Настоящее изобретение относится к армированным волокном пористым термопластичным листам, а точнее к армированному волокном пористому листу, способу его изготовления и композиту, отформованному из него.
Термопластичный листовой материал широко используется при изготовлении отформованных изделий. Эти листы часто армируют волокном для увеличения прочности и жесткости для многих применений. Один такой листовой материал описан в патенте США [1]. В этом патенте описана воздухопроницаемая листовая структура, состоящая из армирующих волокон, связанных с неотвержденными частицами полимерного материала, для использования в отформованных изделиях. До формования этот лист можно предварительно нагреть при помощи проникания горячего воздуха для обеспечения гомогенного нагревания всей структуры. Способ формования проницаемого листового материала, пригодного для формования, описан в патенте США [2]. В этом патенте пористый лист изготавливают укладкой или нанесением и осушением вспененной водной дисперсии дискретных волокон и неотвержденных частиц из термопластичной или термореактивной смол и высушиванием отформованного тонкого листа или холстика. Полученный в результате тонкий лист предварительно нагревают и формуют прямым прессованием или методом компрессионного формования до образования фасонного изделия на основе полимера, армированного волокном. Во время стадии предварительного нагревания до формования необходимо обеспечить доступ достаточного количества тепла, для того чтобы расплавить частицы полимера так, что они будут течь во время стадии формования. В конвекционной печи с горячим воздухом тепло, подаваемое к композитному пористому листу, зависит от потока массы нагретого воздуха через нагреваемую среду, а масса потока зависит от времени нагревания и перепада давления по листу. Эти последние два параметра связаны обратно пропорционально: низкий перепад давления требует длительного времени нагревания, а для достижения кратковременных периодов времени нагревания требуется большой перепад давления. Конструкция нагревательной печи становится значительно более сложной и дорогостоящей, когда необходимы высокие перепады давления. По экономическим причинам желательно выдерживать необходимый перепад давления ниже 10 дюймов H2O (254 мм H2O), предпочтительно ниже 6 дюймов H2O (152,4 мм H2O). Для достижения соответствующей теплопередачи к листу необходим более длительный период времени нагревания. Однако длительный период времени нагревания нежелателен по той причине, что подвергание полимеров воздействию повышенных температур ускоряет их деструкцию. Деструкция представляет собой функцию времени и температуры. Для того чтобы избежать деструкции, важно свести к минимуму время воздействия высоких температур на полимер.
Известен армированный волокном пористый лист, состоящий из хаотично расположенных волокон, скрепленных в местах перекрещивания отвержденной термопластичной смолой, обволакивающей волокна в местах перекрещивания. При этом скрепления в местах перекрещивания имеют шаровидную форму [3]. Однако указанный термопластичный лист не обладает способностью быстро и эффективно нагреваться при умеренных перепадах давления во время последующих стадий предварительного нагревания до формования.
В основу изобретения положена задача путем подбора высокомодульных волокон получить армированный волокном пористый лист, обладающий способностью быстро и эффективно нагреваться при умеренных перепадах давления до температуры равной или выше температуры плавления компонента матрицы из смолы, сохранять пористость при нагревании, обеспечивающую эффективную теплопередачу, а также повысить эффективность способа изготовления этого пористого листа за счет одновременной сушки и нагревания полимера.
Задача решена тем, что в заявляемом армированном волокном пористом листе, состоящем из хаотично расположенных волокон, соединенных в местах перекрещивания элементами скрепления в виде шарообразных капель отвержденной термопластичной обволакивающей волокна смолы, имеющих выраженную сферическую поверхность, согласно изобретению, волокна представляют собой высокомодульные волокна, выбранные из группы, состоящей из углеродного волокна, стекловолокна и арамидного волокна.
Задача также решена тем, что в способе изготовления указанного армированного волокном пористого листа, включающего смешение армирующих волокон с термопластичными волокнами, формование холста из полученной смеси хаотичных волокон, термообработку для обеспечения расплавления термопластичных волокон и скрепления волокон путем обволакивания армирующих волокон с образованием в местах перекрещивания элементов скрепления, обволакивающих армирующие волокна в виде шарообразных капель отвержденной термопластичной смолы, имеющих нечетко выраженную сферическую поверхность, и последующее охлаждение, согласно изобретению, проводят смешение 20-60 мас.% дискретных высокомодульных армирующих волокон длиной 1-8 см и 40-80 мас.% термопластичных волокон с толщиной более чем 0,5 денье и длиной 1-50 мм, при этом холст имеет массу единицы площади поверхности материала от 0,25 до 1 кг/м2.
Изобретением также является композит, отформованный из заявляемого армированного волокном пористого листа, который, согласно изобретению, имеет прочность при растяжении в диапазоне от 0,91•103 до 2,1•103 кг/см2.
Заявляемый тонкий лист является высокопористым, позволяющим осуществить быстрое нагревание при умеренных перепадах давления во время последующих стадий предварительного нагревания. Когда волокна, образующие полимерную матрицу, исходно оплавляются, полученная микроструктура дополнительно усиливает нагревательную способность, потому что структура сохраняет пористость во время последующей стадии нагревания, требуемой для формования. Кроме того, так как волокна, образующие полимерную матрицу, исходно были однородно смешаны с высокомодульными армирующими волокнами, глобулы полимерной смолы однородно и тесно перемешиваются с армирующими волокнами.
Настоящее изобретение обеспечивает получение пористого тонкого листа или листового продукта, который:
может быть изготовлен в процессе формования тонкого листа или холстика стабильной массы для получения самосвязывающегося листа, который можно далее переработать без необходимости в дорогостоящей стадии отверждения,
может быть очень быстро и эффективно нагрет при умеренных перепадах давления до температуры, равной температуре плавления полимерного компонента, или выше нее при последующей переработке,
сохраняет пористость во время процесса принудительного конвекционного нагревания, приводя в результате к очень эффективной теплоотдаче и коротким периодам времени нагревания даже в тех случаях, когда выполняют наслаивание для изготовления прочесанного холста или холстов с "базисной массой" или массой единицы поверхности материала до 2 фунт/фут2 (10 кг/м2),
не требует отдельной стадии сушки при быстром нагревании от комнатной температуры до температуры выше температуры плавления, как требуется для формования, и
является однородной смесью волокон матрицы из смолы и длинных армирующих волокон с рядом разнообразных несвязующих добавок и наполнителей как в полимерном волокне, так и в пространствах между полимерными волокнами и армирующими волокнами.
Изготовленный заявляемым способом тонкий лист обладает способностью быстро и эффективно нагреваться при умеренных перепадах давления до температуры выше температуры плавления компонента материцы из смолы. Заявляемый способ позволяет достигнуть быстрого значительного нагревания в том случае, когда материалом волокна, образующего матрицу из смолы, является конденсационный полимер. Для конденсационных полимеров существует дополнительное преимущество одновременной сушки и нагревания полимера, что дает, таким образом, возможность избежать гидролиз этих полимеров и снижение эффективности процесса или способа. И, наконец, молекулярную массу продукта можно увеличить во время переработки.
В дальнейшем изобретение поясняется подробным описанием его выполнения со ссылками на прилагаемые чертежи, на которых:
фиг. 1 представляет собой микрофотографию тонкого листа, изготовленного при помощи настоящего способа;
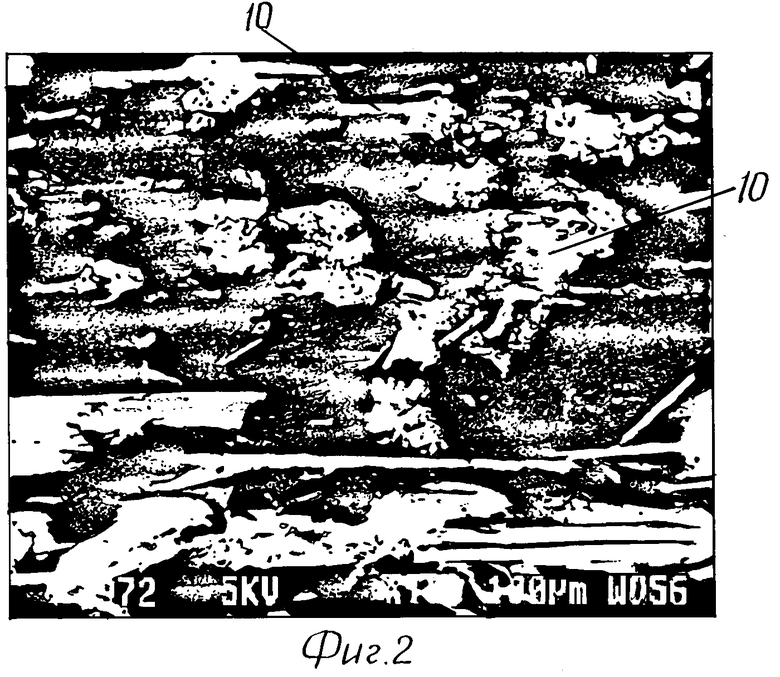
фиг. 2 представляет собой микрофотографию вида с торца тонкого листа, изготовленного при помощи настоящего способа.
Армирующим волокном может быть любое высокомодульное волокно, сложные полиэфиры и высокотемпературные нейлоны. Предпочтительным является модуль, равный, по меньшей мере, 100000 МПа. Армирующие волокна могут быть постоянной длины или могут представлять собой смесь из волокон разной длины. В основном предпочтительными являются длинные волокна с длиной в диапазоне от 1 до 8 см, т.к. они дают в результате высококачественные продукты.
Материалом волокна, образующего термопластичную матрицу, могут быть любой термопласт или комбинация нескольких пригодных для применения. Примеры соответствующих термопластов включают, но не ограничиваются, полиэтилен, полипропилен, сложные полиэфиры, сополиэфиры, ABS /акрилонитрилбутадиенстирол/, полиамиды, включающие найлон 6, Найлон 6/6, Найлон 12 и J2, полиэфирэфиркетон /PEEK/,полиэфиркетонкетон/РЕЕК/, полиметилфенилен, полиарилаты, поливинилиденфторид. Денье /весовой номер волокна - 1= 0,05 г или 0,1 текса/и длина термопластичного волокна выбраны таким образом, что объем моноволокна находится в пределах определенного диапазона, предпочтительно между 1,5•10-4 до 10•10-3 мм3, который при нагревании волокна приводит в результате к объему глобулы в диапазоне приблизительно от 1,5•10-4 до 1•10-3 мм3.который при нагревании волокна приводит в результате к объему глобулы в диапазоне приблизительно от 1,5 • 10-4 до 1•10-3 мм3 . Тогда, учитывая диапазон объема, диаметр термопластичного волокна обычно выбирают на основании экономических соображений.
Например, самым экономичным полиэфирным штапелем или штапельным волокном является волокно с 1,5 денье/элементарное волокно /DPF или Д/ЭВ/.
Для достижения объема в пределах предпочтительного диапазона соответствующими являются элементарные волокна длиной 1/4 дюйма /6,35 мм/ и 1,5 DPF. Однако для некоторых применений могут быть предпочтительными другие денье, которые будут срабатывать одинаково хорошо до тех пор, пока выдерживается диапазон объема. Вообще, предпочтительной является длина 1-50 мм и диаметр более чем 0,5 DPF.
Тонкий лист формуют при помощи любых традиционных способов, включающих способы мокрой укладки, укладки воздухом, кардный прочес и т.п. Смесь состоит из 20-60 мас. % армирующего волокна и 40-80 мас.% термопластичного волокна.
"Базисная масса" или масса единицы площади поверхности отформованного тонкого листа находится в диапазоне от 0,05-0,2 фунт/фут2 /0,25-1,0 кг/м2/. Отформованный тонкий лист пропускают через печь для конвекционного нагревания. Воздух течет перпендикулярно плоскости тонкого листа при температуре воздуха выше температуры плавления полимерных штапельных волокон, для того чтобы удалить остатки влаги и расплавить индивидуальные штапельные волокна до образования глобул, которые смачивают армирующие волокна, связывая места перекрещиваний и образуя шаровидные капли на других армирующих волокнах. Эта стадия плавления является основной для изготовления тонкого листа со значительной прочностью при растяжении, которая является достаточной для операции транспортировки, намотки и листования тонкого листа без необходимости в отдельном связующем материале. Стадия плавления также является критической для получения тонкого листа, который обладает высокой пористостью, желательной для последующего конвекционного нагревания при подготовке для формования. Пористость предпочтительно больше, чем 250 cfm /фут3/мин 0,7 м3/мин/, как измерено при помощи методики Фразера для испытания на пористость для одного листа из 60% полипропилена /40% стекловолокна с "базисной массой" 0,1 фунт/фут2 /0,5 кг/м2/ или больше чем 175 cfm /4,9 м3/мин/ для одного листа из 60% полиэтилентерефталата /40% стекловолокна с "базисной массой" 0,32 фунт/фут2 /1,6 кг/м2.
Материал затем охлаждают до температуры значительно ниже температуры плавления полимера в режиме, при котором к тонкому листу не прикладывается никакого внешнего давления, так что глобулы полимера свободно образуются под воздействием поверхностного натяжения вследствие смачивания армирующих волокон и поверхностного натяжения "воздух-полимер", так что полученный в результате тонкий лист является самонесущим, и все термопластичные глобулы хорошо прилипают к структуре.
Полученный в результате продукт - тонкий лист в особенности приспособлен к последующему принудительному конвекционному нагреванию, когда его используют в качестве материала для термического прямого прессования или компрессионного формования. При укладке в множество слоев для обеспечения соответствующей загрузочной порции для термического прямого прессования, материал обладает высокой пористостью, позволяя применить использование принудительного конвекционного нагревания при перепадах давления менее 10 дюймов H2O /254 мм H2O/ и остается пористым, оказывая сопротивление разрушению в течение всего процесса нагревания. Типичными значениями периодов времени нагревания до температуры формования для уложенных слоев этого материала с общей "базисной массой" приблизительно 0,43 фунт/фут2/2,15 кг/м2/ для полиэтилентерефталата и стекловолокна и 0,29 фунт/фут2 /1,45 кг/м2/ для полипропилена и стекловолокна являются 15-30 с.
Как упоминалось выше, когда использованной смолой является конденсационный полимер, небольшой размер глобулы индивидуальных категорий смолы позволяет осуществить одновременные сушку и нагревание, таким образом давая возможность избежать потерю молекулярной массы вследствие гидролиза без необходимости в отдельной стадии сушки. Кроме того, увеличение молекулярной массы полимерной смолы может быть достигнуто при желании при помощи нагревания в инертной атмосфере с использованием таких газов, как, например, азот, гелий, аргон и т.д.
Образованные глобулы 10 /фиг. 1/ не обязательно являются сферическими по форме, как это может подразумевать данный термин. Они скорее представляют собой комочки ранее расплавленного термопластичного материала, как можно видеть на фиг. 1. Эта фиг. отображает вид в плоскости X-Y структуры. Имеется также Z-направленность или ориентация к глобулам, как видно из фиг. 2. Вообще, глобулы обладают тенденцией к увеличению в размере в направлениях X и Y и к уменьшению в направлении Z, хотя это и необязательно. Для одновременной сушки и нагревания для конденсационных полимеров желательно, как описано выше, чтобы минимальный размер, обычно Z, был менее чем 10 мил /0,254 мм/. Если минимальный размер превышает 10 мил /0,254 мм/, внутри полимера остается некоторое количество влаги, которое приводит к гидролизу.
Пример 1.
Был изготовлен методом мокрой укладки лист, состоящий из 60 мас.% волокон из полиэтилентерефталата /PET/ длиной 0,25 дюйма /6,35 мм/; 1,5 DPF и 40 мас.% стекловолокна длиной 1 дюйм /25,4 мм/ и диаметром 13 umXX и содержащий антиоксидант в концентрации 0,50% /"Ирганокс 1010"/. Пористость листа по Герли была измерена при 323 cfm /9,04 м3/мин/ для "базисной массы" 0,101 фунт/фут2 /0,505 кг/м2/. Листы были уложены в пакет до конечной толщины 1,4 дюйма /35,56 мм/ и "базисной массы" 1,27 фунт/фут2 /6,35 кг/м2/. Полученный холст предварительно нагревали в воздухе с температурой 310oC, используя перепад давления 5,0 дюймов H2 /127 мм H2O/. Для доведения холста до температуры формования потребовалось время нагревания 30 с. Затем холст формовали в стандартной форме типа камеры с уменьшенными размерами для проверки качества. Конечное значение прочности при растяжении составляло 29290 кфунт/дюйм2 /2050,3•103кг/см2, модуль при растяжении был равен 1963000 фунт/дюйм2 /137410 кг/см2/, а относительное удлинение при разрыве составляло 2,01%. Молекулярная масса увеличилась с 21698 первоначального значения до конечного значения 22144.
Пример 2.
Был изготовлен методом мокрой укладки лист, состоящий из 60 мас.% волокон из полиэтилентерефталата /PET/ длиной 0,25 дюйма /6,35 мм/; 1,5 DPF и 40 мас. % стекловолокна длиной 1 дюйм /25,4 мм/ и диаметром 13umxx, и не содержащий антиоксиданта. Пористость листа была измерена при 257,5 cfm /0,87 кг/м2/. Листы были уложены в пакет до конечной толщины 1,8 дюйма /45,72 мм/ и "базисной массы" 1,27 фунт/фут2 /6,35 кг/м2/. Никакого предварительного нагревания холста не выполняли, поэтому смола оставалась в форме волокна. Холст нагревали в воздухе с температурой 300oC, используя перепад давления 5,0 дюймов H2O ( xx элементарных волокон )/127 мм H2O/. Для доведения холста до температуры формования потребовалось время нагревания 125 с. Затем холст формовали в стандартной форме типа камеры с уменьшенными размерами для проверки качества. Конечное значение прочности при растяжении составляло 19650 кфунт/дюйм2/1365,5•103 кг/см2/, а относительное удлинение при разрыве составляло 1,76%. Молекулярная масса вначале была равна 19724, а после формования 27400. Деталь не заполняла форму полностью, что указывало на тот факт, что 125с было в действительности недостаточно для того, чтобы нагреть весь холст.
Пример 3.
Был изготовлен методом мокрой укладки лист, состоящий из 59,4 мас.% полипропиленовых волокон длиной 0,39 дюйма /9,9 мм/ и 5 DPF, и 40 мас.% стекловолокна длиной 1 дюйм /25,4 мм/ и диаметром 13 um, и содержащий антиоксидант в концентрации 0,25% /"Эркюль"/. Пористость листа была измерена при 290 cfm 8,12 м3/мин/ для "базисной массы" 0,093 фунт/фут2 /0,46 кг/м2. Холст предварительно нагревали до получения описанной выше морфологии, т.е. в глобулах присутствовала смола. Холст нагревали в воздухе с температурой 232oC, используя перепад давления 5,0 дюймов H2O /127 мм H2O/. Для доведения холста до температуры формования потребовалось время нагревания 15с. Затем холст формовали в стандартной форме типа камеры с уменьшенными размерами для проверки качества. Конечное значение прочности при растяжении составляло 13760 кфунт/дюйма2 /963,2•103 кг/см2/, модуль при растяжении был равен 821000 фунт/дюйм2 /57470 кг/см2/, а относительное удлинение при разрыве составляло 2,96%.
Пример 4.
Был изготовлен методом мокрой укладки лист, состоящий из 60 мас.% волокон из полиэтилентерефталата длиной 0,25 дюйма (6,35 мм) и 1,5 DPF и 40 мас.% стекловолокна длиной 1 дюйм (25,4 мм) и диаметром 13 um, не содержащий антиоксиданта. Лист нагревали в атмосфере азота при температуре 300oC, причем струя азота подавалась через лист перпендикулярно к его плоскости при скорости 90 фут/мин (27,4 м/мин) в течение 300 с. Молекулярная масса увеличивалась от исходного значения 18000 до конечного 62000.
В вышеприведенных примерах давление формы составляло типично 2000 фунт/дюйм2 (140 кг/см2). В случае полиэтилентерефталата (PET) температура формы находилась в диапазоне 150-160oC, а время смыкания формы составляло приблизительно 45 с. Масса материала колебалась в диапазоне 50-60oC, а время смыкания формы составляло приблизительно 30 с. Испытание композитов, отформованных из армированного волокном пористого листа, показали, что они характеризуются прочностью при растяжении от 0,91•103 до 2,1•103 кг/см2.
Сущность изобретения: армированный волокном пористый лист состоит из хаотично расположенных волокон, соединенных в местах перекрещивания элементами скрепления в виде шарообразных капель отвержденной термопластичной обволакивающей волокна смолы, имеющих нечетко выраженную сферическую поверхность. При этом волокна представляют собой высокомодульные волокна, выбранные из углеродного волокна, стекловолокна или арамидного волокна. Способ изготовления указанного пористого листа включает смешение армирующих волокон с термопластичными волокнами, формование холста из полученной смеси хаотичных волокон, термообработку и скрепление волокон с образованием в местах перекрещивания элементов скрепления, обволакивающих армирующие волокна в виде шарообразных капель отвержденной термопластичной смолы, и последующее охлаждение. При этом проводят смешение 20-60 мас.% дискретных высокомодульных армирующих волокон длиной 1-8 см и 40-80 мас.% термопластичных волокон с толщиной более чем 0,5 денье и длиной 1-50 мм, при этом холст имеет массу единицы площади поверхности материала от 0,25 до 1 кг/м2. Отформованный из заявляемого пористого листа композит имеет прочность при растяжении в диапазоне от 0,91•103 до 2,1•103 кг/см2. 3 с. п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент N 4734321, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент N 4982114, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент N 4083913, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
