Предлагаемое изобретение относится к области обработки поверхности нержавеющих сталей с целью очистки от продуктов коррозии.
В процессе эксплуатации в атмосферных условиях, особенно в морских, на нержавеющих сталях образуются продукты коррозии. Более интенсивно таким процессам подвергаются стали с содержанием хрома менее 15%, например типа 13Х11Н2ВМФ, 40Х13.
Для предотвращения дальнейшего развития коррозии, а также восстановления товарного вида изделий, продукты коррозии должны быть удалены в процессе эксплуатации или ремонта.
В ряде случаев для усиления защиты на нержавеющих сталях применяются лакокрасочные покрытия. Для нанесения таких покрытий в процессе производства применяются специальные, в том числе химические, методы подготовки поверхности. В процессе ремонта требуется удаление продуктов коррозии и при необходимости нанесение покрытий, при этом следует произвести подготовку поверхности, обеспечивающую адгезию покрытия.
Известны составы для удаления продуктов коррозии с поверхности нержавеющих сталей, представляющие собой смеси растворов минеральных кислот - серной, азотной (ГОСТ 9.907-83 "Металлы. Сплавы. Покрытия металлические. Методы удаления продуктов коррозии после коррозионных испытаний"). В ГОСТе 9.402-80 "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием" показаны составы для обработки нержавеющих сталей, содержащие, г/л: HCl (200 - 300) - HNO3(50 - 100) - FeCl3 (20 - 120); H2SO4 (80 - 100) - HNO3 (100 - 200) - HF (15 - 50); HNO3 (350 - 400) - HF (15 - 25).
Недостатком указанных составов является их агрессивность, экологическая опасность, неприемлемость обработки или крупногабаритных изделий, в частности емкостей в процессе эксплуатации, так как обработка растворами может производиться только при погружении изделия в ванну.
В растворах в процессе эксплуатации не могут обрабатываться наземные сооружения, самолеты и другие крупногабаритные изделия в собранном виде.
Известен также состав, предложенный японскими специалистами в виде пасты (РЖ Коррозия и защита, 1989, N4, 304П). Паста предназначена для очистки от окалины, окисной пленки и фдюса сварных соединений из нержавеющих сталей, она содержит смесь щавелевой и верной кислот с добавками фтористых соединений HF или NаF, ПАВ и ингибитора коррозии. Паста экологически опасна, так как содержит ион фтора. Кроме того, паста предназначена для очистки от окалины и остатков сварного флюса, а не для удаления продуктов атмосферной коррозии.
Наиболее близким к предлагаемому составу является состав, рекомендованный ГОСТ 9.907-83, содержащий, г/л: фосфорная кислота - 300 - 350, гидрохинон - 10, спирт бутиловый - 50, спирт этиловый - 200, H2O - до одного литра.
Этот состав является раствором и поэтому не приемлем для обработки крупногабаритных изделий в эксплуатации, так как требует полного погружения. Опыты показали, что продукты атмосферной коррозии на стали 08Х15Н5Д2Т в указанном растворе удаляются за три часа не полностью. Кроме того, в составе содержится большое количество спиртов, особенного этилового, что представляет неудобство в работе.
Технической задачей изобретения явилось создание состава, эффективно удаляющего продукты атмосферной коррозии с поверхности нержавеющих сталей широкой номенклатуры, позволяющего обрабатывать крупногабаритные изделия и производить ремонт в процессе эксплуатации, а также обеспечивающего адгезию лакокрасочного покрытия при их последующем применении.
Предлагаемый состав содержит, г/кг: фосфорная кислота - 200 - 300, щавелевая кислота - 5 - 10, поверхностно-активное вещество - 1 - 6, оксид кремния - 40 - 75, вода - до 1 кг, и применяется в виде пасты. В качестве ПАВ применены неонолы: АФ9-12, АФ9-10 - ТУ38.103625-87.
Для нержавеющих сталей с пониженным содержанием хрома (≤ 13%) в состав дополнительно вводится ингибитор из числа катапинов в количестве 5 - 10 г/кг.
Применение фосфорной кислоты в качестве компонента для удаления продуктов коррозии с углеродистых и низколегированных сталей известно. Известно также, что с помощью щавелевой кислоты может быть снята ржавчина с предметов из углеродистых и легированных сталей. Однако продукты атмосферной коррозии нержавеющих сталей отличаются от продуктов коррозии углеродистых и легированных сталей тем, что они легированы компонентами нержавеющих сталей, в первую очередь хромом и никелем. Поэтому составы для обработки углеродистых и низколегированных сталей непригодны для нержавеющих сталей.
В условиях морских субтропиков, например, на нержавеющей стали 13Х11Н2В2МФ образуется β -Fe2O3•H2O, в камере соляного тумана (КСТ35) - γ -FeOOH; γ -Fe2O3•H2O; β -Fe2O3•6H2O, легированные хромом, никелем, молибденом, ванадием.
Предлагаемый состав обеспечивает удаление продуктов коррозии с аустенитных сталей типа 12Х18Н1ОТ, аустенитно-ферритных сталей, мартенситных сталей типа 20Х13, 08Х15Н5Д2Т, аустенитно-мартенситных сталей типа 13Х15Н4АМ3 за счет комплексообразования не только железа, но и хрома и никеля, входящих в продукты коррозии нержавеющих сталей. Образование комплексов обеспечивается взаимодействием продуктов коррозии со смесью фосфорной и щавелевой кислот, взятых в определенном соотношении при наличии ПАВ (поверхностно-активного вещества) и формировании пастообразного состояния в результате присутствия оксида кремния.
Для обработки нержавеющих сталей с пониженным содержанием хрома (≤ 13%) состав дополнительно содержит ингибитор 5 - 10 г/кг из числа катапинов для предотвращения взаимодействия с основным материалом.
Предлагаемым составом могут быть обработаны поверхности любого наклона, в том числе вертикальные и потолочные. Состав не содержит экологически опасных веществ и не выделяет токсичных веществ в помещении или на открытой площадке, где производятся работы.
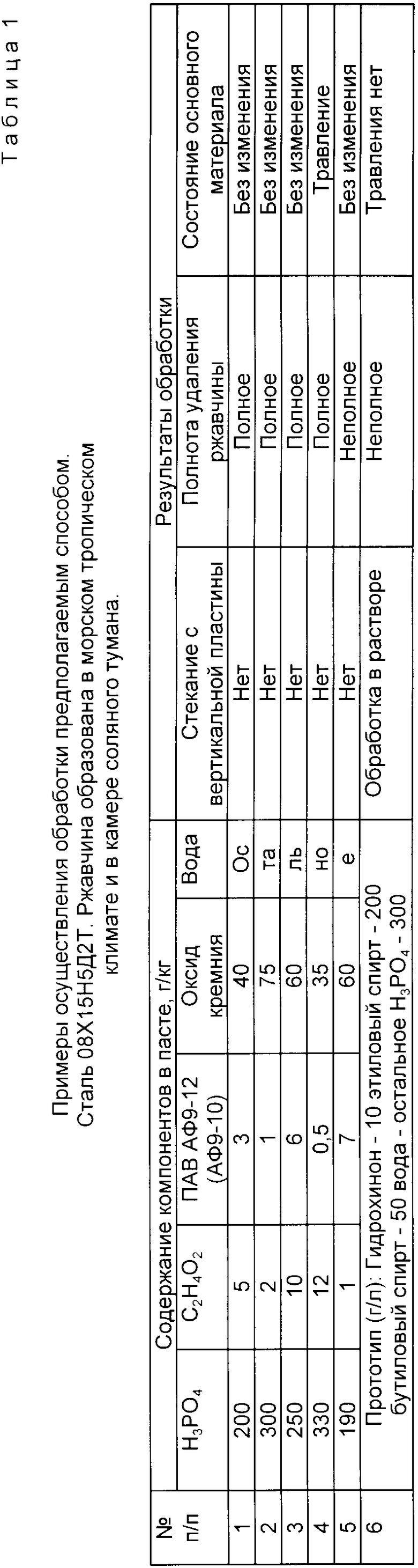
Примеры осуществления обработки нержавеющих сталей с применением предлагаемого состава даны в табл. 1.
Оценка стекания делалась по следующей методике. Паста наносилась на пластину металла шпателем по трафарету - металлической пластине толщиной 0,5 мм с вырезом 10 х 10 мм, затем трафарет снимался и металлическая пластина выдерживалась на воздухе в вертикальном положении в течение 30 мин.
Методика заимствована из ТУ 6-10-1993-84.
В табл. 1 показаны результаты обработки стали 08Х15Н5Д2Т, на которой продукты коррозии образованы в условиях морских тропиков и соляном тумане. Полученные данные показывают, что обработка предлагаемым составом, приготовленным в заданных пределах, обеспечивает полное удаление продуктов коррозии без повреждения металла. Время удаления - не более 3 ч.
Все три первых примера (табл.1) показывают, что паста удовлетворяет требованию по стеканию с вертикальной поверхности, являющемуся технологически важной характеристикой оценки качества пасты.
Четвертый пример (табл. 1), который описывает опыты с завышенной концентрацией двух компонентов, показывает, что удаление продуктов коррозии полностью обеспечивается за 3 часа. Однако имеет место травление основного металла, которое количественно определено на контрольных образцах с увеличенным временем воздействия состава - 24 часа, при этом скорость коррозии составила 0,04 г/м2. ч, тогда как состав в заданных пределах не вызывает изменения в пределах измерений на аналитических весах с точностью 0,0002 г за то же время. Заниженная концентрация двух компонентов (пример 5) не обеспечивает полного удаления продуктов коррозии. Заниженное содержание оксида кремния приводит к стеканию с вертикальной поверхности (пример 4).
В то же время прототип представляет собой раствор, т.е. требует полного погружения детали, что не может быть осуществлено при эксплуатации собранных, в том числе крупногабаритных, деталей. За установленное время обработки (3 ч) обработка в растворе-прототипе не обеспечивает полного удаления продуктов коррозии.
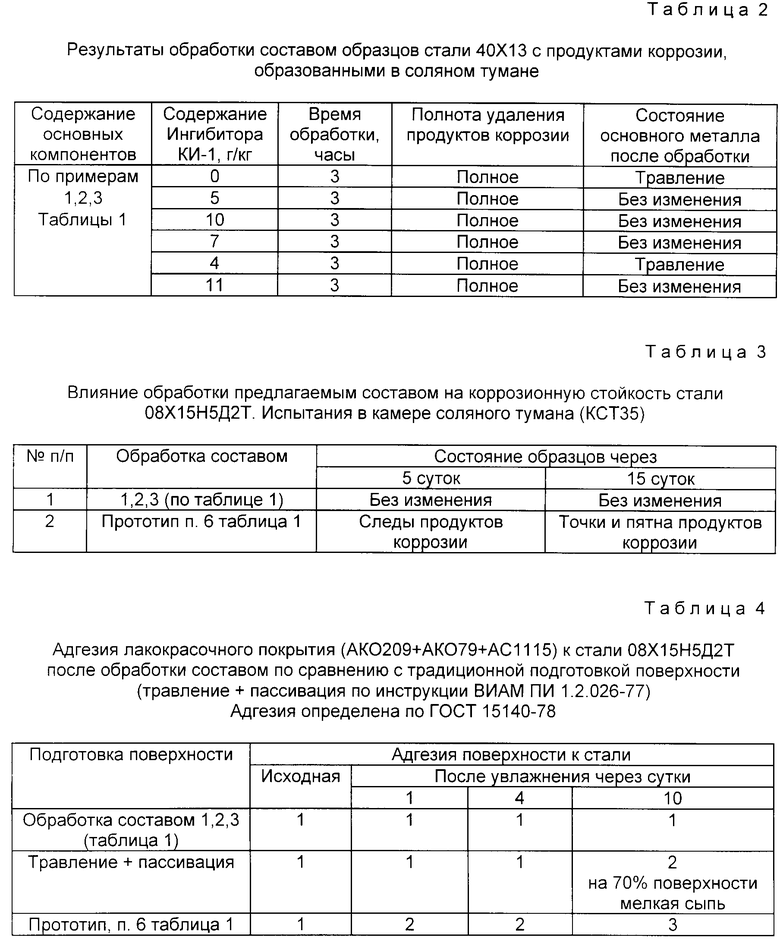
Предлагаемый состав рекомендуется также в ингибированном варианте для обработки нержавеющих сталей с меньшим содержанием хрома (≤ 13%), т.е. с пониженной коррозионной стойкостью, например 20Х13, 40Х13. Обработка составом образцов стали 40Х13 (содержание компонентов по примерам 1, 2, 3 табл. 1) дала полную очистку за время 3 часа, однако при этом имело место некоторое растравливание поверхности. Поэтому в состав был введен ингибитор из группы катапинов - КИ-1. Опыты показали, что необходимое количество составляет 5 - 10 г/кг. Введение ингибитора, не ухудшая очистки, полностью предотвратило коррозионное воздействие на основной металл стали 40Х13 (табл. 2). Содержание 5 г/кг - минимально достаточное, ограничение содержания верхнего предела 10 г/кг экономически обосновано, хотя увеличение до 11 г/кг не вызывает ухудшение процесса. Аналогичные действия оказывают другие ингибиторы из числа катапинов.
Последующие испытания в камере соляного тумана КСТ35 (режим работы - температура 35oC, циклическое распыление 5%-ного раствора NaCl 3 минуты, пауза 25 минут) показали, что образцы, обработанные предлагаемым, составом имеют более высокую коррозионную стойкость, чем обработанные раствором-прототипом.
Таким образом, обработка составом повышает эффективность пассивной пленки на нержавеющей стали (табл. 3). Обработка составом обеспечивает высокую адгезию лакокрасочного покрытия как в сухом состоянии, так и после увлажнения. Адгезия находится на уровне, который достигается специально применяемой подготовкой и несколько выше (табл. 4).
Таким образом, предлагаемый состав позволяет качественно удалять продукты коррозии с нержавеющих сталей любых марок, в том числе с пониженным содержанием хрома (≤ 13%), в изделиях любых габаритов после эксплуатации. Состав экологически чист, технология обработки проста и не требует специального оборудования, обработка составом обеспечивает высокую адгезию лакокрасочного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ УДАЛЕНИЯ ПРОДУКТОВ АТМОСФЕРНОЙ КОРРОЗИИ С ПОВЕРХНОСТИ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ | 2014 |
|
RU2560486C1 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ ПРОДУКТОВ КОРРОЗИИ НА ДЕТАЛЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1999 |
|
RU2157425C1 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ ПРОДУКТОВ КОРРОЗИИ С ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ ОЦИНКОВАННОЙ И КАДМИРОВАННОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2301286C1 |
| ПРОТИВООБЛЕДЕНИТЕЛЬНАЯ ЖИДКОСТЬ | 1993 |
|
RU2100398C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2001 |
|
RU2207401C1 |
| РАСТВОР ДЛЯ ОБРАБОТКИ МАГНИТНЫХ СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2089677C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗДЕЛИИ ИЗ МАГНИЕВОГО СПЛАВА | 2001 |
|
RU2207400C1 |
| СПОСОБ ИСПЫТАНИЯ ВЫСОКОПРОЧНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ НА СКЛОННОСТЬ К КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ | 1992 |
|
RU2011184C1 |
| ГРУНТОВКА | 1999 |
|
RU2196792C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2177055C1 |
Изобретение относится к области химической обработки металлической поверхности, в частности к составам для удаления продуктов атмосферной коррозии с поверхности нержавеющих сталей. Состав содержит, г/кг: фосфорная кислота 200 - 300, щавелевая кислота 5 - 10, поверхностно-активное вещество 1 - 6, оксид кремния 40 - 75 и вода до 1 кг. Для нержавеющих сталей с пониженным содержанием хрома ≤ 13% состав дополнительно содержит ингибитор из числа катапинов в количестве 5 - 10 г/кг. 1 з. п. ф-лы, 4 табл.
Фосфорная кислота 200 300
Щавелевая кислота 5 10
Поверхностно-активное вещество 1 6
Оксид кремния 40 75
Вода До 1 кг
2. Состав по п.1, отличающийся тем, что для нержавеющих сталей с пониженным содержанием хрома ≤ 13% он дополнительно содержит ингибитор из числа катапинов в количестве 5 10 г/кг.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Покрытия лакокрасочные | |||
| Подготовка металлических поверхностей перед окрашиванием | |||
| - М.: Госстандарт, 1980, с.20 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Металлы | |||
| Сплавы | |||
| Покрытия металлические | |||
| Методы удаления продуктов коррозии после коррозионных испытаний | |||
| - М.: Госстандарт, 1983, с.3 | |||
| Установка для получения вяжущих материалов | 1984 |
|
SU1247391A1 |
