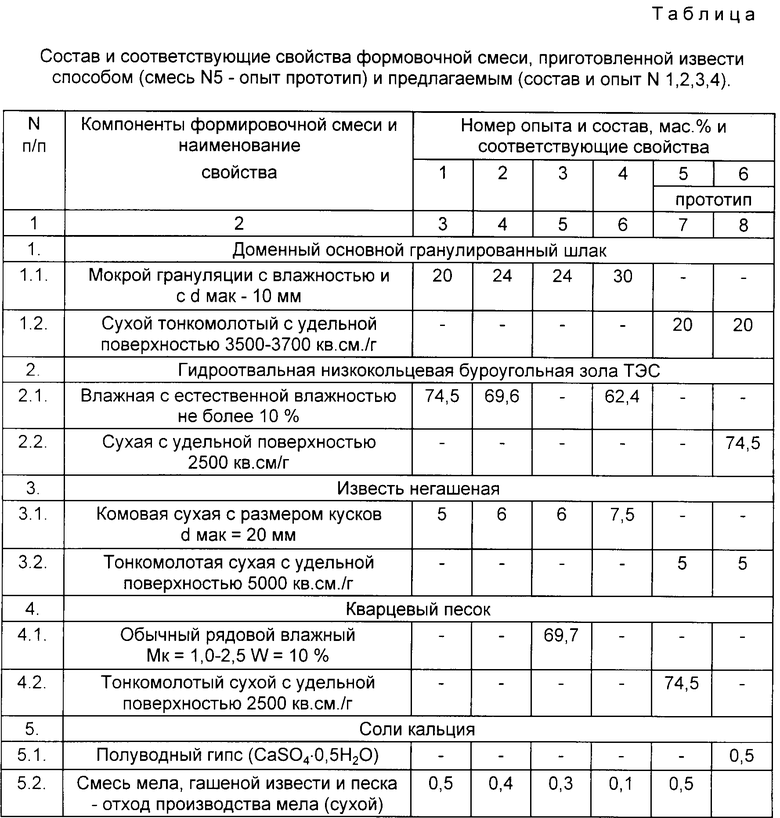
Пример 1. Дозировали весовым методом по массе: доменный основной шлак мокрой грануляции с максимальным диаметром частиц 20 мм и влажностью 8% в количестве 4 кг по сухой массе (20% от общей массы сухой смеси) или с учетом влажности 4 кг 348 г (348 г внесено со шлаком воды), комовую негашеную известь с максимальным диаметром частиц 20 мм (сухую) в количестве 1 кг (5% от массы сухой смеси). Оба материала в количестве 5 кг 348 г поместили в лабораторную шаровую мельницу и измельчали до удельной поверхности смеси 2450 см2/г. Предварительно расчетным путем установили необходимое количество воды для полного гашения 1 кг извести активностью 80% (CaO в извести 80%).
В соответствии с уравнением химической реакции
CaO + H2O = Ca(OH)2 + Q
56 в.ч. + 18в.ч. = 74 в.ч.
на 56 мас.ч. CaO требуется 18 мас.ч. воды, а на 1 кг активностью 80%, т. е. на 0,8 кг CaO требуется  кг воды (257 г), т.е. введенное количество воды со шлаком (348 г) вполне обеспечит полное гашение извести.
кг воды (257 г), т.е. введенное количество воды со шлаком (348 г) вполне обеспечит полное гашение извести.
В предварительно измельченную до S = 2450 см2/г смесь добавили гидроотвальную низкокальциевую золу ТЭС от сжигания бурых углей с влажностью 10 мас. % в количестве 14,9 кг по сухой массе (74,5% от массы сухой смеси) или с учетом 10% влаги 16,56 кг, т.е. с золой введено в смесь, находящуюся в шаровой мельнице, 1,66 кг. В составе введенной в мельницу золы содержался 3,1% пережженых частиц извести, которые вследствие наличия на их поверхности стеклопленок не прогасились в гидроотвале.
Следовательно, с 16,56 кг введено пережженых частиц извести 0,51 кг (16,56 х 0,031 = 0,51 кг), на полное гашение которых требуется воды
а с золой введено 1,66 кг воды, которой вполне достаточно для гашения 0,5 кг CaO. Второй этап измельчения продолжили до получения удельной поверхности смеси 3000 см2/г. При отборе пробы смеси из мельницы на определение удельной поверхности одновременно определили влажность смеси, которая обладала свойством сыпучести.
Теоретически расчетная влажность смеси должна была составить:
1) количество остаточной воды после гашения извести на первом этапе
348 г - 257 г = 91 г H2O;
2) количество остаточной воды после гашения пережженых частиц извести, внесенных с золой
1,66 кг H2O - 0,51 кг H2O = 1,15 г;
всего по расчету воды в смеси:
1,150 + 0,91 = 2,06 кг H2O,
а сухой смеси 19,9 кг, следовательно, абсолютная влажность
Фактическая же влажность смеси составила 5,3%, т.е. примерно в два раза меньше.
Последнее объясняется экзотермическим эффектом: выделением тепла при гашении извести, под действием которого избыточная влага от гашения испаряется в виде паров, удаляется из мельницы через неплотности. Часть воды затрачивается на процесс частичной гидратации минералов граншлака (силикатов и алюминатов кальция).
Таким образом, на первом и втором этапе измельчения идет не только процесс увеличения удельной поверхности смеси и гашения извести, но и сушка ее до сыпучего состояния. Сухую сыпучую смесь с удельной поверхностью 3000 см2/г увлажнили водной суспензией, полученной введением в воду пасты - отхода производства мела в количестве 100 г (0,5% от массы сухой смеси). Приготовленную смесь формовали методом прессования, получили опытные образцы строительных изделий диаметром и высотой 7 см. Образцы одни сутки твердели во влажных условиях при температуре 20±2o в течение 28 сут. Затвердевшую смесь в виде опытных образцов испытывали по определению наличия трещин (визуально с лупой), в том числе и после прессования, внешний вид (цвет) и прочность.
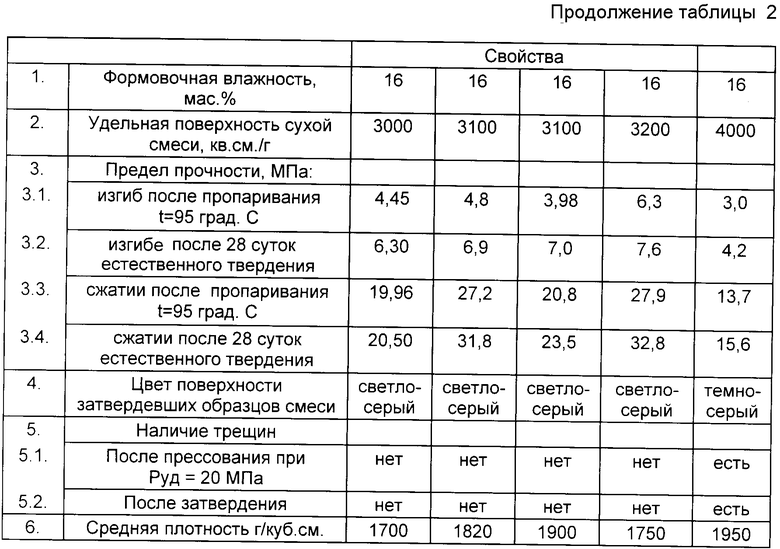
Результаты испытаний приведены в таблице (смесь и опыт N 1).
Пример 2. Опыт приготовления формовочных смесей составов 2-4 (см. таблицу) осуществляем по методике, приведенной в примере 1, но с другим соотношением компонентов и достижения удельной поверхности смеси, равной 3100 - 3200 см2/г.
Пример 3 (прототип). Опытные формовочные смеси (составы 5 и 6) приняты с наполнителем кварцевого песка и золы, аналогичным составу 1, но приготовлены эти смеси по способу прототипа, т.е. отдозированные в количестве 1 кг, молотая негашеная известь (5% от сухой массы) с удельной поверхностью 5000 см2/г, тонкомолотый с удельной поверхностью 3500 см2/г основной доменный граншлак 4,0 кг (20% от сухой массы), молотый с удельной поверхностью 2500 см2/г кварцевый песок в количестве 14,9 кг (в опыте 6 столько же взято золы и с такой же удельной поверхностью). Поместили все компоненты в шаровую мельницу и тонко измельчили до удельной поверхности 3850 см2/г, затворили смесь суспензией, полученной из 100 г сухих отходов производства мела (0,5% от сухой смеси) и воды, далее приготовили из смеси опытные образцы по методике примера 1. Результаты испытаний приведены в таблице, пример 5 и 6.
Сопоставительный анализ изготовления формовочной смеси и изделий на ее основе предлагаемым и известными способами показывает следующее.
1. Упрощается технология приготовления смеси за счет:
исключения процесса сушки перед измельчением исходных материалов (шлака мокрой грануляции, гидроотвальной золы и кварцевого песка);
уменьшения числа операций и помольных агрегатов, так как предварительное измельчение и вторичное домалывание осуществляются в одном и том же помольном аппарате, также отпадают аппарат и операция для предварительного гашения комовой извести;
cокращения длительности помола и соответственно расхода электроэнергии за счет уменьшения удельной поверхности измельчаемых материалов в 1,3-1,5 раза;
исключения в помоле полуводного гипса, так как взамен сульфата кальция (CaSO x 0,5 H2O) применяется карбонат кальция в смеси с Ca(OH)2 - пастообразный отход производства мела, который легко диспергирует в воде;
исключения применения автоклавной обработки. Последний заменяется процессом пропаривания;
2. В процессе прессования смеси и ее твердения при влажном естественном процессе твердения и пропаривания не образуется трещин;
3. Повышается архитектурный вид изделий - вместо темно-серого цвета изделия имеют более светлый тон, т.е. светло-серый цвет;
4. Практически не снижается, а даже увеличивается прочность изделий.
Достижение поставленной цели (трещиностойкости в процессе прессования и твердения, а также придание светлого тона спрессованным изделиям) объясняется следующими физико-механическими процессами, протекающими в процессе приготовления формовочной смеси:
1) уменьшением удельной поверхности смеси с 3700-4000 см2/г до 3000-3200, что обеспечивает более свободный выход сжатого воздуха в процессе формования смеси прессованием и, как следствие, способствует увеличению трещиностойкости;
2) при одновременном помоле извести и присутствии ее контакта с влагой процесс гашения активизируется (ускоряется), что обеспечивает гарантию не только полного ее гашения, но и гашение свободных пережженых частиц извести в составе гидроотвальной золы. Частицы пережженой CaO в золе покрыты стекловидной пленкой, которая не пропускает воду для их гашения. При помоле пленка разрушается и свободные частицы такой извести гасятся. В такой смеси отпадает процесс запоздалого гашения частиц CaO при твердении, а следовательно, и образование трещин в изделиях, сформованных на ее основе;
3) несмотря на меньшее содержание в приготавливаемой смеси негашеной извести в сравнении с составом смеси, приготавляемой по способу и прототипу (в два, три раза меньше), прочность изделий не только не снижается, но и несколько повышается. Последний эффект объясняется следующими причинами:
в процессе измельчения неактивные частицы извести в золе (пережженые) переходят в активные, также прирост Ca(OH)2 идет за счет введенных отходов производства мела, т.е. увеличению активных частиц Ca(OH)2 способствует предлагаемый способ;
в составе смеси прототипа ведущим является преимущественно известково-шлакокремнеземистое вещество, а в заявляемом шлакоизвестково-кремнеземистое. Последнее является более гидравлически активным;
4) достижение более светлого тона затвердевших изделий также объясняется применением предложенного способа. Известно, что при автоклавной обработке из силикатной смеси образуются светло-серые изделия типа цвета силикатного кирпича. Объясняется это образованием гидросиликатов кальция CaO x mSiO2 x pH2O, причем активное участие принимает в этом процессе и SiO молотого песка и золы. В процессе же пропаривания вероятность образования гидросиликатов кальция весьма мала, так как этот минерал образуется только за счет гидратации низкоосновных силикатов кальция, содержащихся в шлаке, и поэтому цвет изделий темно-серый.
В предлагаемом же способе количественно превалирует образование гидросиликатов кальция в процессе пропаривания. Объясняется это не только большим содержанием гранулированного шлака в смеси, но и образованием CaO x mSiO2 x pH2O в процессе тонкого измельчения в шаровой мельнице в присутствии влаги, так как при точечных ударах шаров в местах ударов развивается мгновенно-высокая температура, способствующая вступлению в реакцию тонкомолотого песка и кремнезема золы, до образования CaO x SiO, т.е. приготовленная масса до формования и пропаривания обогащается гидросиликатами кальция за счет SiO кварцевого песка или SiO золы. Процессу гидратации способствует и экзотермический эффект в объеме мелящего аппарата при гашении извести.
Повышению светлого тона способствует и отход производства мела, введенный в состав сухой смеси при ее затворении.
Заявляемый способ в сравнении с известным имеет следующие технико-экономические преимущества:
1) снижается расход электроэнергии в 1,5-2,0 раза за счет исключения сушки материалов, уменьшения удельной поверхности;
2) утилизируются низкоактивные (малокальциевые) буроугольные золы и мелкодисперсные (в том числе и мелкодисперсные некондиционные по грансоставу для бетонов) кварцевые пески с модулем крупности менее 1,0-1,5;
3) сокращается в 1,5-2,0 раза количество аппаратов (помольных, гасильных и др.);
4) утилизуется отход производства мела;
5) для получения стеновых изделий с маркой 75-1000 изделия можно формовать пустотелыми;
6) снижается себестоимость изделий за счет положительных эффектов, приведенных в пп. 1 - 4, на 20-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ ВЯЖУЩАЯ СМЕСЬ | 1996 |
|
RU2118624C1 |
| Способ приготовления сырьевой смеси для изготовления строительных изделий | 1990 |
|
SU1761707A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1995 |
|
RU2096380C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЛАКОЩЕЛОЧНОЙ ВЯЗКОТЕКУЧЕЙ КОМПОЗИЦИИ | 1996 |
|
RU2096374C1 |
| СЫРЬЕВАЯ ФОРМОВОЧНАЯ СМЕСЬ | 1997 |
|
RU2114087C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГИПСОБЕТОННОЙ СМЕСИ | 2007 |
|
RU2341481C1 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2099307C1 |
| СЫРЬЕВАЯ СМЕСЬ | 1998 |
|
RU2130437C1 |
| Композиционная сырьевая смесь для изготовления дорожных покрытий | 2019 |
|
RU2712215C1 |
Изобретение относится к промышленности строительных материалов и может найти применение для изготовления штучных стеновых изделий для малоэтажных жилых и сельскохозяйственных зданий. С целью упрощения технологии изготовления формовочной смеси, а также изделий на ее основе, повышения трещиностойкости в процессе прессования и твердения при естественных условиях и пропаривании, а также улучшения архитектурного вида изделий предварительно осуществляют совместный помол комовой негашеной извести с доменным основным шлаком мокрой грануляции с расчетно-теоретической влажностью, достаточной для полного гашения извести с измельчением их до удельной поверхности более 2500 см2/г, после этого к смеси добавляют кварцевый песок или гидроотвальную низкокальциевую золу и осуществляют домалывание смеси до удельной поверхности 3000-3200 см2/г, а затворяют формовочную смесь водной суспензией отхода производства мела при следующем соотношении компонентов формовочной смеси, мас.%: доменный основной шлак мокрой грануляции 20-30; комовая негашеная известь 5,0-7,5; кварцевый песок или гидроотвальная зола 60-75; отходы производства мела 0,1-0,5. 1 табл.
Способ приготовления изделий, включающий приготовление формовочной смеси путем смешения измельченной негашеной извести с активностью не менее 75 мас. с молотым основным доменным граншлаком, кремнеземсодержащим наполнителем и кальцийсодержащей солью, затворение смеси водным раствором, формование и твердение, отличающийся тем, что предварительно осуществляют совместный помол негашеной комовой извести с доменным основным шлаком мокрой грануляции, с расчетно-теоретической влажностью, достаточной для полного гашения извести с измельчением до удельной поверхности не более 2500 см2/г, после чего к смеси добавляют кварцевый песок или гидроотвальную низкокальциевую золу и осуществляют домалывание смеси до удельной поверхности 3000 3200 см2/г, причем затворение формовочной смеси осуществляют водной суспензией кальцийсодержащей соли, в качестве которой используют отходы производства мела, при следующем соотношении компонентов от общей сухой массы формовочной смеси, мас.
Доменный основной шлак мокрой грануляции 20 30
Комовая негашеная известь 5 7,5
Кварцевый песок или гидроотвальная низкокальциевая зола 60 75
Отходы производства мела 0,1 0,5
а твердение формовочной смеси осуществляют в процессе естественного твердения или пропаривания.
| PL, заявка, Р | |||
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 0 |
|
SU256642A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 679543, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
