Предлагаемое изобретение относится к черной металлургии, в частности к термической обработке проката, преимущественно к упрочнению арматурных стержней мелких и средних профилей сортовой стали в линии непрерывных станов.
Заявляемое изобретение направлено на решение задачи, заключающейся в улучшении свойств проката и достижении качества продукции на уровне мировых стандартов путем обеспечения требуемых механических характеристик и их соотношения.
Известен способ изготовления стального проката [1] включающий аустенитизацию заготовки, прокатку, принудительное охлаждение раскатов по выходе из последней клети стана до температуры Ar3 + (20 80)oC и охлаждения на воздухе в процессе транспортирования. После окончания принудительного охлаждения порезку раскатов осуществляют летучими ножницами.
Такое снижение температуры раскатов путем принудительного охлаждения обеспечивает повышение хладостойкости металла без изменения других механических характеристик.
Недостатком описанного аналога является то, что обработка проката по указанному режиму из-за малой степени принудительного охлаждения не обеспечивает повышения прочностных свойств стали.
Известен также способ термической обработки изделий [2] включающий нагрев, охлаждение всего изделия со скоростью выше критической и отпуск при температуре 300 750oC, при этом перед закалкой всего изделия производят ускоренное охлаждение его поверхности со скоростями ниже критической до 750
450oC.
Такой способ обеспечивает получение высокого комплекса механических свойств стали, особенно в условиях знакопеременных нагрузок, однако при реализации указанного способа термической обработки изделий в его общем виде при ускоренном охлаждении поверхности со скоростями ниже критической во время нерегламентированной паузы между ускоренным охлаждением и закалкой всего изделия возможен распад аустенита на феррит и перлит, в результате чего не обеспечивается получение стали с заданной степенью упрочнения.
Кроме того осуществление данного способа в условиях промышленного производства, например, при производстве арматурной стали, где высокие скорости прокатки и большие объемы производства, затруднительно из-за невозможности осуществления подстуживания поверхности изделий за короткий промежуток времени на участке прокатного стана между последней клетью и холодильником.
Известен также способ термического упрочнения проката [3] преимущественно арматурных стержней с содержанием углерода 0,22 0,37% включающий нагрев, прокатку, двухстадийное охлаждение и отпуск, при этом охлаждение ведут со скоростью 400 600 град/с, первую стадию охлаждения проводят до достижения на поверхности температуры 600 650oC, после чего осуществляют выдержку в течение 1,2 4,0 с, а затем проводят повторное охлаждение до среднемассовой температуры изделия 650 625oC.
Недостатком указанного способа является то, что осуществление регламентированных режимов упрочнения на сталях указанного состава по углероду приводит к получению завышенных механических свойств, не отвечающих требованиям зарубежных стандартов (например, стандарт Германии на арматурную сталь, Din N 488). Поэтому такая продукция является неконкурентоспособной на внешнем рынке. Кроме того осуществление упрочнения в две стадии, с промежуточной выдержкой на воздухе, усложняет технологическое оборудование и требует дополнительных площадей в потоке стана для его размещения.
Наиболее близким по технической сущности к заявляемому техническому решению является способ термического упрочнения стального проката [4] из углеродистой стали с содержанием углерода 0,28 0,37% включающий аустенизацию заготовки, прокатку на готовый профиль и охлаждение потоком воды в закрытой камере при избыточном статическом давлении 5 10 атм. При этом прокат охлаждают со скоростью 680 880 град/с до достижения среднемассовой температуры по сечению 575 630oC потоком воды, направленным относительно поверхности проката со скоростью 9 14 м/с.
У прототипа и заявляемого технического решения имеются следующие сходные существенные признаки нагрев заготовки, горячая прокатка, прерванная закалка (охлаждение со скоростью выше критической) потоком воды в закрытой камере и самоотпуск готового изделия на воздухе, что позволяет повысить прочностные характеристики арматуры и получить у углеродистой стали механические свойства, аналогичные свойствам низколегированной стали, при одновременном повышении конструкционной прочности изделий.
Недостатком прототипа является то, что обусловленный интервал среднемассовой температуры для указанного состава стали (содержание углерода в 0,28 0,37% ) не позволяет достигать требуемого уровня механических свойств проката, в равной степени, и необходимого соотношения между пределом текучести и временным сопротивлением (σт/σв) что не позволяет сравнивать отечественную продукцию с аналогичной продукцией зарубежных производителей.
Указанный недостаток обусловлен тем, что, осуществляя упрочнение арматурой стали по способу-прототипу, получают прокат со свойствами (предел текучести 600 730 Н/мм2 и временное сопротивление 720 850 Н/мм2), значительно провосходящими нормируемые уровни зарубежных стандартов. Например, стандартов Германии DiN N 488, Финляндии SFS 1213 и др. Данное обстоятельство является препятствием для поставок отечественной продукции за рубеж, т.к. считается, что значительное превышение прочностных характеристик не приведет к экономии стали, но снизит надежность конструкций.
Цель изобретения улучшение свойств проката и обеспечение конкурентоспособности продукции на внешнем рынке путем получения соответствующего уровня и соотношения показателей механических свойств.
Для достижения поставленной цели заявляемое техническое решение "Способ изготовления термомеханически упрочненного проката" включает следующие общие, выраженные определенными понятиями признаки, совокупность которых направлена на решение только одной связанной с целью изобретения задачи нагрев (аустенизацию) заготовки, горячую прокатку в черновых и чистовых клетях стана, последующую прерванную закалку потоком воды в закрытой камере и самоотпуск. При этом прокат изготавливают из малоуглеродистой стали с содержанием углерода 0,12 0,24% а прерванную закалку осуществляют до среднемассовой температуры 540 660oC, при этом с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15 20oC.
По отношению к прототипу у заявляемого технического решения имеются следующие отличительные признаки прокат изготавливают из малоуглеродистой стали с содержанием углерода 0,12 0,24% а прерванную закалку осуществляют до среднемассовой температуры 540 660oC, при этом с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15 20oC.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь. Применение малоуглеродистой стали с содержанием углерода 0,12 0,24% позволяет в результате изготовления арматурных стержней и их прерванной закалки с самоотпуском при температурах 540 660oC (среднемассовая температура после прерванной закалки) получить прокат со свойствами, по пределу текучести и временному сопротивлению близкими к требованиям зарубежных стандартов на данную продукцию. Корректировка режима упрочнения путем повышения температуры самоотпуска на 15 20oC при увеличении содержания углерода в стали в указанном диапазоне на каждые 0,02% позволит получать продукцию с высокой степенью однородности механических свойств всех промышленных партий арматуры при любых содержаниях углерода в стали в указанном диапазоне.
Осуществление заявляемого способа возможно в потоке мелкосортных станов, производящих арматурную сталь и имеющих в линии охлаждающие средства проводкового типа для прерванной закалки стержней.
Сущность заявляемого технического решения заключается в следующем.
В настоящее время самой массовой сталью для армирования железобетонных конструкций является арматурная сталь с нормируемым пределом текучести 420 - 500 Н/мм2. В различных странах на изготовление и применение данной продукции имеются соответствующие стандарты, в которых оговорены нормируемые механические свойства. На территории СНГ на данную продукцию действуют два стандарта (ГОСТ 5781-82 и ГОСТ 10884-81), регламентирующих состав и свойства производимой арматурной стали. По ГОСТ 5781-81 сталь класса А-Ш изготавливается из низколегированной стали с содержанием углерода 0,22 0,37 и должна обеспечивать предел текучести (σт) не менее 390, а временное сопротивление (σв) не менее 590 Н/мм2 при их соотношении (σт/σв) равном 0,67.
По ГОСТ 10884-81 сталь класса Ат-Ш изготавливается из углеродистой стали с содержанием углерода 0,28 0,39% и должна обеспечивать предел текучести не менее 440, а временное сопротивление не менее 590 Н/мм2 при их соотношении (σт/σв), равном 0,75.
Отечественная продукция, выпускаемая по указанным нормативным документам, является неконкурентоспособной на внешнем рынке, т.к. не отвечает требованиям для данной продукции, предъявляемым стандартами других стран. Так, например, стандартом Финляндии SFS 1213 арматура класса A400HW имеет предел текучести 400, а временное сопротивление 480 Н/мм2 при соотношении σт/σв равном 0,83. Стандартом Германии DiN N 488 арматура классов BSt 420 и BSt 500 имеет предел текучести 420 и 500 и временное сопротивление 500 и 550 Н/мм2 соответственно, при соотношении этих показателей, равном 0,84 и 0,91.
Анализ экспериментальных данных показывает, что по отечественным стандартам и технологии производства арматурной стали достичь уровня зарубежных стандартов и получить конкурентоспособную продукцию не представляется возможным.
При производстве горячекатаной углеродистой арматурной стали не обеспечивается минимальный предел текучести из-за низкого соотношения пределов текучести и временного сопротивления (около 0,60).
При производстве арматуры из горячекатаной низколегированной стали при требуемом значении предела текучести (420 480 Н/мм2) имеет место высокое значение временного сопротивления (более 600 Н/мм2) при низком соотношении этих характеристик (σт/σв~0,6-0,65).
При производстве термически упрочненной арматуры из углеродистой или низколегированной стали по способу-прототипу получают завышенные значения предела текучести (более 550 Н/мм2) и временного сопротивления (более 700 Н/мм2), что для зарубежных потребителей является неприемлемым.
В заявляемом же техническом решении предлагается путем подбора определенного состава стали и режима прерванной закалки с самоотпуском достигать требуемого уровня пределов текучести и временного сопротивления арматуры, а также соотношения этих характеристик на уровне зарубежных стандартов. При этом сталь с большим содержанием углерода должна иметь более высокую среднемассовую температуру (температуру самоотпуска) после прерванной закалки.
Экспериментально было установлено, что при изготовлении арматуры требуемый по иностранным стандартам (например стандарт Германии DiN N 488) комплекс свойств обеспечивается в том случае, если прокат изготавливают из углеродистой стали с содержанием углерода 0,12 0,24% (при содержании марганца в пределах 0,3 0,4% и кремния 0,05 0,25%), а прерванную закалку осуществляют до среднемассовой температуры 540 660oC. Причем для обеспечения стабильного уровня требуемых свойств арматура с содержанием углерода 0,12% должна быть подвергнута прерванной закалке для среднемассовой температуры 540oC, арматура с содержанием углерода 0,14% должна быть подвергнута прерванной закалке до среднемассовой температуры 555 560oC и т.д. арматура с содержанием углерода 0,24% должна быть подвергнута прерванной закалке до среднемассовой температуры 645 660oC.
Таким образом, для улучшения свойств проката и повышения стабильности свойств арматуры ее следует подвергать по выходе из последней клети стана прерванной закалке до среднемассовой температуры 540 660oC, а изготавливать из малоуглеродистой стали с содержанием углерода 0,12 0,24% причем с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15 20oC.
Если прокат изготавливать из стали с содержанием углерода менее 0,12% то не обеспечивается минимальный предел текучести (420 Н/мм2) из-за малой доли перлитной составляющей в структуре. Если прокат изготавливать из стали с содержанием углерода более 0,24% то получается предупрочнение и снижение пластичности проката. Если прерванную закалку осуществлять до среднемассовой температуры менее 540oC и более 660oC, то не обеспечиваются требуемые уровни соотношения предела текучести к временному сопротивлению (0,8 0,9) из-за различия зависимости этих характеристик от среднемассовой температуры (температуры самоотпуска) после осуществления прерванной закалки.
Если с повышением содержания углерода в стали на каждые 0,02% среднемассовую температуру повышать менее чем на 15oC, то формируемые механические свойства будут превосходит нормируемый уровень. Если с повышением содержания углерода в стали на каждые 0,02% среднемассовую температуру повышать более чем на 20oC, то не обеспечиваются требуемые прочностные арматуры и их стабильность.
Следовательно, заявляемая совокупность существенных отличительных признаков заявляемого технического решения, а именно прокат изготавливают из малоуглеродистой стали с содержанием углерода 0,12 0,24% прерванную закалку осуществляют до среднемассовой температуры 540 660oC, причем с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15 20oC, позволяет достичь поставленную цель улучшить свойства проката и обеспечивать конкурентноспособность продукции на внешнем рынке путем получения соответствующего уровня и соотношения показателей механических свойств.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого технического решения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого технического решения не следует для специалиста данной области знаний явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат новое свойство объекта совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность технического решения, в принципе, может быть многократно использована при изготовлении термически упрочненных арматурных стержней мелких и средних профилей сортовой стали в линии непрерывных станов с получением технического результата, заключающегося в применении стали определенного состава в сочетании с определенными режимами термического упрочнения, обуславливающего обеспечение поставленной цели улучшение свойств проката и обеспечение конкурентоспособности продукции на внешнем рынке, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
Заявляемый способ изготовления термически упрочненного проката может быть реализован в потоке непрерывного мелкосортного прокатного стана при производстве арматурных стержней определенного химического состава и охлаждению их по выходе из последней клети стана потоком воды в закрытых камерах по определенному режиму.
Пример.
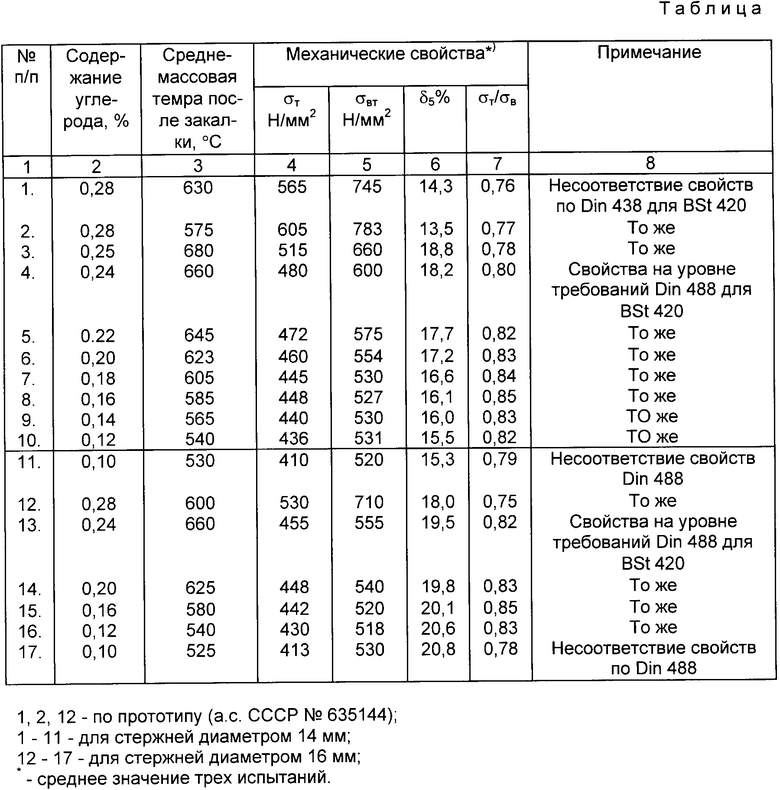
Изготовление термически упрочненного проката осуществляли путем прокатки и упрочнения опытных заготовок малоуглеродистой стали с содержанием углерода от 0,10 до 0,25% на арматурные стержни диаметром 14 и 16 мм. Прокатку заготовок осуществляли на стане 250-4 комбината "Криворожсталь" согласно действующей технологической инструкции. Термическое упрочнение осуществляли при помощи двух охлаждающих устройств (форсунок) проводкового типа, расположенных в линии стана за последней прокатной клетью. Скорость прокатки составляла около 16 м/с. Вода подавалась в форсунки под давлением около 2,0 МПа. Длительность прерванной закалки изменяли путем изменения длины активной зоны охлаждения второй форсунки, тем самым изменяли среднемассовую температуру (температуру самоотпуска) стержней после окончания прерванной закалки. Среднемассовую температуру измеряли прибором по выходе стержней на холодильник стана. По выходе из последней клети стана температура стержней составляла 1070oC, по приходе на холодильник 520 685oC. Полученные механические свойства представлены в таблице.
Как следует из данных таблицы, при изготовлении арматурных стержней из малоуглеродистой стали с содержанием углерода 0,12 0,24% с последующей их прерванной закалкой до среднемассовой температуры 540 660oC удается улучшить механические свойства проката и получить арматуру, отвечающую требованиям иностранных стандартов (например, стандарта Германии DiN N 488) при соотношении предела текучести к временному сопротивлению, равном 0,80 - 0,86, т.е. получить арматурную сталь класса BSt 420.
Использование предлагаемого способа термомеханического упрочнения проката в условиях металлургического комбината позволит организовать производство упрочненной арматурной стали с потребительскими свойствами, обеспечивающими конкурентоспособность данного вида продукции на внешнем рынке и улучшить экономическую ситуацию.
Заявляемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОГО ПРОКАТА | 1992 |
|
RU2034043C1 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| Способ термического упрочнения проката | 1977 |
|
SU744038A1 |
| ВЫСОКОПРОЧНЫЙ СВАРИВАЕМЫЙ АРМАТУРНЫЙ ПРОФИЛЬ | 2012 |
|
RU2478727C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ ИЗ КРЕМНЕМАРГАНЦОВИСТОЙ СТАЛИ | 2008 |
|
RU2376392C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ АРМАТУРНЫХ ПРОФИЛЕЙ | 2008 |
|
RU2381283C1 |
| Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали | 1991 |
|
SU1786115A1 |
| Способ изготовления термическиупРОчНЕННОгО пРОКАТА | 1979 |
|
SU829688A1 |
| Способ изготовления термически упрочненного проката | 1988 |
|
SU1650731A1 |
Использование: изобретение относится к области черной металлургии, преимущественно к термическому упрочнению арматурных стержней в линии непрерывных сортовых станов. Сущность: прокат изготавливать из малоуглеродистой стали с содержанием углерода 0,12 - 0,24%, а прерванную закалку осуществлять до среднемассовой температуры 540 - 660oС, причем с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15 - 20oС. 1 табл.
Способ изготовления проката, преимущественно арматурных стержней, включающий получение стальной заготовки, нагрев заготовки, горячую прокатку, прерванную закалку потоком воды в закрытой камере до достижения заданной среднемассовой температуры с самоотпуском, отличающийся тем, что заготовку получают из стали с содержанием углерода 0,12 0,24% закалку осуществляют до среднемассовой температуры 540 660oС, при этом с повышением содержания углерода в стали в указанном диапазоне на каждые 0,02% среднемассовую температуру повышают на 15 20oС.
