Изобретение относится к прокатному производству, а именно к производству фасонной балочной заготовки типа «собачья кость» из плоской слябы на обжимном стане.
Известен способ прокатки сляба по ширине в вертикальном направлении на обжимном стане, имеющем несколько ящичных калибров с постепенно увеличивающейся шириной дна калибра. При прокатке слябы по ширине в вертикальном направлении по данному способу в месте контакта металла с валками происходит уширение металла с образованием так называемой формы «собачья кость». Контроль фланцев происходит в чередующихся ящичных калибрах. После этого металл в форме «собачья кость» прокатывается в балочную заготовку предварительно заданной формы с помощью фасонного калибра (1).
Известен способ прокатки сляба, при котором в центре первого ящичного калибра находится выступ для образования вогнутого ручья в центре в направлении толщины сляба, при этом металл прокатывают через следующий калибр для уменьшения ширины, удерживая его аналогичным выступом для предотвращения падения и получают заготовку в виде формы «собачья кость». После чего вогнутость металла устраняют с помощью плоскодонного ящичного калибра и металл принимает форму балочной заготовки заданной формы в фасонном калибре (2).
Известен способ прокатки сляба, при котором части, соответствующие полкам балки, уширяются, проходя через множество ящичных калибров каждый из которых имеет выступы в центре дна калибра с разными углами выступов' при вершине (3).
Недостатками выше перечисленных способов являются:
- применение сляба шириной, на много превосходящей ширину готовой балочной заготовки;
- трудно изготовить балочную заготовку для двутаврового профиля большого размера, используя только обжимной стан ввиду ограничения длины бочки валка;
- неравномерное уширение полок в две стороны;
- невозможно дальнейшее производство двутаврого профиля с одного нагрева, ввиду большого числа проходов и как следствие падение температуры раската;
- дополнительная концевая обрезь, ввиду неправильно сформированных концов раската из-за большой разности коэффициентов вытяжек по элементам профиля.
В каждом из перечисленных известных способов применяется деформация с образованием формы «собачья кость», в которых сляб в значительной степени обжимают в направлении ширины таким образом, что сила обжатия не оказывает влияния на центральную часть сляба, сляб расширяется только на концах и образует форму «собачья кость».
Известен способ изготовления балочной заготовки для производства универсального двутаврового профиля, включающий изготовление продольного надреза в горячей плоской заготовке с каждой ее стороны с помощью множества пар нарезанных калибров, каждый из которых имеет треугольный выступ в центре дна калибра, при этом треугольные выступы имеют одинаковые предварительно заданные углы при вершине и постепенно увеличивающиеся высоты, причем, постепенное увеличение глубины надреза и постепенное увеличение ширины надреза после достижения предварительно заданного значения глубины, при котором во время изготовления надреза и увеличения его глубины концы прокатываемого металла с обеих сторон надреза не подвержены сжатию от дна калибра. Во время как минимум одного прохода этапа увеличения глубины надреза, концы металла с двух сторон ограничены стенками калибра для предотвращения распространения металла по ширине. Этап увеличения ширины надреза производится с помощью плоскодонного ящичного калибра в обжимном стане. Этап увеличения ширины надреза выполняется с помощью вертикальных роликов в универсальном стане (4). Данный способ наиболее близок по технической сущности и достигаемому результату к предлагаемому изобретению и принят за прототип.
Недостатками данного известного способа являются: - увеличение ширины надреза в плоскодонном ящичном калибре имеет низкую эффективность, ввиду того, что угол между разрезанными фланцами имеет значение 60 град, и обжатие в плоскодонном калибре пойдет в основном на их деформацию, а не на разгиб. Также с учетом деформации фланцев произойдет уменьшение элемента профиля раската, предназначенного для формирования стенки фасонной заготовки;
- вызывает сомнение высказывание о распространении материала в результате разрезки при ограничении с двух сторон боковыми стенками калибра в направлении дна калибра, другими словами ширина надрезанного сляба больше ширины исходного сляба после 350 мм разрезки по центру слябы. Для проведения проверочных расчетов данного способа не показано достаточных исходных данных.
Задачей, на решение которой направлено предлагаемое изобретение, является создание способа изготовления балочной заготовки типа «собачья кость» из непрерывно литого сляба для производства нескольких типов и размеров двутавровых профилей, способного уменьшить расходный коэффициент, повысить производительность и эффективность прокатки, а также улучшить качество продукции посредством использования непрерывно литой слябы.
Поставленная задача достигается за - счет предлагаемого способа изготовления фасонной заготовки формы «собачья кость», включающего формирование балочной заготовки из непрерывно литого сляба в калибрах обжимного стана путем выполнения продольного надреза по центру на боковых продольных гранях сляба треугольным разрезным гребнем с острым образующим углом в ящичном калибре, ширина которого при вершине гребня равна ширине исходного сляба, увеличение глубины надреза раската в местах формирования полок двутавровой балки до достижения заданного значения, разгибание разрезанных частей раската с формированием полок двутавровой балки, при этом увеличение глубины разрезания раската производят с помощью калибров, состоящих из разрезных гребней с изменяемыми величинами угла при вершине и изменяемыми высотами гребней от одного калибра к другому, при этом формообразование раската в данных калибрах производят без бокового стеснения выпусками калибров, разгибание предварительно разрезанных частей раската, формирующихся для полок двутавровой балки, производят за счет проникновения гребня с образующим при вершине тупым углом, после чего производят увеличение ширины надреза в калибре с плоским дном и окончательное формирование фасонной заготовки в фасонном калибре заданной формы. Причем, высоту гребней в первых трех калибрах принимают в размере 10, 20 и 30% от ширины полок фасонной заготовки соответственно, а величину угла при вершине разрезных гребней, начиная с острого угла 50 градусов в первом калибре, изменяют с увеличением на 10 градусов в последующих втором и третьем калибрах.
Выполнение предлагаемого способа изготовления фасонной заготовки формы «собачья кость» поясняется фигурами:
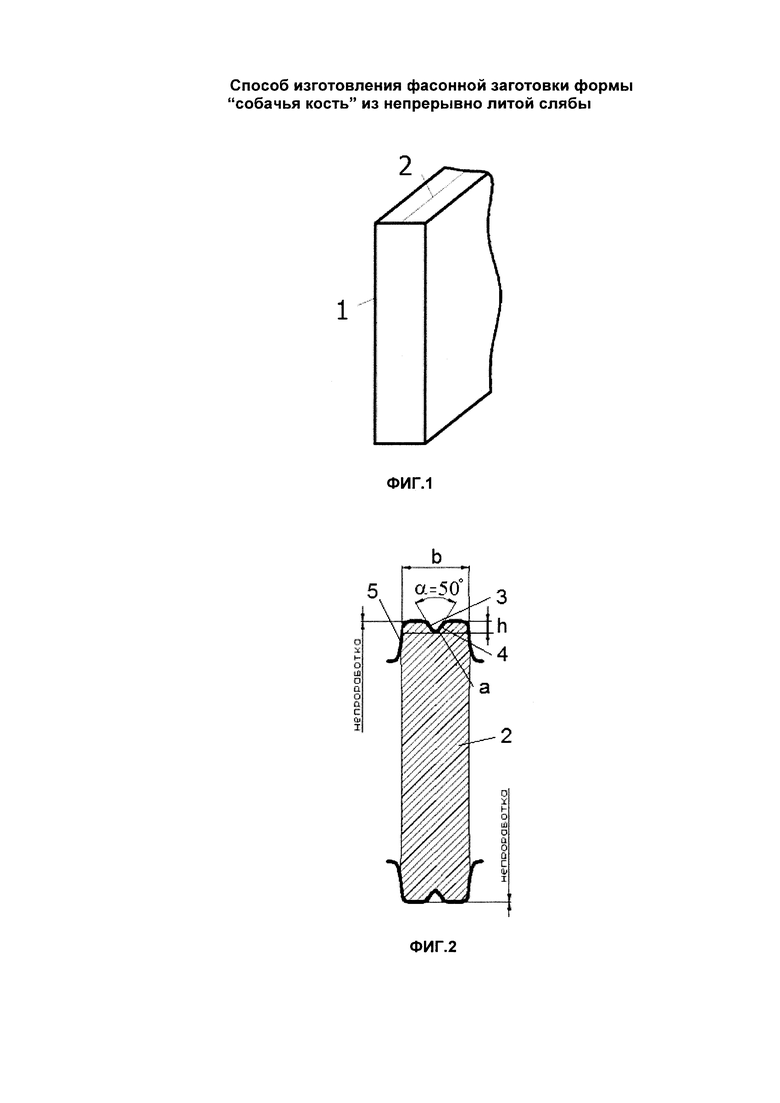
Фиг. 1 - непрерывно литой сляб, с позиционированный перед первым проходом.
Фиг. 2 - вид спереди первого разрезного калибра.
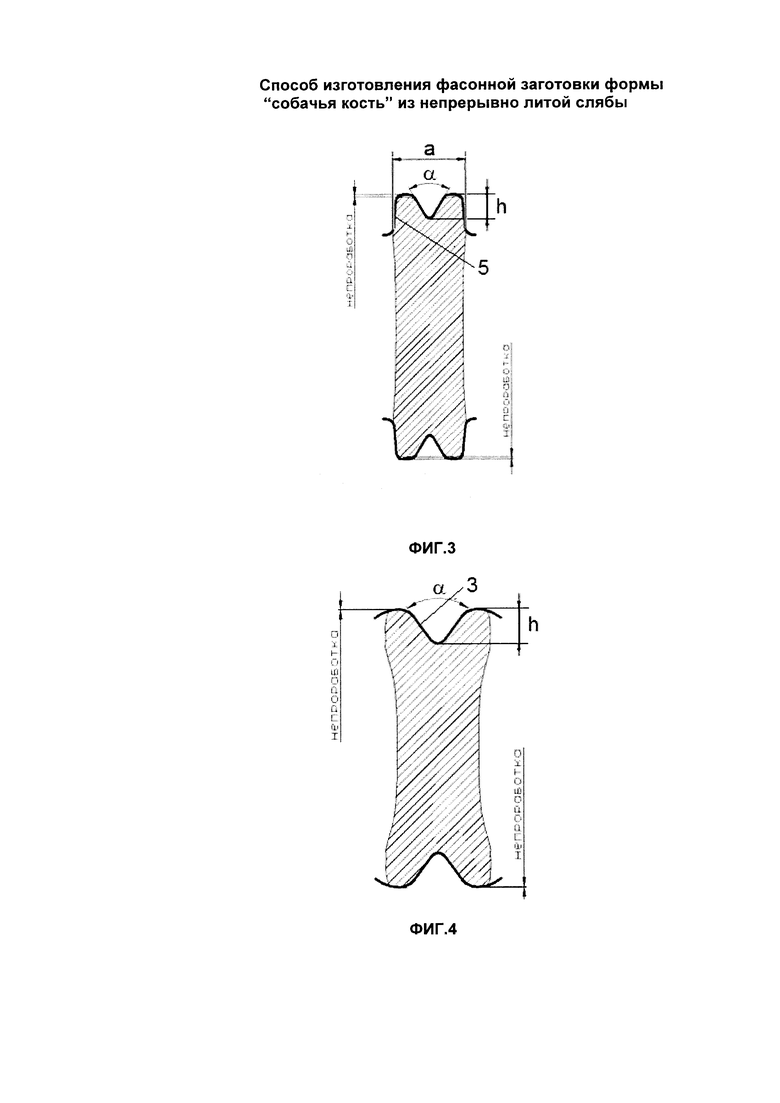
Фиг. 3 - вид спереди второго разрезного калибра.
Фиг. 4 - вид спереди третьего разрезного калибра.
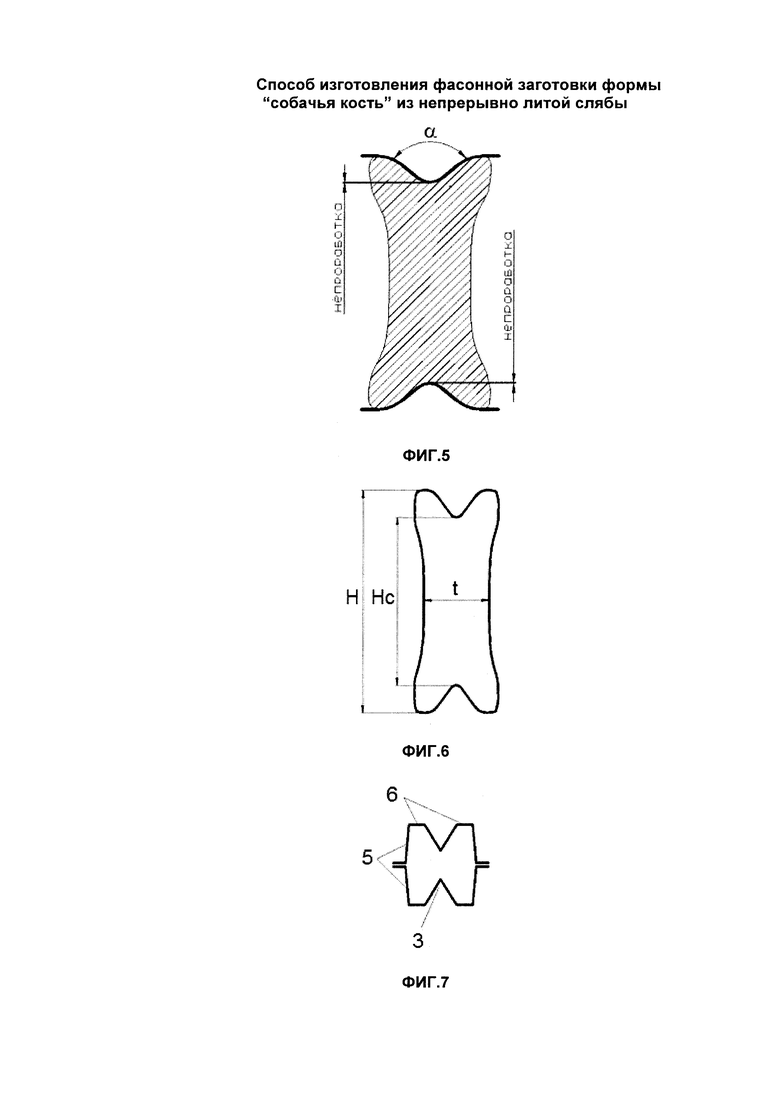
Фиг. 5 - вид спереди четвертого калибра, предназначенного для разгибания предварительно разрезанных полок.
Фиг. 6 - деформация металла в проведенном эксперименте с использованием режущего калибра.
Фиг. 7 - вид ящичного калибра с разрезным гребнем спереди.
Предлагаемый способ изготовления фасонной заготовки формы «собачья кость» из непрерывно литой слябы осуществляется следующим образом.
Нагретый до температуры 1250°С литой сляб 1 подается к валкам обжимной клети и при помощи кантователя, кантуется на 90 градусов на боковую грань 2 (фиг. 1). Далее сляб прокатывается в первом разрезном калибре К1 (фиг. 2). Первый калибр представляет собой ящичный калибр с разрезным гребнем 3, который расположен по центру дна калибра, которым выполняют продольный надрез 4 высотой h и острым углом α. В первом калибре острый угол составляет 50 градусов. Ширина калибра а по вершине гребня для равномерной разрезки сляба по боковой грани равна толщине нагретой слябы в. Равномерное разрезание сляба 1 по боковой грани 2 происходит благодаря центрированию (защемлению) боковыми стенками калибра 5. После проката в первом калибре раскат подают и прокатывают во втором калибре К2 (фиг. 3). Ширина второго калибра а принимается равной ширине раската с учетом уширения во втором. калибре. При этом контакт металла с боковыми стенками калибра 5 происходит, на конечном этапе формоизменения в калибре. Образующий угол гребня второго калибра а. также представляет из себя острый угол с величиной на 10 градусов больше, чем угол гребня в предыдущем калибре и составляет 60 градусов, происходит увеличение глубины раската. Данная конструкция калибра связана с тем, что в первом калибре произошла только предварительная разрезка сляба, что недостаточно для удержания раската от сваливания только разрезным гребнем. Разрезка во втором калибре, как и в первом происходит только до контакта металла с дном ящичного калибра, то есть присутствует незначительная проработка по вершинам полок. Далее раскат прокатывают в третьем калибре К3 (фиг. 4). Данный калибр сконструирован таким образом, что для удержания раската от сваливания при окончательной разрезке достаточно разрезного гребня с увеличенным образующим углом разрезного гребня до величины 70 градусов, при этом боковые стенки калибра 5 отсутствуют. За счет увеличения угла на 10 градусов в калибрах гарантировано происходит «облегание» металла поверхности гребня. От прохода к проходу увеличивают угол для приближения к развернутому углу - гладкой бочке, то есть не резкое увеличение от острого угла к развернутому, а постепенное, благодаря чему сформированный разрезанием металл для фланцев по высоте не уменьшается при прокатке на гладкой бочке, а практически полностью преобразуется во фланцы. При данном формоизменении в калибре происходит свободное уширение и все энергия деформации направлена только на гребень 3, то есть на разрезку. При такой схеме деформации происходит минимальное уменьшение раската по элементу предназначенному для формирования стенки фасонной заготовки. Окончательная разрезка в калибре происходит так же как и в предыдущих калибрах только до контакта металла с дном калибра, то есть так же наблюдается незначительная непроработка элементов профиля, предназначенных для формирования полок фасонной заготовки, что не допускает уменьшение по высоте как полок, так и стенки раската. Высота гребней h в первых трех калибрах принимают 10, 20 и 30% соответственно от ширины полок фасонной заготовки. Гребень первого калибра предназначен для начальной разрезки сляба по боковой грани, его задача надрезать как можно точнее по центру сляба с защемлением в калибре. Если сделать калибр выше, тогда его надо больше врезать в валки, а так как боковые стенки калибра имеют наклон и ширина калибра по высоте гребня h равняется ширине нагретого сляба в, то и металл идущий на формирование фланцев также будет больше обжиматься, что не надо. Необходимо, чтобы металл «разваливался» как можно больше в месте разрезки без какого либо стеснения. Высоту гребня третьего калибра рассчитывают исходя из ширины фланцев в конечном профиле, она равна (по периметру гребня) ширине фланцев в конечном профиле. Гребень второго калибра принимают как промежуточный между первым и вторым калибрами. Далее раскат прокатывают в четвертом калибре К4 (фиг. 5). Данный калибр предназначен для разгибания разрезанной части раската, угол раската развернутый. Образующий угол гребня принимают 100 градусам и периметр гребня примерно равен периметру гребня третьего калибра. Поэтому, формоизменение в данном калибре происходит до момента касания по центральной части гребня и раската. Переход от части калибра -гребня к дну калибра 6 происходит по дуге окружности, для получения предпосылок к подгибу и крайних элементом полок. То есть ведется подготовка к дальнейшей прокатке раската на гладкой бочке с минимальным уменьшением по ширине стенки (центральной части) профиля.
Дальнейшее формоизменение раската после четвертого прохода ведется по схеме с чередованием калибров гладкая бочка - фасонный калибр. При этом основной и достаточный контроль (обработка) по вершинам полок происходит только в фасонном (чистовом) балочном калибре.
Конкретные примеры выполнения предлагаемого способа.
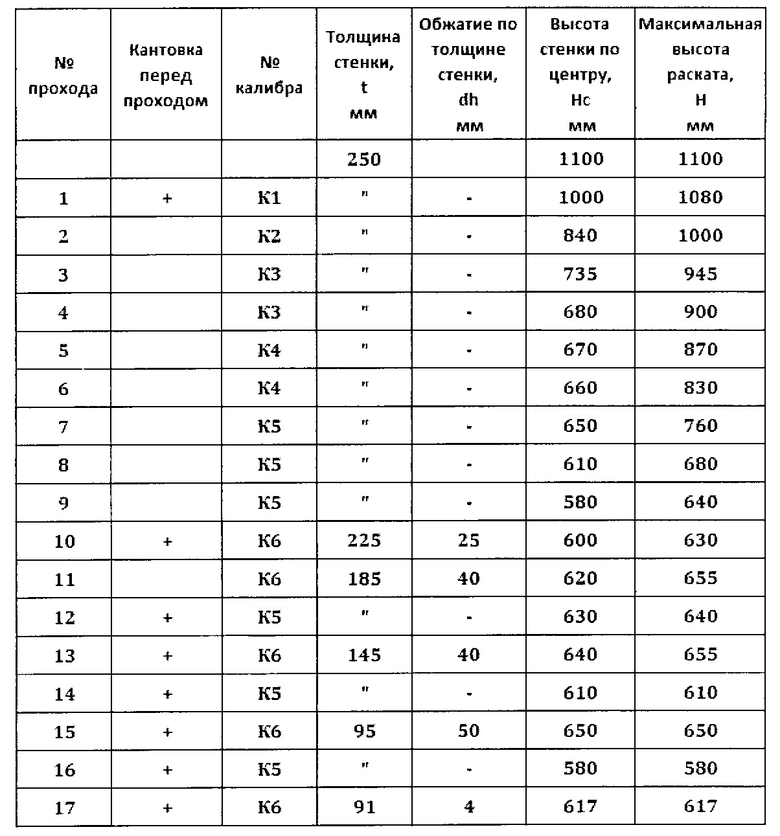
Для получения балочной заготовки размером 610×350×90 мм плоский непрерывно литой сляб толщиной 250 мм и шириной 1100 мм нагревали до температуры 1250°С и прокатывали на обжимном стане в калибрах К1, К2, К3, К4, а также на гладкой бочке и в фасонном (чистовом) балочном калибре по 17 проходной схеме, приведенной в таблице.
Далее фасонная заготовка транспортируется к обжимной клети балочного стана, где в зависимости от конечного профиля происходит ее дальнейшая прокатка по разработанным схемам. Данная фасонная заготовка, полученная предлагаемым способом может применяться для производства трех типоразмеров 17 профилеразмеров.
Использование предлагаемого способа изготовления балочной заготовки типа «собачья кость» из непрерывно литого сляба позволяет осуществлять производство нескольких типов и размеров двутавровых профилей, уменьшить расходный коэффициент, повысить производительность и эффективность прокатки, а также улучшить качество продукции посредством использования непрерывно литого сляба.
Источники информации, принятые во внимание:
1. Патент Японии №55-70402, 4/1980, Мкл. В21В;
2. Патент Японии №56-41002, 3/1981, Мкл. В21В;
3. Патент США №4086801, пр. 31.03.1976 г., опубл. 02.05.1978 г., В21В 1/08, В21В 1/088, В21В 1/10.
4. Патент США №4420961, приоритет 10.07.1981 г., опубл. 20.12.1983 г., Мкл. В21В 1/08, В21В 1/10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2003 |
|
RU2254941C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ Буйглишвили прокатки балочной заготовки на обжимном стане | 1988 |
|
SU1616723A1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
Изобретение относится к прокатному производству. Уменьшение расходного коэффициента, повышение производительности и улучшение качества продукции обеспечивается за счет того, что из непрерывно литого сляба формируют балочную заготовку в калибрах обжимного стана путем выполнения продольного надреза по центру на боковых продольных гранях сляба треугольным разрезным гребнем с острым образующим углом в ящичном калибре, ширина которого при вершине гребня равна ширине исходной сляба, увеличения глубины надреза раската в местах формирования полок двутавровой балки до достижения заданного значения, разгибания разрезанных частей раската с формированием полок двутавровой балки, при этом увеличение глубины разрезания раската производят с помощью калибров, состоящих из разрезных гребней с изменяемыми величинами угла при вершине и высотами от одного калибра к другому, при этом формообразование раската в данных калибрах производят без бокового стеснения выпусками калибров, разгибание предварительно разрезанных частей раската, формирующихся для полок двутавровой балки, производят за счет проникновения гребня с образующим при вершине тупым углом, после чего производят увеличение ширины надреза в калибре с плоским дном и окончательное формирование фасонной заготовки в фасонном калибре заданной формы. Высоту гребней в первых трех калибрах принимают в размере 10, 20 и 30% от ширины полок фасонной заготовки соответственно, а величину угла при вершине разрезных гребней, начиная с острого угла 50 градусов в первом калибре, изменяют с увеличением на 10 градусов в последующих втором и третьем калибрах. 2 з.п. ф-лы, 7 ил., 1 табл.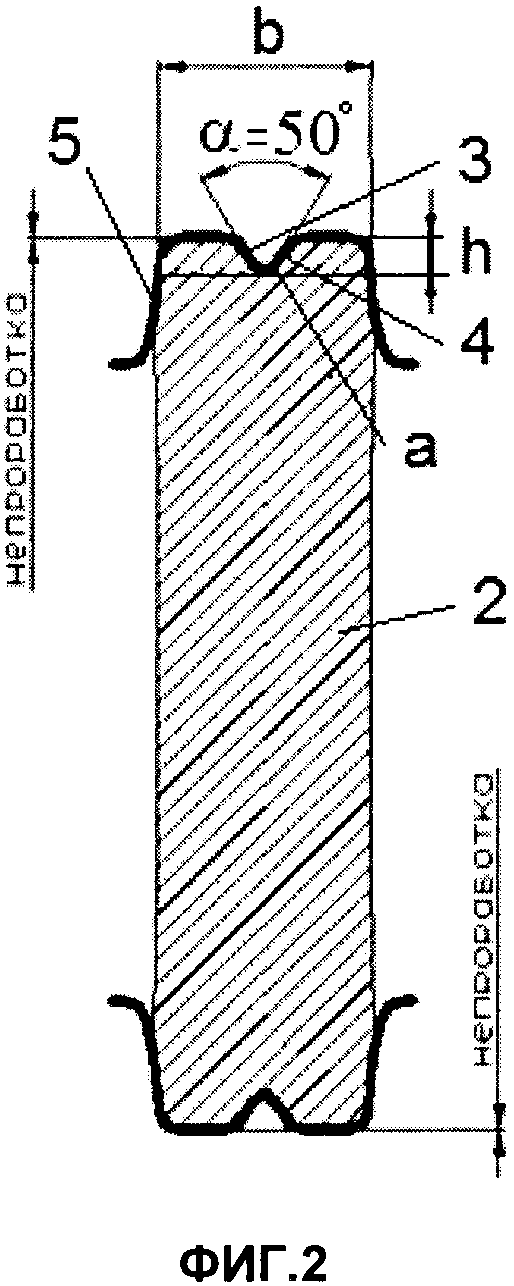
1. Способ изготовления фасонной заготовки в виде «собачья кость» из непрерывно литого сляба, включающий формирование балочной заготовки в калибрах обжимного стана путем выполнения продольного надреза по центру на боковых продольных гранях сляба в ящичном калибре посредством треугольного разрезного гребня с острым образующим углом, ширина которого при вершине гребня равна ширине исходного сляба, увеличения глубины надреза раската на участках формирования полок двутавровой балки до достижения заданного значения, разгибания разрезанных частей раската с формированием полок двутавровой балки, отличающийся тем, что увеличение глубины надреза производят в калибрах, содержащих разрезные гребни с переменными углами при вершине и переменной высотой гребней от одного калибра к другому, при этом формообразование раската в данных калибрах производят без бокового стеснения выпусками калибров, разгибание предварительно разрезанных частей раската на участках формирования полок двутавровой балки производят посредством гребня, образующего при вершине тупой угол, после чего производят увеличение ширины надреза в калибре с плоским дном и окончательное формирование фасонной заготовки в фасонном калибре заданной формы.
2. Способ по п. 1, отличающийся тем, что высота гребней в первых трех калибрах составляет, соответственно, 10, 20 и 30% от ширины полок фасонной заготовки.
3. Способ по п. 1, отличающийся тем, что величина угла при вершине разрезных гребней составляет 50 градусов в первом калибре и увеличивается на 10 градусов в последующих втором и третьем калибрах.
| US 4420961 A, 0.12.1983 | |||
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| US 4086801 A, 02.05.1978. | |||

