Изобретение относится к машиностроению и может быть использовано для контроля точности металлорежущих круглошлифовальных станков. В соответствии с ГОСТ 11654-90 «Станки круглошлифовальные. Нормы точности и жесткости» выполняют контроль точности круглошлифовальных станков. Однако контроль кинематической точности шпинделя передней бабки круглошлифовальных станков ГОСТ 11654 не предусматривает, так как нет достаточно простых и удобных способов измерения плавности работы шпинделя передней бабки станков. В связи с этим на современных круглошлифовальных станках затруднено производство деталей машин высшего класса по шероховатости обрабатываемых поверхностей по ГОСТ 2789-73 «Шероховатость поверхности, параметры, характеристики».
Известно, что разработка методов определения циклической кинематической погрешности металлорежущих станков имеет существенное значение в общей задаче повышения точности машин и механизмов (Л.А. Архангельский, Г.И.Ткачевский «Методы измерения и компенсации функциональных ошибок кинематической цепи зубофрезерных станков» в книге №65 «Повышение кинематической точности зубофрезерных станков». M: ГНТИ, , 1954 г.).
Шпиндель передней бабки круглошлифовального станка, а вместе с ним и обрабатываемая деталь вращаются со средней постоянной скоростью, при этом периодически отстают от номинального положения, а затем догоняют номинальное положение, следовательно, во время вращения совершают крутильные колебания.
Это происходит вследствие того, что привод шпинделя передней бабки станка, состоящий в основном из зубчатых передач, не контролируют по плавности работы, поэтому, как правило, шпиндель имеет кинематическую погрешность, которая в процессе эксплуатации станка возрастает, так как активные эвольвентные поверхности зубьев зубчатых колес привода шпинделя изнашиваются неравномерно.
Зубчатое колесо привода шпинделя, жестко закрепленное на шпинделе, при работе станка вместе со шпинделем отстает от номинального положения, а затем догоняет номинальное положение, совершая крутильные колебания. В связи с этим деталь, которую обрабатывают на станке, повторяет эти крутильные колебания, амплитуда которых представляют собой круговую подачу на инструмент, обрабатывающий деталь, а именно на шлифовальный круг.
Поэтому в пределах каждого крутильного колебания обрабатываемой детали круговая подача при отставании детали (шпинделя) уменьшается, а при ускоренном вращении - увеличивается. В результате сила резания пульсирует, а на поверхности обрабатываемой детали образуются относительно небольшие волны в поперечном сечении обрабатываемой детали.
Однако высота волн представляет собой максимальные величины параметров шероховатости, регламентируемые ГОСТ 2789-73: «Шероховатость поверхности, параметры, характеристики». Поэтому определение циклической кинематической погрешности шпинделя передней бабки кругло-шлифовальных станков имеет важное значение для повышения качества обрабатываемых деталей машин и механизмов.
Известен прибор кинематомер ЦНИИТМАШ (см. там же, стр.102-126) для контроля кинематической точности цепи деления зубофрезерных станков, который состоит из трех частей: отправителя, устанавливаемого на столе проверяемого зубофрезерного станка, электрической части и индикатора, кинематически связанного с фрезерной оправкой, устанавливаемой на суппорте станка.
Способ определения циклической кинематической погрешности зубофрезерных станков с помощью прибора кинематомер ЦНИИТМАШ позволяет определять только кинематическую погрешность зубофрезерных станков.
При этом способ определения циклической кинематической погрешности зубофрезерных станков с помощью кинематомера ЦНИИТМАШ является громоздким, сложным и трудоемким (см. там же, стр.102-126), требует очень высокую квалификацию оператора.
Кроме этих недостатков с помощью прототипа невозможно определить кинематическую погрешность отдельного вала в разомкнутой кинематической цепи, каким является шпиндель передней бабки круглошлифовальных станков.
Техническим результатом предлагаемого изобретения является разработка способа определения циклической кинематической погрешности шпинделя передней бабки круглошлифовальных станков, который позволит быстро, просто и надежно контролировать плавность работы шпинделя, разработка способа, который позволит существенно повысить точность круглошлифовальных станков путем своевременного устранения погрешностей привода шпинделя, так как при плавной работе шпинделя существенно снизятся параметры шероховатости обрабатываемых цилиндрических поверхностей деталей машин.
Кроме этого, при плавной работе шпинделя передней бабки круглошлифовального станка лучше сохраняется, меньше нарушается микроструктура поверхностного наиболее твердого слоя детали, полученная после ее термообработки; снижается вероятность образования прижогов на поверхности детали, так как устраняется пульсация силы резания. Технический результат достигается путем выполнения следующих технологических операций. Устанавливают оксидированный диск на линии центров круглошлифовального станка и соединяют его со шпинделем станка с помощью поводка и хомутика или каким-либо другим способом. Подводят шлифовальный круг к диску до соприкосновения с небольшим натягом активной цилиндрической поверхности шлифовального круга с оксидированной цилиндрической поверхностью диска.
За счет сил трения между активными поверхностями шлифовального круга и диска с помощью диска приводят во вращение шлифовальный круг путем включения привода шпинделя или вручную путем вращения одного из звеньев привода шпинделя и выполняют один оборот диска вместе со шпинелем.
На диске образуются светлые полосы, параллельные оси центров, по причине периодического скольжения между активными поверхностями шлифовального круга и оксидированной цилиндрической поверхностью диска из-за стирания оксидной пленки. Число этих полос равно частоте циклической кинематической погрешности шпинделя станка за один оборот шпинделя.
Ширина светлых полос по окружности активной цилиндрической поверхности диска равна амплитуде циклической кинематической погрешности шпинделя, которую в линейном измерении определяют по зависимости:
fz=(πd:180)arcsin(a:d),
где fz - амплитуда циклической кинематической погрешности шпинделя передней бабки станка;
d=d2 - диаметр диска, примерно равный делительному диаметру зубчатого колеса привода шпинделя передней бабки, жестко закрепленного на шпинделе станка;
а - ширина светлой полосы по хорде окружности d.
Признаки, отличающие предложенный способ от прототипа, являются не только новыми, но и существенными, так как существенно упрощают и делают доступным периодический контроль кинематической точности станка рабочим-шлифовщиком.
Предложенный способ свободен от недостатков прототипа и впервые позволяет наглядно измерять, без опосредования и тарировки световых, цифровых, электрических и иных физических моделей частоту и амплитуду циклической кинематической погрешности (частоту и амплитуду крутильных колебаний) шпинделя передней бабки (обрабатываемой детали) круглошлифовальных станков.
Предложенный способ обеспечивает высокую точность измерения циклической кинематической погрешности шпинделя, так как диаметр диска измеряют микрометром, погрешность которого составляет 0,01 мм, а ширина полос может быть измерена так же с высокой точностью с помощью лупы Бринеля или проектора.
Предложенный способ поясняется чертежами:
на фиг.1 изображена схема взаимного расположения шпинделя передней бабки круглошлифовального станка, оксидированного диска и шлифовального круга;
на фиг.2 изображена схема активной цилиндрической поверхности оксидированного диска со светлыми (освобожденными от оксидной пленки) полосами, полученными после взаимодействия активных поверхностей диска и круга. На чертежах приняты следующие обозначения:
1 - шпиндель передней бабки круглошлифовального станка;
2 - оксидированный диск;
3 - поводок, жестко закрепленный на шпинделе 1;
4 - хомутик, жестко закрепленный на диске 2;
5 - активная оксидированная цилиндрическая поверхность диска 2;
6 - активная цилиндрическая поверхность шлифовального круга;
7 - шлифовальный круг,
8 - светлые полосы на активной поверхности 5 диска 2;
9-9 - ось вращения шпинделя 1 и диска 2;
10 - зубчатое колесо, жестко закрепленное на шпинделе 1;
Ок-Ок - ось вращения шлифовального круга 7;
d - диаметр диска 2;
d2 - делительный диаметр зубчатого колеса 10;
fz - амплитуда циклической кинематической погрешности шпинделя 1 (ширина полос 8 по окружности d);
а - ширина полос 8 по хорде окружности d.
Предложенный способ определения циклической кинематической погрешности шпинделя 1 передней бабки круглошлифовальных станков, фиг.1, выполняют путем установки в центрах станка оксидированного диска 2. Соединяют диск 2 со шпинделем 1 с помощью поводка 3 и хомутика 4, а активную поверхность 5 диска 2 сопрягают с небольшим натягом с активной поверхностью 6 шлифовального круга 7.
За счет сил трения между активными поверхностями 6 и 5 шлифовального круга 7 и диска 2 при вращении шлифовального круга 7 (при выключенном электродвигателе шлифовального круга 7) с помощью привода шпинделя 1 на диске 2, при наличии циклической кинематической погрешности шпинделя 1, образуются светлые полосы 8.
Полосы 8 направлены параллельно оси 9-9 диска 2. Число полос 8 на активной поверхности 5 за один оборот диска 2 с точностью до первого знака после запятой равно частоте циклической кинематической погрешности шпинделя за его один оборот. Ширина «а» полос 8, фиг.2, по окружности d активной цилиндрической поверхности 5 диска 2 равна амплитуде циклической кинематической погрешности шпинделя 1.
Амплитуду циклической кинематической погрешности шпинделя 1 в линейном измерении определяют по зависимости: fz=(πd:180)arcsin(a:d), где d=d2, фиг.2 - диаметр диска 2, примерно равный делительному диаметру d2 зубчатого колеса 10, жестко закрепленного на шпинделе 1 станка; а - ширина светлой полосы 8 по хорде окружности d, фиг.2.
Вывод зависимости, по которой определяют амплитуду циклической кинематической погрешности шпинделя 1, состоит в следующем. Ширина «а» полосы 8, фиг.2, по хорде окружности d составляет:

(см. И.Н.Бронштейн и К.А.Семендяев «Справочник по математике». М., 1953 г., стр.169),
где γк - циклическая кинематическая погрешность шпинделя 1 в угловом измерении.
Длина дуги, которую замыкает хорда «а» и которая представляет собой амплитуду циклической кинематической погрешности шпинделя 1 в линейном измерении, составляет:  , (см. там же).
, (см. там же).
Из уравнения (1) имеем:  .
.
Подставляем (3) во (2) и в результате имеем зависимость, по которой определяют амплитуду циклической кинематической погрешности шпинделя 1: fz=(πd:180)arcsin(a:d).
Пример конкретного выполнения предложенного способа.
Зубчатое колесо 10, фиг.1, имеет следующие основные параметры:
z=64 - число зубьев; м=3,25 мм - модуль; d2=м·z=208 мм.
Изготавливают диск 2, фиг.1, с диаметром d=d2=208 мм, оксидируют его и устанавливают в центрах круглошлифовального станка. Соединяют диск 2 со шпинделем 1 с помощью поводка 3 и хомутика 4. Правят шлифовальный круг 7, чтобы образующая цилиндрической активной поверхности 6 круга 7 была параллельна образующей цилиндрической активной поверхности 5 диска 2. Выключают электродвигатель шлифовального круга 7. После того, когда остановится шлифовальный круг, сопрягают активную поверхность 6 шлифовального круга 7 с активной оксидированной поверхностью 5 диска 2, создавая минимальное и достаточное трение между поверхностями 5 и 6, фиг.1, для того чтобы за счет сил трения диск 2 смог вращать шлифовальный круг 7.
После этого включают привод шпинделя 1 и выполняют один оборот диска 2 вместе со шлифовальным кругом 7. В результате на оксидированной активной поверхности 5 диска 2, при наличии циклической кинематической погрешности шпинделя, образуются светлые, освобожденные от оксидной пленки полосы 8. Число полос 8 на диске 2 с точностью до первого знака после запятой равно частоте циклической кинематической погрешности шпинделя 1 круглошлифовального станка за один оборот шпинделя 1.
Далее измеряют штангенциркулем (или снимают диск 2 и измерение выполняют с помощью проектора) ширину «а» полосы 8 на диске 2.
Предположим, что ширина а=3 мм, тогда амплитуда циклической кинематической погрешности шпинделя передней бабки станка составит:
fz=(π208:180)arcsin(3:208)=3,000104 мм.
Таким образом, предложенный способ является простым и наглядным, свободным от вышеперечисленных недостатков прототипа, позволяет в отличие от прототипа определять кинематическую погрешность отдельного вала разомкнутой кинематической цепи круглошлифовальных станков.
Следовательно, цель предлагаемого изобретения - быстро, просто и надежно периодически контролировать плавность работы шпинделя передней бабки круглошлифовальных станков и благодаря этому способствовать существенному снижению параметров шероховатости обрабатываемых цилиндрических поверхностей деталей машин на круглошлифовальном станке - достигнута.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАВНОСТИ РАБОТЫ ШПИНДЕЛЯ ПЕРЕДНЕЙ БАБКИ ТОКАРНЫХ СТАНКОВ | 2005 |
|
RU2283729C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИСХОДНЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА | 2004 |
|
RU2312002C2 |
| Способ определения плавности вращения редуктора | 2021 |
|
RU2765520C1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Шлифовальная головка | 2020 |
|
RU2756471C1 |
| Головка шлифовальная планетарная | 2021 |
|
RU2767320C1 |

Изобретение относится к области машиностроения и может быть использовано при контроле кинематической точности и плавности работы шпинделя при изготовлении круглошлифовального станка и его эксплуатации. Для этого используют оксидированный диск, который устанавливают в его центрах, соединяют со шпинделем передней бабки и сопрягают активную цилиндрическую поверхность с активной поверхностью шлифовального круга. Последнему сообщают вращение за счет сил трения между сопряженными поверхностями оксидированного диска и шлифовального круга посредством привода шпинделя передней бабки. О наличии циклической кинематической погрешности шпинделя передней бабки судят по образующимся на активной поверхности оксидированного диска параллельно его оси светлым полосам. Число полос за один оборот оксидированного диска равно частоте циклической кинематической погрешности шпинделя передней бабки, а ширина полос по окружности активной цилиндрической поверхности диска равна амплитуде циклической кинематической погрешности шпинделя передней бабки. Приведена расчетная формула для определения упомянутой амплитуды в линейном измерении. Такие действия позволяют быстро, просто и надежно контролировать плавность работы шпинделя круглошлифовального станка, повысить точность станка и снизить параметры шероховатости деталей машин. 2 ил.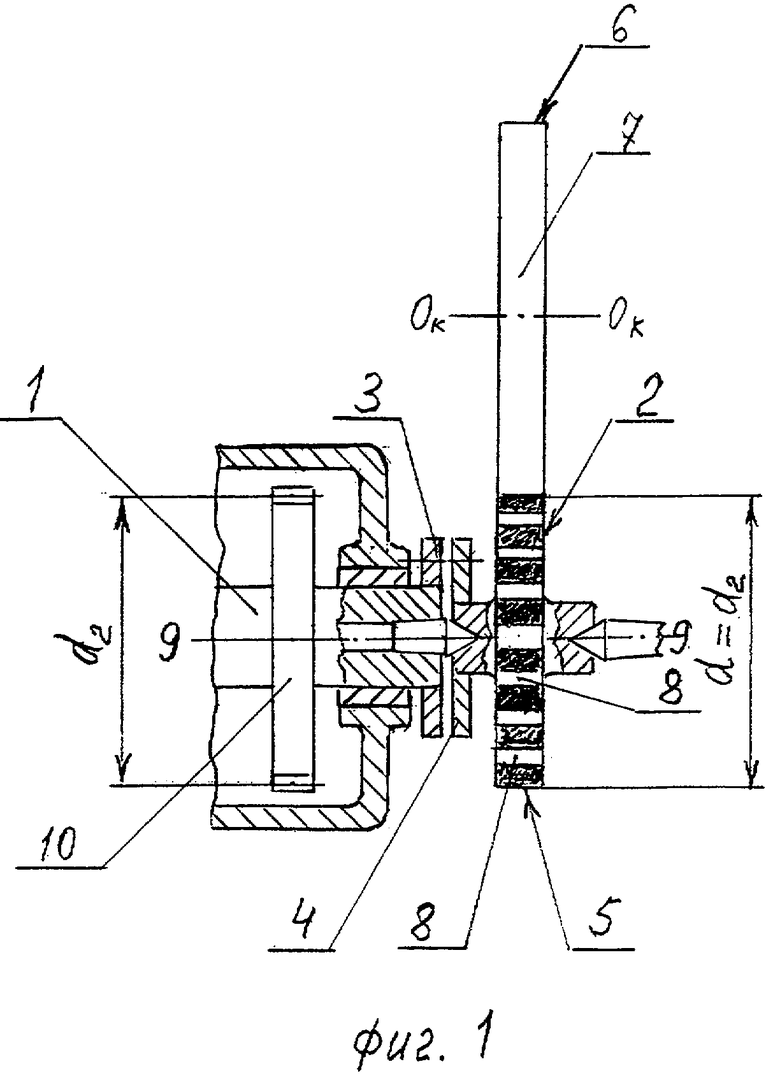
Способ определения циклической кинематической погрешности шпинделя передней бабки круглошлифовального станка, характеризующийся тем, что используют оксидированный диск, который устанавливают в центрах круглошлифовального станка, соединяют со шпинделем передней бабки и сопрягают его активную цилиндрическую поверхность с активной поверхностью шлифовального круга, сообщают вращение шлифовальному кругу за счет сил трения между сопряженными поверхностями оксидированного диска и шлифовального круга посредством привода шпинделя передней бабки, включающего зубчатое колесо, жестко закрепленное на шпинделе, при этом о наличии циклической кинематической погрешности шпинделя передней бабки судят по образующимся на активной поверхности оксидированного диска параллельно его оси светлым полосам, число которых за один оборот оксидированного диска равно частоте циклической кинематической погрешности шпинделя передней бабки, а ширина полос по окружности активной цилиндрической поверхности оксидированного диска равна амплитуде циклической кинематической погрешности шпинделя передней бабки, причем упомянутую амплитуду в линейном измерении определяют по формуле
fz=(πd/180)arcsin(a/d),
где d - диаметр оксидированного диска, примерно равный делительному диаметру d2 зубчатого колеса привода шпинделя передней бабки;
а - ширина светлой полосы оксидированного диска по хорде окружности диаметром d.
| Способ определения кинематической погрешности зубчатых колес | 1984 |
|
SU1220425A1 |
| Способ измерения волнистости шлифуемых поверхностей | 1983 |
|
SU1085794A1 |
| Способ контроля кинематической погрешности передач | 1985 |
|
SU1298525A1 |
| US 3663189 A, 16.05.1972. | |||

