Изобретение относится к способу непрерывного формования для получения разных длинных связей, элементов усиления, панелей и рам, изготовленных из композитных материалов, в котором устройство для формования значительно меньше длины изготовленных деталей.
Современные доступные способы изготовления длинных композитных конструкций, таких как связи, элементы усиления, панели и рамы разных поперечных сечений, представляют собой формование в автоклаве или переработку способом получения одноосноориентированного волокнистого пластика. Процесс в автоклаве связан с применением оснастки в виде пуансона или матрицы желаемых формы и длины. После того, как закончено получение необходимой заготовки в оснастке с использованием однонаправленной ленты, тканой ткани или другого материала, заготовку помещают в вакуумный мешок и в автоклав, в котором ее нагревают до температуры плавления смолы. Затем внутри автоклава к всей детали прикладывают давление, и это давление поддерживают до тех пор, пока деталь не охладится в достаточной степени, чтобы она приняла конфигурацию формы или оснастки без применения какого-либо давления. На этой стадии давление снимают, и деталь удаляют из автоклава.
Хотя этим способом можно получать вполне пригодные детали, он имеет ряд недостатков. Оснастка должна быть такой же длины, как и получаемая деталь, то есть при изготовлении детали длиной 15 м форма должна иметь длину, по меньшей мере равную 15,24 м. Форма такого размера может быть очень дорогой.
Так как вся деталь нагревается и находится в автоклаве под давлением, оборудование должно быть достаточно большим, для того чтобы вместить всю форму. При крупногабаритной детали работа на таком оборудовании потребует больших расходов, а нагревание и охлаждение всего автоклава будут также весьма дороги.
Нагревание и охлаждение крупногабаритного автоклава требует большого времени, что снижает производительность и повышает стоимость изготовления.
Производство длинных деталей с одноосноориентированным волокнистым пластиком связано с трудностями и ограничениями. В этом способе используют металлическую фильеру для изготовления одноосноориентированных деталей, имеющую отверстие той же конфигурации, что и желаемое поперечное сечение получаемой детали. Материал представляет собой пропитанные смолой пучки волокна. Этот материал сначала нагревают до температуры плавления смолы. Затем его непрерывно протягивают через отверстие фильеры. В это время деталь охлаждается и в момент выхода из фильеры она отверждается, принимая необходимую форму. Хотя этот процесс очень экономичен, вследствие скорости переработки одноосноориентированного пластика он имеет серьезные ограничения,
Для достижения максимальной прочности конструкторы предпочитают использовать высокое содержание волокна (60-70%), так как именно волокна несут большую часть нагрузки. По этой же причине конструкторы предпочитают, чтобы большой процент волокон был ориентирован в направлении основной эксплуатационной нагрузки детали. Это означает, что большая часть волокон расположена под углом или перпендикулярно к длине детали. Такую ориентацию волокна очень трудно или невозможно получить в способе получения одноосноориентированного пластика, поэтому полученные этим способом детали содержат большую часть волокон, расположенных продольно внутри детали, что резко ограничивает прочность в других направлениях.
Для достижения максимальной прочности деталь из композита должна быть хорошо уплотнена, то есть она должна иметь минимальные количество пустот и пористость. Этого можно достигнуть, прикладывая во время формования давление значительной величины, когда смола все еще находится в расплавленном состоянии. Такое давление нельзя приложить к детали при использовании данной технологии. Во время переработки материал протягивается через фильеру одноосной ориентации и контактирует с внутренней стенкой отверстия и скользит по ней. Это приводит к трению между двумя поверхностями. Большое давление на материал (которое необходимо для хорошего уплотнения) приводит к большому трению, затрудняя протягивание композитного материала через фильеру, и вызывает обрыв волокна и остановку процесса. Специалисты в этой области пытаются решить эту проблему введением большого количества волокон в продольном направлении и использованием повышенного содержания смолы для компенсации скольжения между поверхностью фильеры и перерабатываемым материалом. Кроме того, проблема трения ограничивает возможность размещения волокон под углом или перпендикулярно детали во время переработки.
Изобретение предусматривает нагревание продолговатого композита на основе армированной волокном термопластичной смолы до температуры, приблизительно равной точке плавления смолы, с последующим протягиванием композита через группу холостых вытяжных цилиндров, расположенных таким образом, чтобы по возможности получить практическую точную форму без морщин или наплывов.
Так как композит протягивается насквозь, а не прессуется и не выжимается валками, его можно отформовать до практически точной формы относительно его продольной оси без морщин и наплывов. Затем при сходе композита с формующих валков он сразу подается к сопряженным металлическим матрице и перемещающемуся возвратно-поступательно с высокой скоростью пуансону, имеющим необходимые геометрию и размеры поперечного сечения. При протягивании материала на этой стадии движущийся с высокой скоростью возвратно-поступательный пуансон прикладывает импульсы давления к композиту, формуя его до окончательных формы и размеров. При этом деталь также охлаждается отводом тепла на металлические матрицу и пуансон или при помощи дополнительных охлаждающих устройств (например, холодный воздух или вода, протекающие через матрицу), так как при выходе материала из металлических матрицы и пуансона он достаточно охлажден, чтобы сохранить форму сопряженных металлических матрицы и пуансона без какой-либо дополнительной опоры.
Подходящие термопластичные смолы - например, сложные полиэфиры, полиамиды, сополиамиды, полиолефины и полиэфиркетонкетон (ПЭКК) как аморфный, так и полукристаллический. Полиэфиркетонкетон состоит из повторяющихся звеньев (как описано в патенте США N 4937135) из 1,4-фениленовых групп (Т, терефталильные группы) и 1,3-фениленовых групп (l, изофталильных групп), соотношение T:l составляет от 50:50 до 80:20, предпочтительно от 60:40 до 70:30. Полиэфиркетонкетон (ПЭКК) "Стабар" фирмы "Ай. Си.Ай", полиэфиримид (ПЭИ) "Ультем" фирмы "Дженерэл электрик" и полиэфирсульфон (ПЭС) "Радел" X фирмы "Амоко". Пригодными для армирования термопластичной смолы волокнами являются углеродные волокна, арамидное волокно и стекловолокно.
Применение изобретения не ограничивается указанными смолами и волокнами.
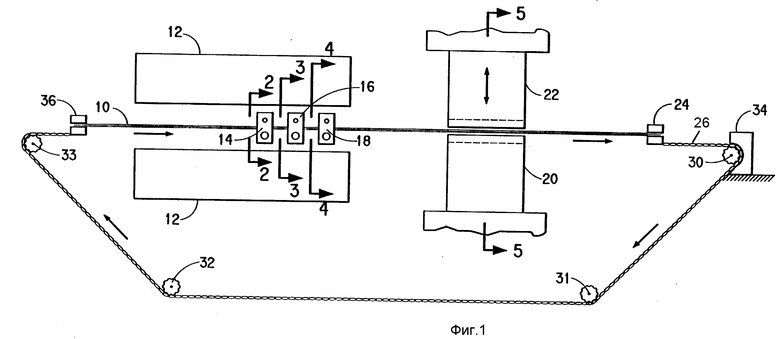
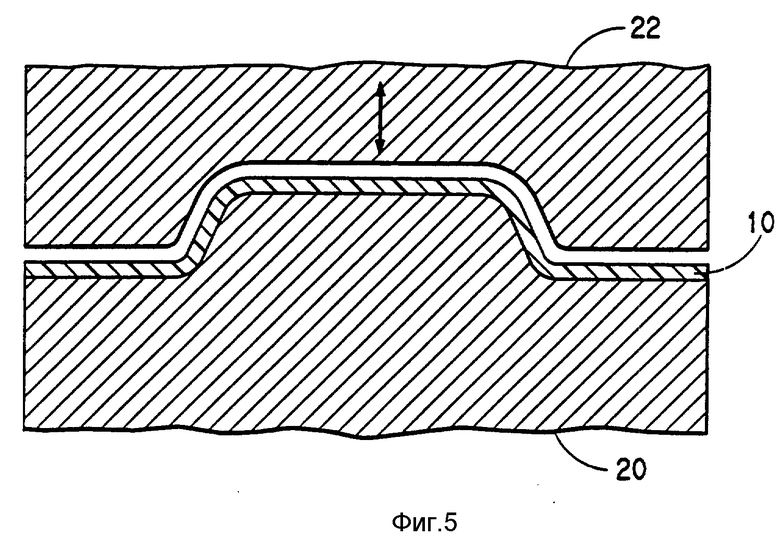
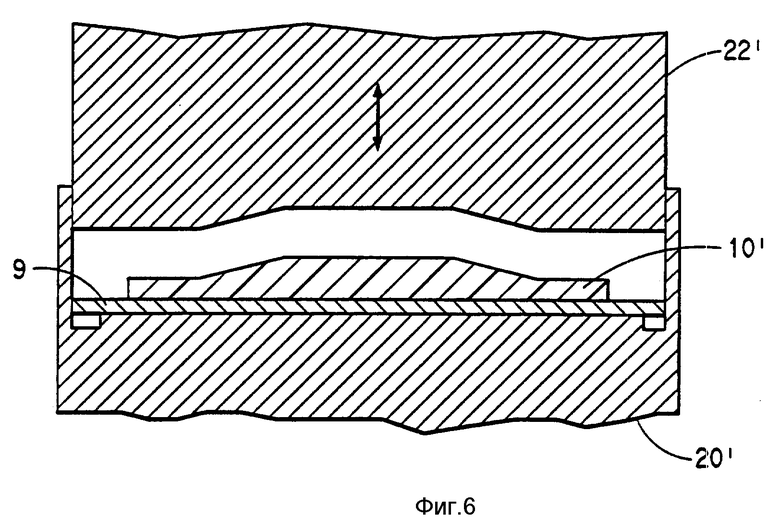
На фиг. 1 схематически изображено устройство, используемое при осуществлении изобретения; на фиг. 2 представлено сечение 2-2 на фиг. 1; на фиг. 3 - сечение 3-3 на фиг. 1; на фиг. 4 - сечение 4-4 на фиг. 1; на фиг. 5 - сечение 5-5 на фиг. 1 композита грибовидного профиля при проходе через пуансон и матрицу (увеличено); на фиг. 6 - поперечное сечение композита, перемещаемого через пуансон и матрицу на носителе.
В варианте, выбранном для целей иллюстрации, продолговатый армированный волокном композит 10 протягивается с заданной скоростью через печь 12 (например, инфракрасные панели Casso-Solar), затем через три группы валков 14, 16 и 18 и сопряженные матрицы 20 и возвратно-поступательный пуансон 22 при помощи зажимного устройства 24, прикрепленного к одному концу композита 10. Зажимное устройство 24 прикреплено к цепи 26, установленной на звездочках 30, 31, 32 и 33, и соединено с зажимным устройством 36, присоединенным к противоположному концу композита 10. Положение звездочки 33 можно регулировать для поддержания необходимого натяжения цепи 26. Звездочка 30 приводится в движение от зубчатого вариатора 34.
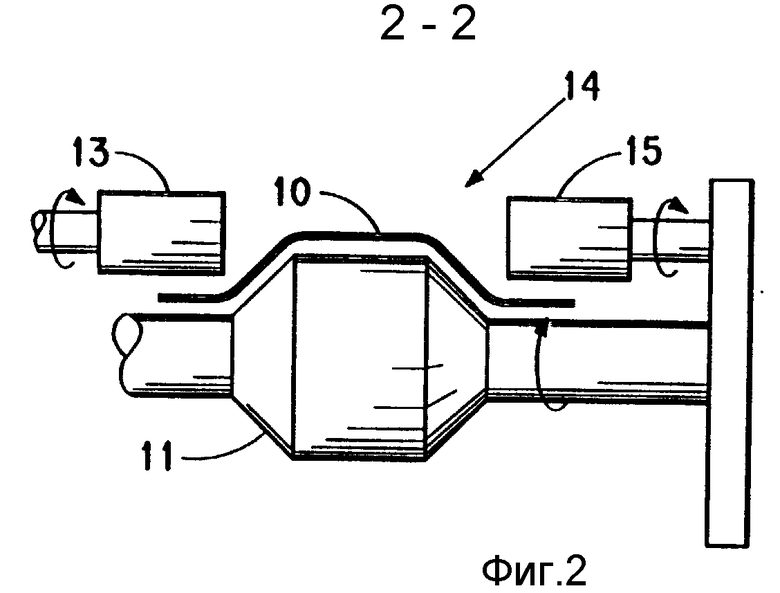
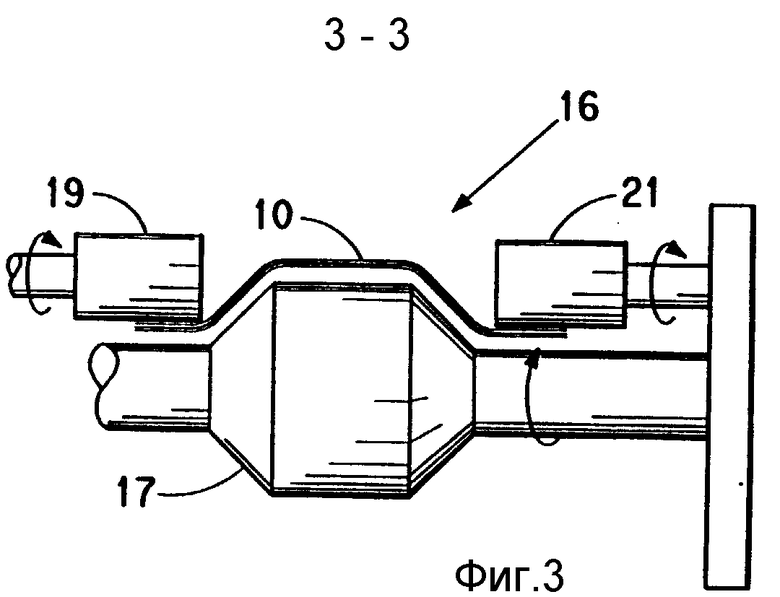
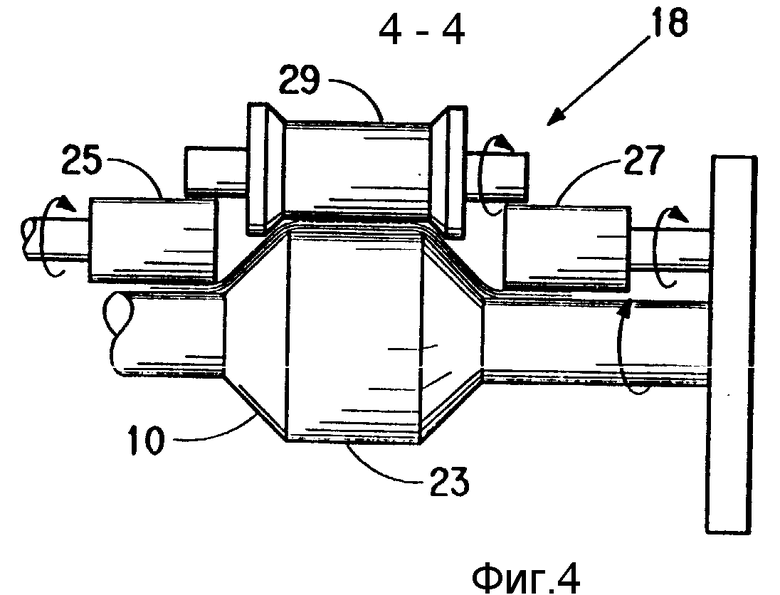
Три группы валков 14, 16, 18 расположены для образования практически точной формы (поперечного сечения относительно продольной оси) продолговатого композитного материала 10. В частности, как показано на фиг. 2-4, композит 10 после нагревания в печи 12 до температуры, приблизительно равной точке плавления смоляной матрицы, образующей композит, формируется протягиванием через валки 11, 13, 15 (фиг. 2) в приблизительно грибовидное поперечное сечение. Затем при протягивании через следующую группу 16 валков 17, 19, 21 композит, все еще находящийся в расплавленном состоянии, приобретает форму, более близкую к необходимому поперечному сечению (фиг. 3). На фиг. 4 видно, что расплавленный композит при протягивании через группу валков 18, состоящую из валков 23, 25, 27, 29, достигает почти практически точной грибовидной формы. Независимо вращающиеся валки сводят к минимуму проскальзывания композита 10 относительно поверхности валков, как показано на фиг. 4. Валки вращаются приблизительно с одинаковой линейной скоростью для сведения к минимуму проскальзывания. И, наконец, композит протягивается через сопряженные матрицу 20 и высокоскоростной возвратно-поступательный пуансон 22, который прикладывает импульсы давления к композиту, формуя его в окончательную форму и до окончательного размера (фиг. 5). Пуансон и матрица служат теплоотводами, охлаждая композит от его расплавленного состояния до отвержденной формы, при которой он сохраняет приданную ему форму без дополнительной опоры.
Теплоотвод от композита в любом случае подбирается на практике для обеспечения его охлаждения, достаточного для формостабильности при выходе из формы. Режим охлаждения определяется параметрами детали. Имеется множество устройств, состоящих из перемещающегося возвратно-поступательно пуансона и матрицы, которые могут успешно использоваться с этой целью. Одно из таких устройств представляет собой вырубной пресс усилием 45 т (длина хода 20 мм, 150-1000 ходов/мин), модель В-45 фирмы "Минстер".
Под действием повторяющихся ударов пуансона 22 композит мгновенно удерживается от поступательного перемещения. В то же время между цепью и звездочкой, несущими зажим, имеется достаточный зазор для воспринятия этого мгновенного сжатия композита без его повреждения.
Пример. В серии экспериментов с использованием устройства, аналогичного показанному на фиг. 1, грибовидные композитные изделия формуются с использованием 22 слоев из ПЭКК с углеродным волокном (толщиной около 2,5 мм). Удовлетворительно отформованные сечения (толщиной около 2,5 мм) были получены при температуре печи 700+25oF или 371,11+3,89oC и скоростях протяжки 1,219 м/мин при скорости пуансона в диапазоне примерно 275-300 ходов/мин.
Если скорость пуансона занижена, деталь защемляется и удерживается дольше, а затем перемещается неровно (толчками), что может повредить систему протяжки. При заниженной скорости системы протяжки композит охлаждается до подхода к формующей матрице, и может произойти трещинообразование в композите. С другой стороны, при завышенной скорости композита он выходит из матрицы до того, как центр слоеной заготовки успеет охладиться, что приводит к разуплотнению или нестабильности формы детали.
Предпочтительным является отношение скорости хода к скорости протяжки, которое обеспечивает длину перемещения около 6,35 мм на ход. Однако оно зависит от толщины композита, причем для более толстых деталей требуется меньшая длина перемещения за один ход. Таким образом, скорость протяжки пропорциональна длине матрицы и обратно пропорциональна толщине композита.
В другом варианте осуществления изобретения композит формуют в профиль без использования трех групп валков 14, 16 и 18. В частности, как показано на фиг. 6, после нагревания композита 10', например, в виде листа ровного или неровного поперечного сечения композит перемещается на несущей плите 9 через матрицу 20' и возвратно-поступательный пуансон 22'. В этом примере плита 9 соединена с зажимами 24 и 36 (фиг. 1). Несущая плита 9 также служит в качестве устройства для расположения композитного материала в поперечном направлении в том случае, если деталь с неравнотолщинным поперечным сечением проходит через пуансон и матрицу для уплотнения. Так как композит в нагретом состоянии является очень мягким и пластичным материалом при его входе в пуансон и матрицу, материал обладает недостаточной поперечной жесткостью, и он не может самостоятельно укладываться под пуансон. Поэтому композит 10 прижат к несущей плите 9, а кромки плиты используются для точного размещения композита относительно пуансона и матрицы.
Изобретение относится к способам непрерывного формования длинных композитных конструкционных профилей. Сущность изобретения: сначала изготавливают пакет из однонаправленной ленты или ткани, затем материал нагревают для размягчения смолы, затем его протягивают через группу валков, а затем через сопряженные металлические матрицу и быстро перемещающийся в возвратно-поступательном направлении пуансон, что позволяет осуществить формование окончательной конфигурации или профиля. По мере того, как материал протягивается через область сопряженных металлических матрицы и пуансона, он охлаждается за счет отвода тепла от матрицы или пуансона, так что когда деталь выходит из области матрицы и пуансона она достаточно охлаждена, чтобы сохранить желаемую конфигурацию или профиль. Быстро перемещающийся в возвратно-поступательном направлении пуансон позволяет осуществлять непрерывное протягивание детали. 2 с. и. 9 з.п. ф-лы, 6 ил.