Изобретение относится к прокатному производству и может быть использовано при изготовлении лемешной полосы.
Известен способ прокатки лемешной полосы на линейном стане 600, заключающийся в последовательном обжатии заготовки в фасонных калибрах за 9 проходов [1].
Известен способ прокатки лемешной полосы на линейном 4-х клетевом стане 450, заключающийся в последовательном обжатии заготовки в фасонных калиброванных валках за 7 проходов (ближайший аналог) [2].
Недостатками способов является то, что
из-за большой длины раската и продолжительных пауз при реверсе заготовки значительно понижается температура прокатываемого металла и, следовательно, повышается давление металла на валки, что неблагоприятно влияет на прочность деталей стана и ведет к большому расходу валков и арматуры;
большой расход энергозатрат;
все обжатия заготовки осуществляют в фасонных калибрах, что требует больших трудозатрат ввиду сложности изготовления таких валков и соответствующей сортовой арматуры.
Целью изобретения является устранение вышеуказанных недостатков.
Технический результат, достигаемый изобретением, состоит в том, что значительно снижается давление металла на валки за счет более высокой температуры прокатываемого металла.
Технический результат достигается тем, что прокатку заготовки для получения лемешной полосы осуществляют на непрерывном стане, причем прокатку в фасонных калибрах осуществляют в двух последних проходах, а все предыдущие осуществляют на валках с гладкой бочкой, при этом ширину промежуточного профиля контролируют в клетях с вертикальными валками.
Предлагаемый способ осуществляется следующим образом.
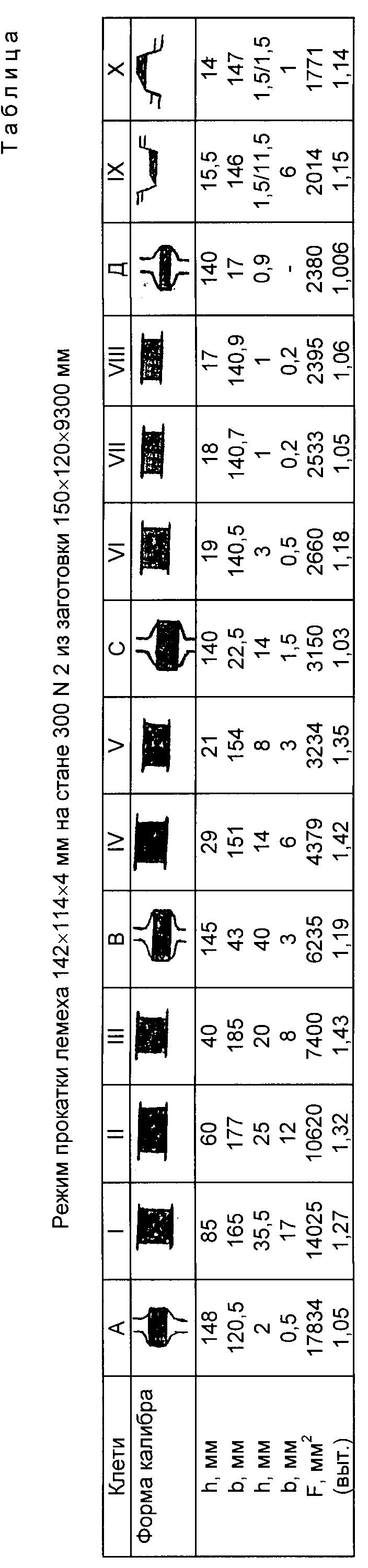
Заготовку размером 150•120•9300 мм из стали с содержанием углерода 0,47% прокатывали на непрерывном штрипсовом стане 300 N 2 Магнитогорского металлургического комбината. Стан состоит из четырех клетей с вертикальными и десяти клетей с горизонтальными валками. Привод клетей индивидуальный. Постоянство размеров готового профиля достигали путем подбора деформационно-скоростных режимов прокатки. Режимы прокатки данного профиля приведены в таблице. A, B, C, D - клети с вертикальными валками; I, II, III, IV, V, VI, VII, VIII - клети с горизонтальными валками и гладкой бочкой; IX и X - клети с горизонтальными фасонными валками (h мм, b мм - геометрические размеры поперечного сечения заготовки в межклетевых промежутках; Δ h мм и Δ в мм - обжатие и уширение соответственно; F мм2 - площадь поперечного сечения по проходам; γ - вытяжка по проходам.
В результате прокатки заготовки по предлагаемому способу была получена лемешная полоса, соответствующая всем техническим требованиям нормативной технической документации.
температура конца прокатки полосы составила 1020oC, в то время как на линейных станах она колеблется в пределах 780 - 850oC.
В результате высоких скоростей и высокой температуры конца прокатки значительно снижены энергозатраты. За счет предлагаемой формы изменения полосы, т. е. прокатка преимущественно в валках с гладкой бочкой, значительно увеличилась стойкость валков и арматуры (в 2,5 раза) и снизились затраты на их изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В КЛЕТИ ТРИО | 2005 |
|
RU2288049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ С КЛИНОВИДНЫМИ УТОЛЩЕНИЯМИ | 2010 |
|
RU2440201C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| Способ изготовления лемешной полосы | 2023 |
|
RU2822901C1 |
Изобретение может быть применено в прокатном производстве для получения лемешной полосы. Способ включает прокатку заготовки на непрерывном стане в валках с гладкой бочкой. Ширину промежуточного профиля контролируют в клетях с вертикальными валками. Два последних прохода проводят в фасонных калибрах. 1 табл.
Способ прокатки лемешной полосы, заключающийся в последовательном обжатии заготовки, отличающийся тем, что прокатку осуществляют на непрерывном стане, причем прокатку в фасонных калибрах осуществляют в двух последних проходах, а все предыдущие проходы осуществляют на валках с гладкой бочкой, при этом ширину промежуточного профиля контролируют в клетях с вертикальными валками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Калибровки сложных профилей/ Скороходов Н.Е | |||
| и др | |||
| - М.: Металлургия, 1979, с.31 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник прокатных станов СССР - М.: Минчермет, 1970, с.347. | |||
