Изобретение относится к прокатному производству и может быть использовано при прокатке в клетях трио крупных швеллеров.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки швеллера [40У, являющегося самым крупным профилеразмером по ГОСТ 8240-97 [1, стр.47-49, рис.2].
Контролирующими длину фланцев профиля полузакрытыми калибрами здесь оказываются симметричные калибры 1 и 5, из которых калибр 1, особенно левый фланец, находится в валках в непосредственной близости от торца их бочки, а правый фланец из-за большой ширины калибра находится на значительном расстоянии от торца бочки валка. В результате такого расположения калибра при прокатке раската в нем происходит разная отдача валков по длине бочки, связанная с неравномерной нагрузкой на упругодеформирующиеся детали клети, по этой причине левый фланец раската становится длиннее правого фланца.
Это оказывается крупным недостатком прототипа, так как затем в 5-ом предчистовом полузакрытом калибре более длинный левый фланец раската не фиксируется в полузакрытой части нижнего ручья калибра, что приводит к выдавливанию фланца из калибра на бурт, что приводит к получению брака и снижению производительности стана из-за необходимости частой настройки привалковой арматуры.
Техническая задача, решаемая изобретением, состоит в повышении стабильности прокатки крупных швеллеров, улучшении качества продукции за счет точного выполнения геометрии профиля, уменьшении брака и увеличении производительности за счет сокращения времени на настройку привалковой арматуры.
Технический результат достигается тем, что в способе прокатки крупных швеллеров в клети трио, включающем многопроходное обжатие раската в валках с калибрами, в первом контролирующем длину фланцев полузакрытом калибре, с крайним расположением на бочке валков, длина фланца со стороны края бочки валков предусматривается меньшей по сравнению с длиной фланца другой стороны калибра.
Известное и предложенное технические решения имеют следующее общие признаки: оба они являются способами прокатки крупных швеллеров в клетях трио. Оба включают многопроходное обжатие заготовки в калибрах, оба имеют контролирующие длину фланцев полузакрытые калибры 1 и 5, расположенные с краю бочки прокатных валков.
Отличие предложенного способа от прототипа состоит в том, что контролирующий длину фланцев швеллера полузакрытый калибр 1 сделан несимметричным: длина полузакрытого фланца, расположенного ближе к торцу прокатных валков, сделана меньшей величины, чем длина другого фланца, на величину h=2÷5 мм.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении стабильности прокатки крупных швеллеров, улучшении качества швеллеров за счет точного выполнения его геометрии и увеличении производительности за счет сокращения времени на настройку привалковой арматуры. При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому решению соответствие критерию "изобретательский уровень".
На фиг.1а показана последовательность изменения по проходам поперечного сечения полосы при прокатке швеллера №40 (фиг.1б) при реализации предложенного способа (калибры 1-6), а также расположение в валках первых трех калибров линии 800 (калибры 1-2-3).
На полузакрытом калибре 1 при этом указана величина фланцев с одной и другой стороны калибра в соответствии с материалами нашей заявки (h=2÷5 мм).
Заявленный способ опробован при прокатке швеллера №40 на рельсобалочном стане ОАО "НКМК".
Пример реализации способа при прокатке швеллера №40 (фиг.1б). Исходную заготовку из стали 30ХГСА сечением 300×330 мм нагревают до температуры 1250°С и прокатывают в клети 900 рельсобалочного цеха в системе открытых и закрытых балочных калибров в 9 проходах до толщины стенки 24 мм. Затем раскат поступает на линию 800, где прокатывается соответственно за 3 прохода в I клети и 2 прохода в II клети трио. Полузакрытые калибры 1 и 5 при этом контролируют длину фланцев, а остальные калибры выполнены закрытого типа.
В первом полузакрытом калибре в соответствии с материалами заявки левый фланец сделан короче правого на 4 мм. Значение укорачивания менее 2 мм могут не оказывать в нашем случае необходимого влияния на нормальное проведение процесса прокатки, а укорочение более 5 мм может оказаться слишком большим и в следующем контролирующем высоту фланцев калибре 5 может быть недостаточная обработка укороченного фланца по высоте.
Прокатка заканчивается в калибре 6 на клети 850 дуо.
Коэффициенты деформации стенки профиля в этих калибрах имеют следующие значения: η1=1,13; η2=1,13; η3=1,13; η4=1,13; η5=1,13; η6=1,13, а коэффициенты вытяжки λ1=1,56; λ2=1,34; λ3=1,35; λ4=1,24; λ5=1,17; λ6=1,18.
Конструкция калибра 1, контролирующего длину фланцев профиля, в сочетании с приведенными коэффициентами деформации стенки и вытяжки уменьшают выход брака, повышают производительность стана.
Технико-экономические преимущества предложенного способа состоят в том, что повышается стабильность процесса прокатки крупных швеллеров, следовательно, повышается производительность, сокращается брак.
Источники информации
1. Журнал "Сталь", 1982 г., №4. С.47-49. рис.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2294246C1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2293615C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке крупных швеллеров в клетях трио. Задача изобретения - повышение стабильности прокатки. Способ включает многопроходное обжатие заготовки в валках с калибрами. Из имеющихся в схеме прокатки двух контролирующих длину фланцев профиля полузакрытых калибров, расположенных с края бочки валков, в соответствии с изобретением способ предусматривает использование первого калибра несимметричного типа с уменьшением длины фланца со стороны торца бочки валка на величину h=2÷5 мм по сравнению с фланцем другой стороны калибра. Изобретение обеспечивает повышение стабильности прокатки и улучшение качества швеллеров за счет точного выполнения геометрии профиля, уменьшение брака и увеличение производительности процесса. 1 ил.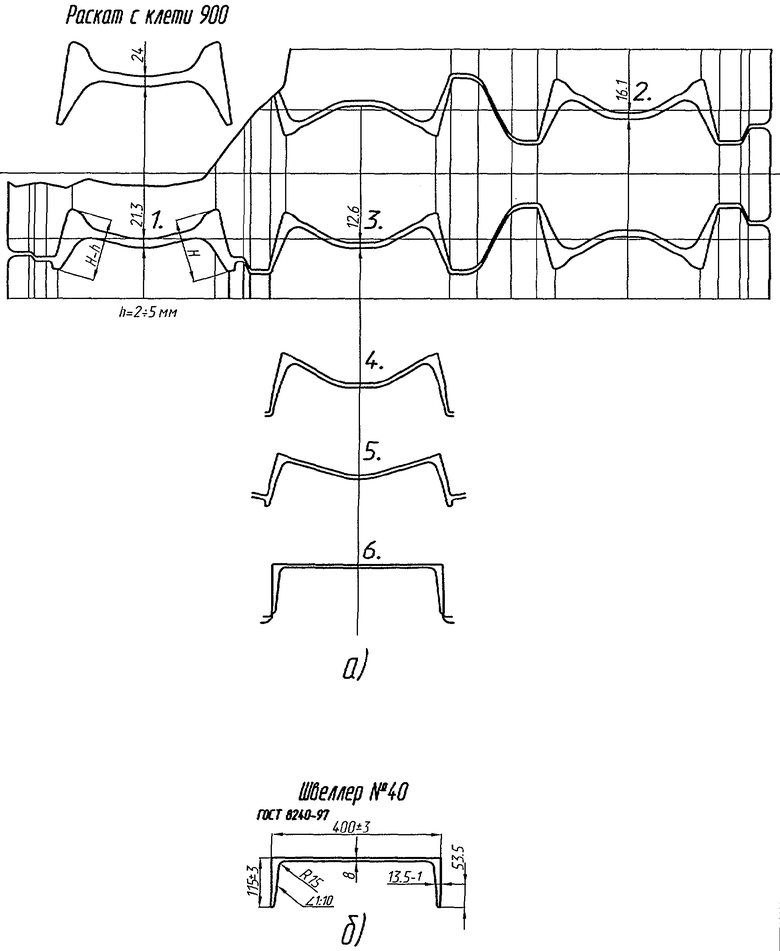
Способ прокатки крупных швеллеров в клети трио, включающий многопроходное обжатие заготовки в валках с калибрами с использованием контролирующих длину фланцев швеллера полузакрытых калибров, расположенных с края бочки валков, отличающийся тем, что первый контролирующий длину фланцев полузакрытый калибр выполняют несимметричного типа, с длиной фланца со стороны торца бочки валков меньшей по сравнению с длиной фланца другой стороны калибра на величину h=2÷5 мм.
| Сталь | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| Способ прокатки в станах трио с сопряженными калибрами | 1950 |
|
SU113503A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ КОМПЛЕКТ В ПРОКАТНОЙ КЛЕТИ ТРИО | 1996 |
|
RU2100107C1 |
| Способ получения пористого стекла | 1988 |
|
SU1544737A1 |

