Изобретение относится медицине, а именно к протезированию и протезострое- нию.
Целью изобретения является снижение трудоемкости и повышение надежности и качества изготовления протеза путем исключения скрепляющего промежуточного покрытия и одноэтапного процесса попадания воздуха в состав композиции, а также между пленками в зоне их сварки.
На фиг. 1 (разрезА-А) показано предлагаемое устройство; на фиг. 2 - график, иллюстрирующий способ.
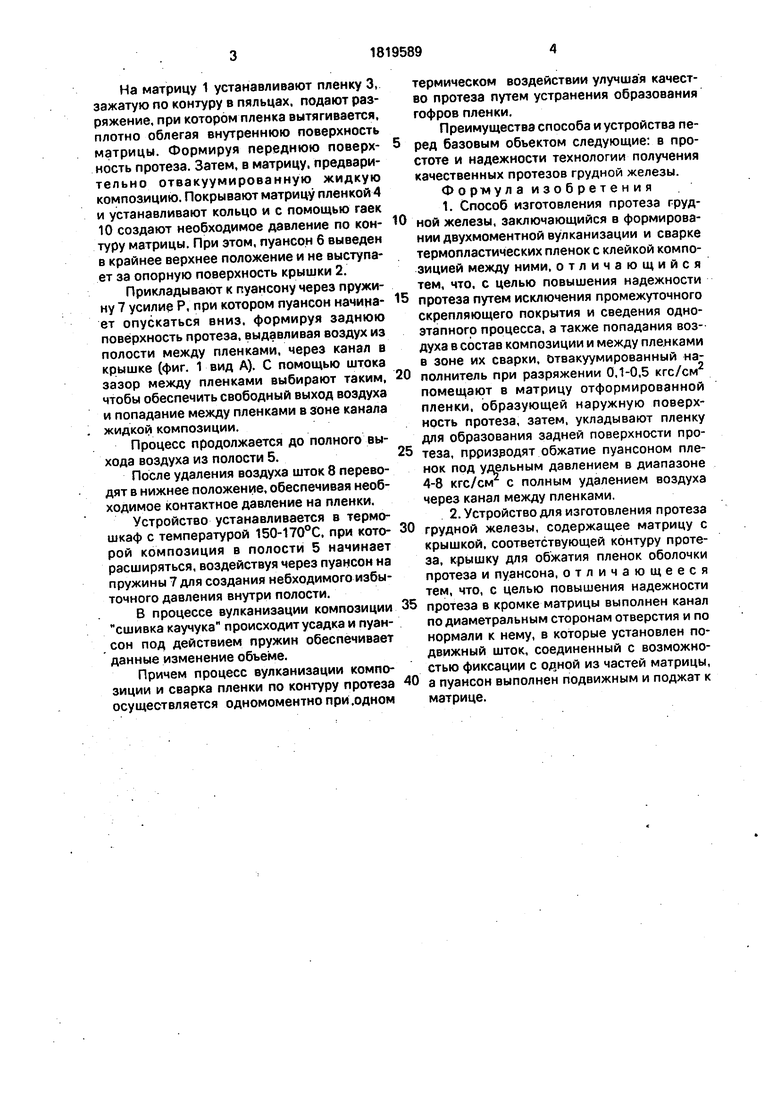
Предлагаемое устройство состоит из матрицы 1, крышки 2 подвижного пуансона 6. подпружиненного с помощью пружины 7, шпилек 9 и гаек 10. В крышке 2 выполнен канал 1 (вид А, фиг. 4) перпендикулярно оси отверстия, в котором установлен подвижный шток 8, за счет регулирования которого происходит выход воздуха при формировании задней поверхности протеза и предотвращение попадания в канал жидкой композиции.
Устройство работает следующим образом.
00
ю ел
00
ю
На матрицу 1 устанавливают пленку 3, зажатую по контуру в пяльцах, подают разряжение, при котором пленка вытягивается, плотно облегая внутреннюю поверхность матрицы. Формируя переднюю поверхность протеза. Затем, в матрицу, предварительно отвакуумированную жидкую композицию. Покрывают матрицу пленкой 4 и устанавливают кольцо и с помощью гаек 10 создают необходимое давление по контуру матрицы. При этом, пуансон 6 выведен в крайнее верхнее положение и не выступает за опорную поверхность крышки 2.
Прикладывают к пуансону через пружину 7 усилие Р, при котором пуансон начинает опускаться вниз, формируя заднюю поверхность протеза, выдавливая воздух из полости между пленками, через канал в крышке (фиг. 1 вид А). С помощью штока зазор между пленками выбирают таким, чтобы обеспечить свободный выход воздуха и попадание между пленками в зоне канала жидкой композиции.
Процесс продолжается до полного выхода воздуха из полости 5.
После удаления воздуха шток 8 переводят в нижнее положение, обеспечивая необходимое контактное давление на пленки.
Устройство устанавливается в термошкаф с температурой 150-170°С. при которой композиция в полости 5 начинает расширяться, воздействуя через пуансон на пружины 7 для создания небходимого избыточного давления внутри полости.
В процессе вулканизации композиции сшивка каучука происходит усадка и пуансон под действием пружин обеспечивает данные изменение объеме.
Причем процесс вулканизации композиции и сварка пленки по контуру протеза осуществляется одномоментно приходном
термическом воздействии улучшая качество протеза путем устранения образования гофров пленки.
Преимущества способа и устройства пе- ред базовым объектом следующие: в простоте и надежности технологии получения качественных протезов грудной железы.
Ф о р м у л а и з о б р е т е н и я
1. Способ изготовления протеза грудной железы, заключающийся в формировании двухмоментной вулканизации и сварке термопластических пленок с клейкой композицией между ними, отличающийся тем, что. с целью повышения надежности
протеза путем исключения промежуточного скрепляющего покрытия и сведения одно- этапного процесса, а также попадания воздуха в состав композиции и между пленками в зоне их сварки, отвакуумированный наполнитель при разряжении 0,1-0,5 кгс/см2 помещают в матрицу (сформированной пленки, образующей наружную поверхность протеза, затем, укладывают пленку для образования задней поверхности протеза, прризродят обжатие пуансоном пленок под удельным давлением в диапазоне 4-8 кгс/см с полным удалением воздуха через канал между пленками.
2. Устройство для изготовления протеза грудной железы, содержащее матрицу с крышкой, соответствующей контуру протеза, крышку для обжатия пленок оболочки протеза и пуансона, отличающееся тем, что, с целью повышения надежности протеза в кромке матрицы выполнен канал по диаметральным сторонам отверстия и по нормали к нему, в которые установлен подвижный шток, соединенный с возможностью фиксации с одной из частей матрицы, а пуансон выполнен подвижным и поджат к матрице.
а
Дет.лоз./,3 не показаны
Вакуум Фиг
1819589
8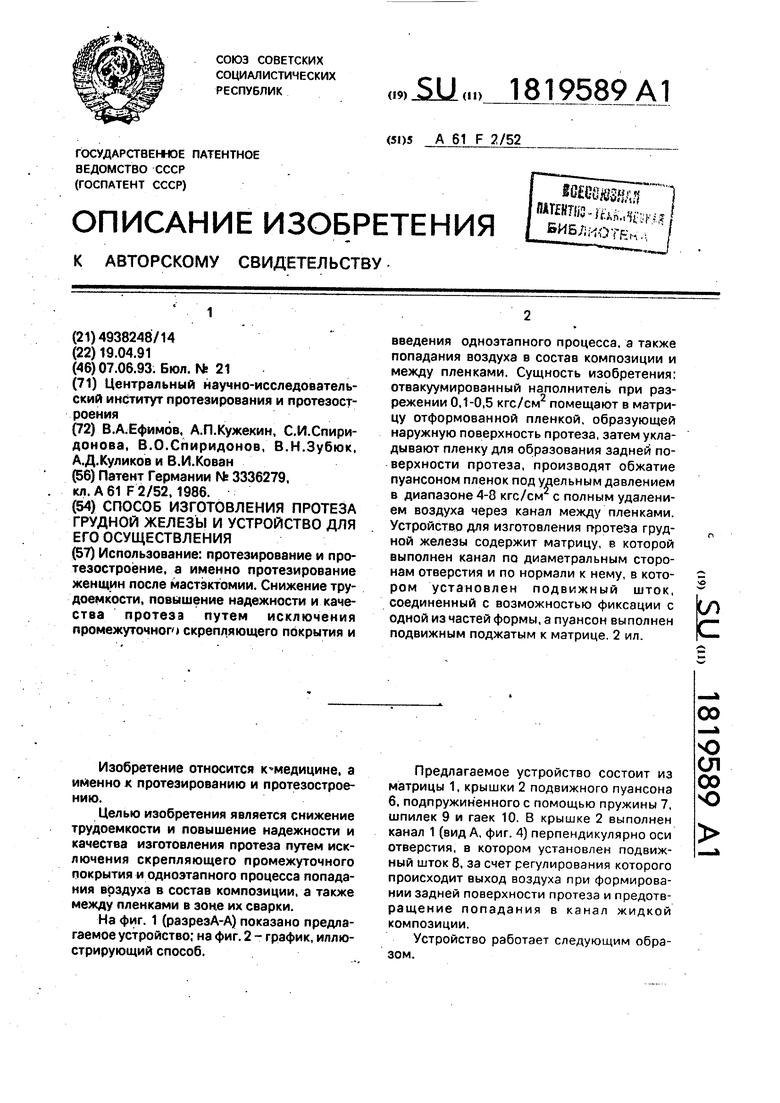
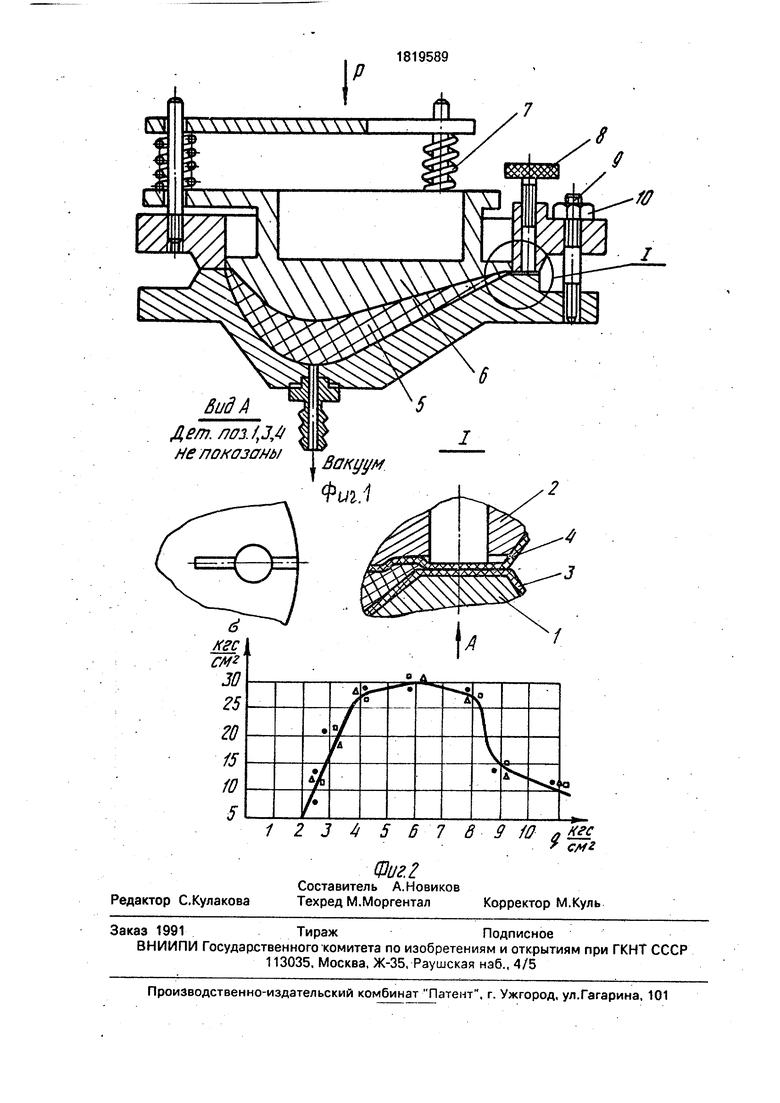
Использование: протезирование и про- тезостроёние, а именно протезирование женщин после мастэктомии. Снижение трудоемкости, повышение надежности и качества протеза путем исключения промежуточного скрепляющего покрытия и введения одноэтапного процесса, а также попадания воздуха в состав композиции и между пленками. Сущность изобретения: отвакуумированный наполнитель при разрежении 0,1-0,5 кгс/см2 помещают в матрицу отформованной пленкой, образующей наружную поверхность протеза, затем укладывают пленку для образования задней поверхности протеза, производят обжатие пуансоном пленок под удельным давлением в диапазоне 4-8 кгс/см с полным удалением воздуха через канал между пленками. Устройство для изготовления протеза грудной железы содержит матрицу, в которой выполнен канал по диаметральным сторонам отверстия и по нормали к нему, в котором установлен подвижный шток, соединенный с возможностью фиксации с одной из частей формы, а пуансон выполнен подвижным поджатым к матрице. 2 ил. (Л С
| Патент Германии № 3336279, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
