Изобретение относится к оборудованию для производства гибких рулонных материалов с одно- или двухсторонним покрытием и может быть использовано в резинотехнической промышленности, а также при производстве искусственных кож, в бумажной промышленности и т.п.
Известно устройство для двухстороннего нанесения состава на ленточный материал, включающее направляющие валки, ракельное устройство из двух ножей и сушильную камеру (1).
В известном устройстве состав наносится одновременно на обе стороны материала, что не позволяет производить одностороннее нанесение состава и нанесение прерывистых покрытий.
Известно устройство для нанесения покрытий, содержащее приводной наносящий валок (2).
В известном устройстве осуществляется форматное нанесение покрытия чередующимися участками, что не позволяет наносить состав непрерывно на длинномерный рулонный материал.
Наиболее близким к предлагаемому изобретению по технической сущности, достигаемому результату и по совокупности существенных признаков является устройство для нанесения покрытия на рулонный материал (3).
Это устройство содержит установленные на раме обогреваемый механизм нанесения состава, калибрующие валки для равномерного распределения его по материалу, каждый из которых обогреваемый, механизм привода и перемещения калибрующего валка, узел отклонения материала, направляющие ролики, размоточный и приводной намоточный барабаны.
Известное устройство осуществляет нанесение покрытия на движущийся рулонный материал путем его погружения в текучее вещество, поэтому покрытие наносится одновременно на обе стороны материала, что не позволяет производить одностороннее нанесение. Для осуществления покрытия чередующимися по длине участками в известном устройстве необходимо каждый раз перемещать материал отклоняющим механизмом, а при необходимости пропуска участка на материале потребуется удалять остатки текучего вещества из полости, образуемой отклоняющим роликом с материалом. Нагрев валков в известном устройстве термоэлектрическими нагревателями имеет инерционность теплового потока, так как сам термоэлектрический нагреватель по конструкции имеет инерционность нагрева, и установка его по оси валка включает дополнительно инерционность прогрева материала, разграничивающего нагреватель и поверхность валка, что повышает расход электроэнергии.
Техническая задача, решаемая предлагаемым изобретением, состоит в расширении технологических возможностей оборудования. Технический результат выражается в возможности производить качественное нанесение покрытия на рулонный материал с обеспечением нанесения покрытия чередующимися в любой комбинации участками на одну или (и) другую сторону. Состав покрытия второй стороны может отличаться от состава покрытия первой стороны.
Технический результат достигается тем, что предлагаемое устройство включает установленные на раме обогреваемый механизм нанесения состава, калибрующие валки для равномерного распределения его по материалу, по крайней мере один из которых обогреваемый, механизмы привода и перемещения калибрующего валка, узел отклонения материала, направляющие ролики, размоточный и приводной намоточный барабаны.
Отличительными признаками от прототипа является выполнение в предлагаемом устройстве механизма нанесения состава в виде наносяще-калибрующего валка с раклей и приспособлением, регулирующим зазор ее относительно валка, причем валок установлен на неподвижной оси с дисками внутри валка, на которых закреплены с внутренней поверхности валка инфракрасные излучатели, а для изменения угла охвата наносяще-калибрующего валка материалом смонтирован поворотный вокруг валка ролик, кроме того отклоняющий узел имеет размещенный на подвижной от привода рамке ролик, причем рамка охватывает по торцам калибрующий валок в момент взаимодействия его с наносяще-калибрующим валком.
Кроме того, на раме дополнительно установлены механизм нанесения состава, поворотный ролик, калибрующий валок, механизм привода калибрующего валка, узел отклонения материала, направляющие ролики, а конструктивное выполнение всех перечисленных материалов и узлов аналогично соответствующим механизмам и узлам нанесения покрытия на первую сторону, причем дополнительные механизмы разделены от основных зоной, обеспечивающей сушку и охлаждение покрытия перед вторым нанесением покрытия.
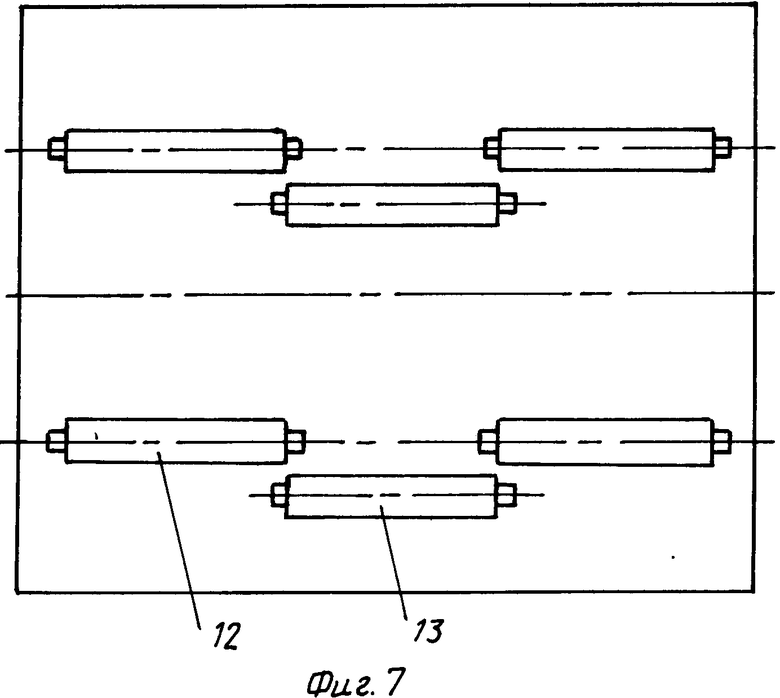
При этом инфракрасные излучатели установлены вдоль валка рядами возможно ближе к внутренней поверхности валка, причем каждый последующий ряд смещен относительно предыдущего по длине окружности расположения центров излучателей по крайней мере не менее, чем на диаметр излучателя, а излучатели последующего ряда расположены в промежутках между излучателями предыдущего ряда без образования зазора по торцам между излучающими поверхностями.
Кроме того, отклоняющий ролик выполнен из набора втулок, свободно вращающихся на неподвижной оси.
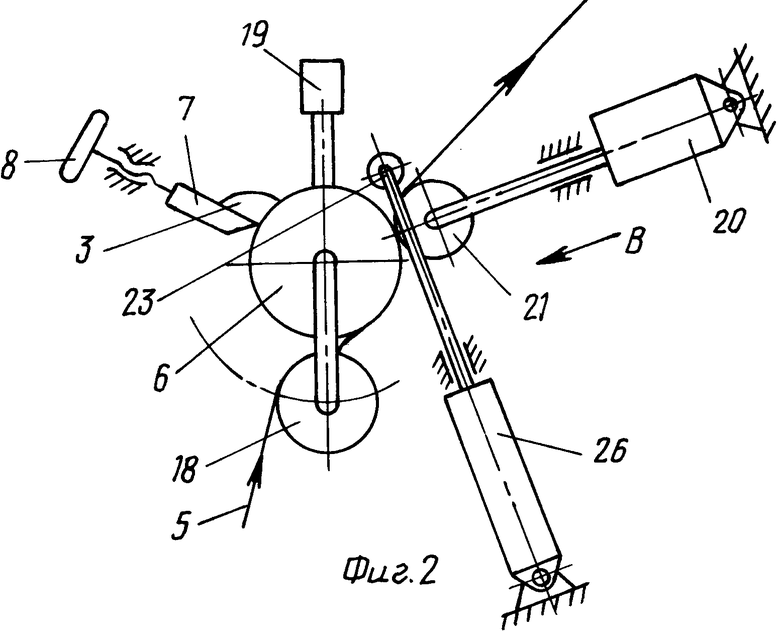
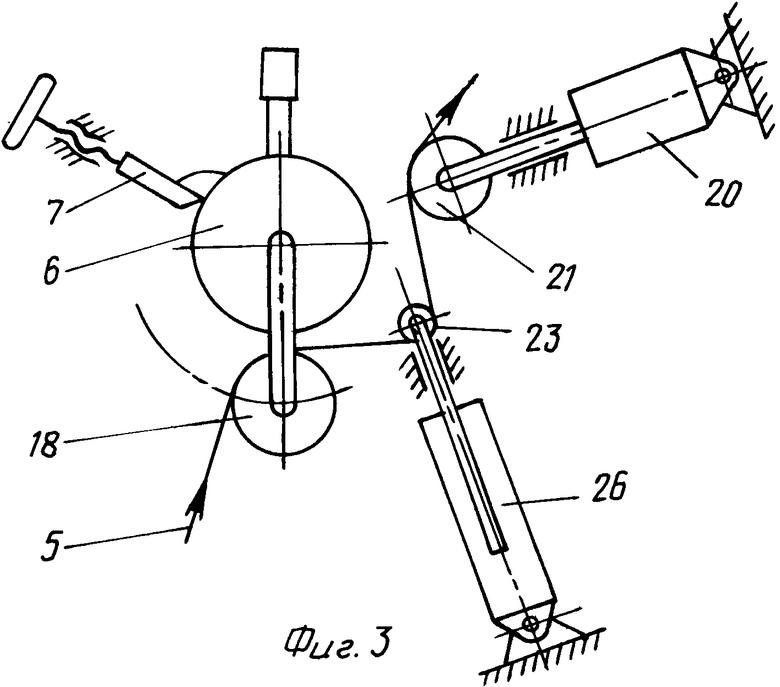
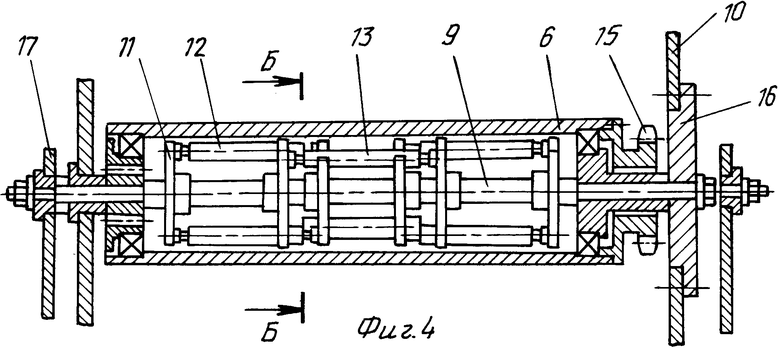
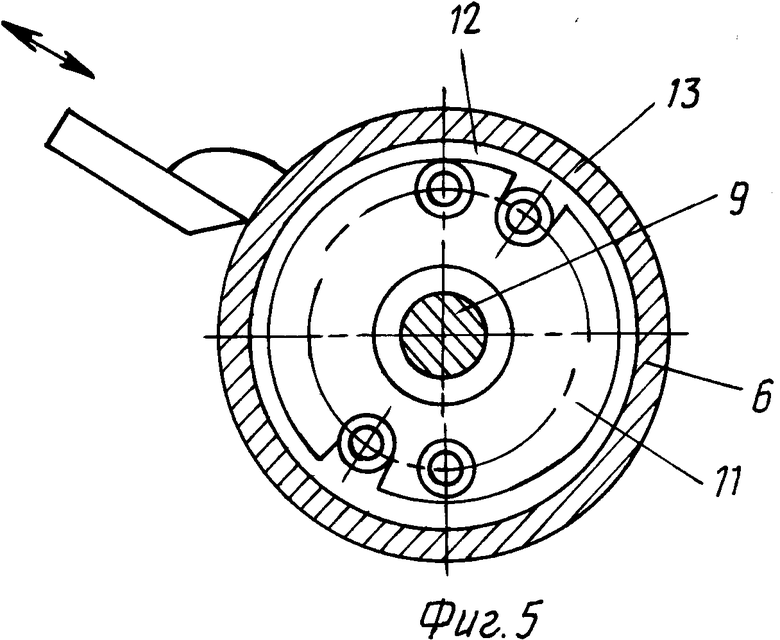
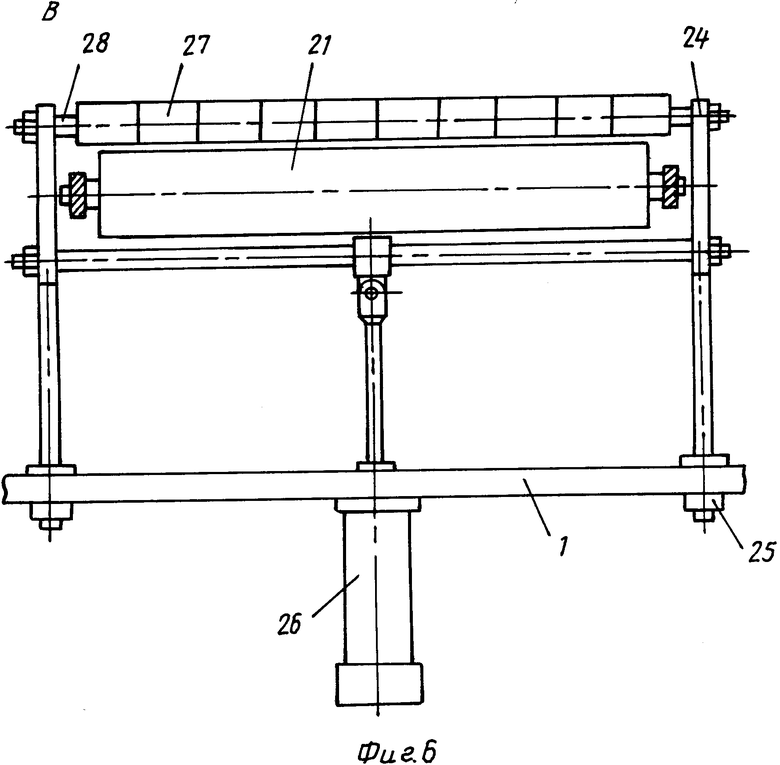
На фиг. 1 показана схема предлагаемого устройства; на фиг. 2 схема механизма нанесения покрытия в рабочем положении (узел А на фиг. 1); на фиг. 3 схема механизма нанесения покрытия в случае пропуска нанесения с одной из сторон материала; на фиг. 4 разрез по наносяще-калибрующему валку; на фиг. 5 разрез Б-Б на фиг. 4; на фиг. 6 вид В на фиг. 2; на фиг. 7 схема расположения излучателей относительно развертки поверхности наносяще-калибрующего валка.
Устройство для нанесения покрытия на рулонный материал содержит установленные на раме 1 обогреваемую емкость 2 для покрывающего состава 3, например, термопластичного клея, и привод 4 перемещения материала 5 (ткань, бумага). На раме 1 смонтирован также механизм нанесения состава 3, выполненный в виде наносяще-калибрующего валка 6 с раклей 7, по всей ширине валка 6. Положение ракли 7 относительно валка 6 регулируется винтовыми механизмами 8. Валок 6 состоит из неподвижной оси 9, установленной в опорах 10. На оси 9 закреплены диски 11, на которых внутри валка 6 смонтированы инфракрасные излучатели 12 и 13, например, кварцевые галогенные лампы. Причем излучатели 13, установленные в последующем ряду относительно излучателей 12, смещены по окружности расположения центров излучателей на расстояние, равное или большее, чем диаметр излучателя. При этом излучатели последующего ряда расположены по длине валка 6 в промежутках между излучателями предыдущего ряда для исключения зазора между излучающими поверхностями.
Привод валка 6 осуществляется цепной передачей 14 через звездочку 15. Для удобства монтажа валка 6 в сборе в опоре 10 закреплен съемный фланец 16.
На оси 9 установлены поворотные рычаги 17, на которых размерен ролик 18, изменяющий угол охвата валка 6 материалом 5 с помощью винтового механизма (не показан).
Валок 6 оснащен датчиком 19 температуры, выполненным в виде термоэлектрического преобразователя.
На раме 1 с возможностью прижима к валу 6 от привода 20 установлен калибрующий валок 21 для равномерного распределения состава 3 по материалу 5 определенной стабильной толщины. Регулировка усилия прижима валка 21 производится с помощью устройства 22.
Для изменения траектории движения материала 5 на раме 1 смонтирован отклоняющий узел, состоящий из ролика 23, установленного на рамке 24, которая имеет возможность перемещаться во втулках 25 от привода 26. Внутренний размер по ширине рамки 24 больше длины оси калибрующего валка 21 для того, чтобы валок 21 имел возможность располагаться внутри рамки 24 в момент взаимодействия валка 21 с наносяще-калибрующим валком 6.
Для компенсации неравномерной вытяжки и перекоса материала 5 ролик 23 выполнен из набора втулок 27, свободно вращающихся на неподвижной оси 28.
Устройство имеет установленные на раме 1 барабан размотки 29 материала 5, направляющие ролики 30, барабан 31 размотки защитной прокладки, валики 32 прижима прокладки к материалу 5 и барабан намотки 33 материала 5.
Для нанесения покрытия на вторую сторону материала 5 на раме 1 установлены емкость 34 для состава 3, поворотный ролик 35, наносяще-калибрующий валок 36 с раклей 37, калибрующий валок 38, механизм привода 39 калибрующего валка 38, отклоняющий ролик 40, барабан 41 размотки защитной прокладки и валики 42 прижима прокладки к материалу 5, аналогичные по конструкции емкости 2, поворотному ролику 18, наносяще-калибрующему валку 6 с раклей 7, калибрующему валку 21, механизму привода 20, отклоняющему ролику 23, барабану 31 и валикам 32.
Устройство работает следующим образом.
Материал 5 в рулоне с заправочным концом устанавливают на барабане размотки 29. Пропускают заправочный конец через поворотный ролик 18, отклоняющий ролик 23, валок 21 и далее на направляющие ролики 30 и валики 32. Отклоняющий ролик 23 и валок 21 при этом отведены с помощью соответствующих приводов 26 и 30 от наносяще-калибрующего валка 6. Привод 4 вращения валка 6 и обогрев валка 6 инфракрасными излучателями 12 и 13 включены. Покрывающий состав 3 подается из емкости 2 на раклю 7 и равномерно покрывает поверхнсоть валка 6, что достигается регулировкой зазора между валком 6 и раклей 7 с помощью винтовых механизмов 8. При этом заправочный конец движется, не соприкасаясь с поверхностью наносяще-калибрующего валка 6. Независимое друг от друга вращение втулок 27 на оси 28 обеспечивает компенсацию неравномерной вытяжки и перекоса заправочного конца.
Далее заправочный конец пропускается через аналогичные узлы и механизмы нанесения покрывающего состава со второй стороны материала 5, а затем через валики 42 заправочный конец подается к барабану намотки 33.
С помощью заправочного конца через узлы и механизмы устройства с размоточного барабана 29 протягивается материал 5. При этом в момент достижения началом материала 5 поворотного ролика 18 с помощью привода 26 перемещается вверх отклоняющий ролик 23, а затем калибрующий валок 21 от привода 20 прижимается к наносяще-калибрующему валку 6, располагаясь внутри рамки 24, на которой установлен отклоняющий ролик 23. Поворотным роликом 18 устанавливают угол контакта материала 5 с наносящим валком 6, а с помощью регулировочного устройства 22 устанавливают усилие прижима валка 21 к валку 6 для обеспечения заданного калибра наносимого состава 3 покрытия. Происходит нанесение покрывающего состава 3 с поверхности валка 6 на первую сторону материала 5.
С барабана 31 размотки подается защитная прокладка, которая прижимается к материалу 5 валиками 32 со стороны нанесенного покрытия. При транспортировании материала 5 от валиков 32 до поворотного ролика 35 происходит сушка и охлаждение нанесенного покрытия.
В момент достижения началом материала 5 поворотного ролика 35 перемещается вверх отклоняющий ролик 40, а затем прижимается к наносяще-калибрующему валку 36 калибрующий валок 38. Происходит нанесение покрывающего состава на вторую сторону материала 3.
С барабана 41 размотки подается защитная прокладка, которая валиками 42 прижимается к материалу 5 со стороны нанесенного покрытия. Далее материал 5 с двухсторонним покрытием и прокладками подается на барабан намотки 33 и заматывается в рулон. Заправочный конец удаляют.
В случае необходимости пропуска участка нанесения или при необходимости одностороннего покрытия от соответствующего наносяще-калибрующего валка 6 или 36 отводится калибрующий валок 21 или 38, а затем материал 5 отклоняющим роликом 23 или 40 выводится из соприкосновения с наносяще-калибрующим валком 6 или 36. Нанесение покрывающего состава на ту или иную сторону материала 5 не происходит, но обогреваемый наносяще-калибрующий валок 6 или 36 вращается и равномерно покрывается наносящим составом, находясь в состоянии, готовом к нанесению покрывающего состава.
Предложенная конструкция позволяет производить качественное нанесение покрытия на рулонный материал с обеспечением нанесения покрытия чередующимися в любой комбинации участками на одну или (и) другую сторону. Изготовление предложенного устройства производится на обычном металлообрабатывающем оборудовании и не требует применения специальной оснастки. Нагрев валков обеспечивается доступными инфракрасными излучателями галогенными кварцевыми лампами.
Изобретение относится к оборудованию для производства гибких рулонных материалов с одно- или двухсторонним покрытием и может быть использовано в резинотехнической промышленности, а также при производстве искусственных кож, в бумажной промышленности и т.п. Сущность изобретения механизм нанесения состава выполнен в виде наносяще-калибрующего валка 6 с раклей 7 и приспособлением, регулирующим зазор ее относительно валка, который установлен на неподвижной оси 9 с дисками 11 внутри него. На дисках 11 закреплены с внутренней поверхности валка инфоракрасные излучатели 12 и 13. На неподвижной оси 9 также смонтирован на рычагах 17 ролик 18, поворотный от привода вокруг наносяще-калибрующего валка, изменяющий при повороте угол охвата валка материалом. Отклоняющий узел имеет размещенный на подвижной от привода рамке 24 ролик 23. Рамка 24 охватывает по торцам калибрующий валок 21 в момент взаимодействия его с наносяще-калибрующим валком 6. Для нанесения покрытия на вторую сторону материала на раме дополнительно установлены механизмы и узлы, аналогичные соответствующим механизмам и узлам нанесения покрытия на первую сторону. Дополнительные механизмы разделены от основных зоной, обеспечивающей сушку и охлаждение покрытия перед вторым нанесением. 3 з.п. ф-лы, 7 ил. 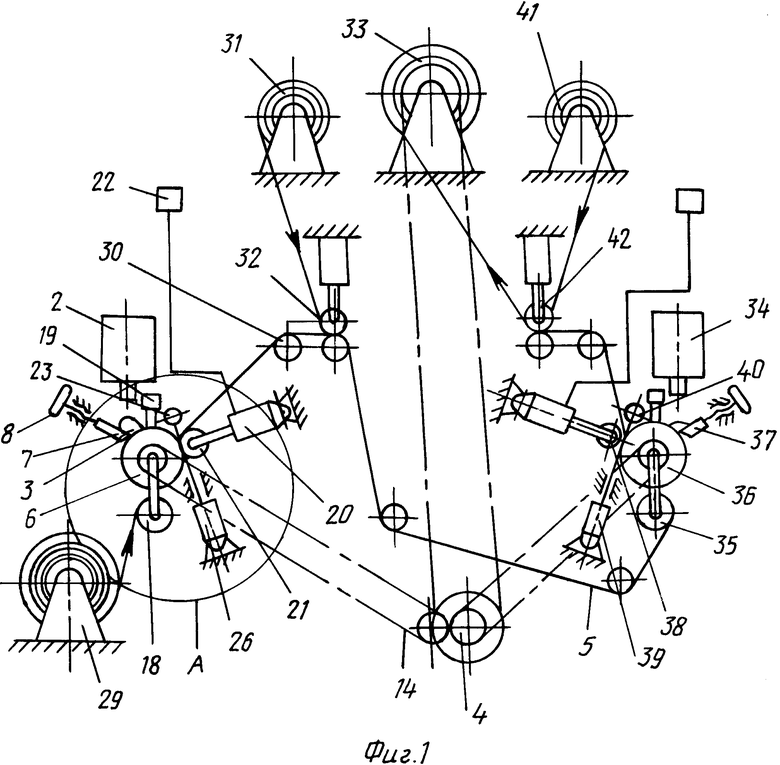
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1130415, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 559732, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1524945, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
