Изобретение относится к устройствам для механической отбортовки кромок тонкостенных цилиндрических заготовок под соединения с дном или крышкой и может быть использовано при изготовлении аэрозольных баллонов.
Общеизвестны, например, применяемые для изготовления консервных банок многочисленные устройства, используемые в реальном производстве, с помощью которых на цилиндрических заготовках отбортовывают кромку с одного или двух концов. Цилиндрические заготовки, края которых отбортованы на этих устройствах, при соединении их с дно или крышкой образуют соединение, шов которого выступает за диаметр цилиндра, при этом обрабатываемые заготовки не должны иметь лакокрасочного покрытия так, как оно разрушается при отбортовке кромки.
Известно устройство по патенту Германии 1988 года N 3715917, представляющее собой узел, состоящий из вальцовочной головки и формующего ролика для отбортовки кромки на тонкостенной цилиндрической заготовке, который является прототипом. Конструкция данного узла позволяет формовать кромку цилиндрической заготовки с использованием формующего ролика, согласно описания и фигур чертежа первоначально отбортовывается кромка, а затем формуется весь профиль кромки с уменьшением диаметра, что позволяет получать соединение с дном или крышкой, шов которого будет равен или меньше основного диаметра цилиндра.
Основным конструктивным недостатком известного устройства является то, что отбортовка кромки у цилиндрической заготовки осуществляется беззазорной раскаткой металла кромки роликом, который давит на этот металл, что приводит к утонению металла кромки и к его нагартовке, а следовательно, повышает жесткость металла и ухудшает его соединение с дном или крышкой. Такое конструктивное выполнение устройства исключает возможность использования предварительно окрашенных заготовок, так как, отбортовка кромки, осуществляемая раскаткой с проскальзыванием ролика, полностью разрушает лакокрасочное покрытие, что нами экспериментально было проверено при воспроизводстве конструкции устройства по патенту.
Еще одним недостатком известного узла отбортовки кромки является наличие двух пружин, что при работе из-за отсутствия жесткости элементов вальцовочной головки приводит к их перекосам и заеданиям, а в результате к порче заготовок и останову станка-автомата.
Предлагаемое устройство, а именно узел отбортовки кромки, представляет собой пару, состоящую из вальцовочной головки и ролика формующего, а при отбортовке кромок одновременно с двух сторон заготовки - две головки и два ролика. Таких узлов на станке-автомате шесть, но их количество может быть и другим. Весь рабочий цикл станка-автомата и последовательность взаимодействия головок с роликами осуществляются от копиров.
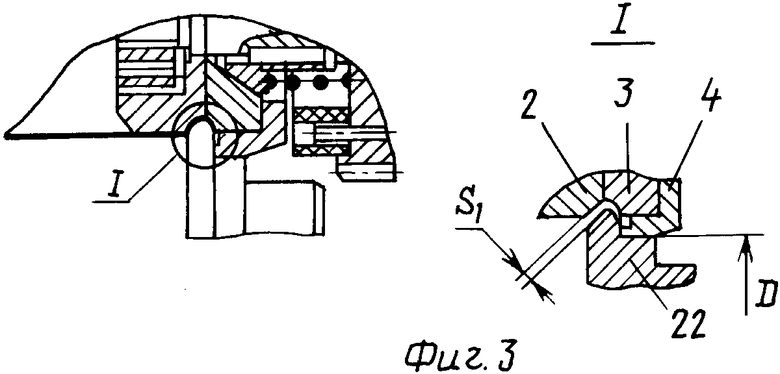
Сущность изобретения заключается в том, что опорная шайба 4 вальцовочной головки снабжена кольцевым пазом и введен гарантированный зазор S1 (см. фиг. 1, 2, 3 поз.4) между формующим роликом и элементами головки (2, 3), в которые прячется кромка заготовки в процессе ее первоначальной отбортовки и их наличие полностью защищает кромку от воздействия ролика, продолжающего дальнейшее и окончательное формообразование всего профиля кромки заготовки. Благодаря кольцевому пазу на опорной шайбе и зазору S1 между формующим роликом и элементами головки процесс формообразования идет путем гибки кромки с обкаткой в процессе кругового вращения с перемещением вальцовочных головок с заготовками и формующих роликов при одновременном и взаимно противоположном их вращении и схождении формообразующих элементов по копиру. Это полностью исключает раскатку кромки и нагартовку металла, обеспечивая высокое качество формообразования кромок на заготовках уже предварительно окрашенных без повреждения лакокрасочного слоя, а следовательно, соединительный шов с дном или крышкой будет коррозийнностойким и качественным.
Кроме того, конструкция вальцовочной головки в отличие от известной по патенту обеспечивает требуемую жесткость и полностью исключает перекосы, заедания, порчу заготовок и аварийный останов станка-автомата.
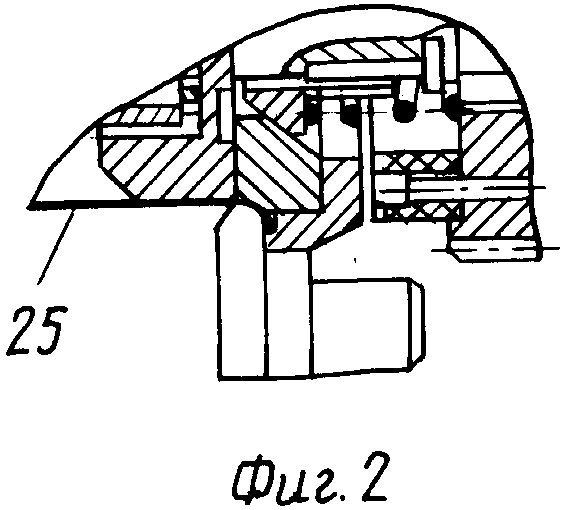
На фиг. 1 показан общий вид узла в разрезе одной вальцовочной головки и формующего ролика, вторая головка фиксирует второй конец цилиндрической заготовки, а ролик не показан, так как при отбортовке кромок с двух сторон он также как и головка будет идентичен показанному (профиль формуемых кромок может быть разным).
На фиг. 2 показано положение элементов головки, заготовки и формующего ролика при начальной отбортовке кромки заготовки; на фиг. 3 показано положение элементов головки, заготовки и формующего ролика при завершении формообразования кромки заготовки.
На фиг. 3 поз. 1 показан зазор S1 между элементами головки и формующим роликом при завершении процесса формообразования кромки заготовки, где S1 зависит от толщины металла обрабатываемой цилиндрической заготовки.
Узел формообразования кромки (по фиг. 1, 2, 3) на тонкостенных цилиндрических заготовках под аэрозольные баллоны с одной или двух сторон одновременно состоит из одной или двух вальцовочных головок, формующие части которых удерживают заготовку в процессе отбортовки кромок (одной или двух) и соответственно расположенные формующие ролики.
Головка вальцовочная состоит из оси 1, на одном конце которой смонтированы детали, формующие кромку заготовки аэрозольного баллона, - ролик 2, диск 3, опорная шайба 4, втулка 5 и пружина 6. Посредине оси 1 стоит шестерня 7, на которой крепится регулировочное кольцо 8. Второй конец оси 1 с парой конических подшипников 9 вмонтирован в корпус 10 через дистанционные втулки 11, 12 и 13 и зафиксирован кольцом 14 и гайками 15 и 16 на оси 1. Гайка 17 служит для крепления головки вальцовочной к станку-автомату.
Ролик состоит из вала 18, на котором установлены два конических подшипника 19. Шайба 20 и винт 21 служат для крепления подшипников 19 к валу 18. Ролик 22 служит и корпусом и формующим инструментом, крышка 23, закрепленная кольцом 24, защищает подшипники от пыли и грязи.
Узел отбортовки работает следующим образом.
Отбортовка производится методом гибки, совмещенной с обкаткой заготовки 25. Головки вальцовочные и формующие ролики устанавливаются на роторный автомат, их движение осуществляется через копиры. Заготовка 25, попадая на вальцовочные головки, фиксируется ими и приводится совместно с ними во вращательное движение. Ролик 22, двигаясь по копиру, приближается к вальцовочной головке (фиг. 1), доходя до положения (фиг. 2), касается шайбы 4, сохраняя предусмотренный зазор S1. В этом положении заготовка 25 отбортовывается, как показано на фигуре, без раскатки металла и повреждения кромки, располагающейся в пазу шайбы 4. Далее ролик 22 давит на шайбу 4 вальцовочной головки, смещая ее вместе с диском 3 от своего центра, тем самым обеспечивается гибка кромки до необходимой конфигурации фиг. 3. Зазор S1 выбирается в зависимости от толщины металла заготовки 25 и его постоянство обеспечивается исполнительными размерами ролика 22 по диаметру Ж. При данной технологии металл кромки заготовки 25 формуется в зазоре S1 в требуемую конфигурацию, при это не нарушается его лаковое покрытие, так как профиль создается воздействием инструмента 22 на инструменты 3, 4. а не воздействием на металл заготовки 25, кромка которой к тому же защищена в начале процесса пазом шайбы 4.
Зазор S2 на вальцовочной головке необходим для свободного перемещения деталей 3 и 4 от своего центра. Втулка 5 и пружина 6 необходимы для возвращения диска 3 и шайбы 4 в исходное положение после каждого цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1994 |
|
RU2096109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОВАЛЬНЫХ ПЛОСКИХ И/ИЛИ ВЫПУКЛЫХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212971C1 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2181648C1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2121405C1 |
Изобретение относится к устройствам для механической отбортовки кромок под соединения с дном или крышкой и может быть использовано при изготовлении аэрозольных баллонов. Узел отбортовки кромки имеет вальцовочную головку с формообразующими элементами и формообразующий ролик, а при отбортовке кромок с двух сторон заготовки - соответственно две вальцовочные головки и два формующих ролика. Опорная шайба формующей головки снабжена кольцевым пазом для размещения в нем отбортовываемой кромки и предохранения ее от раскатки роликом, а между формующими элементами головки и формующим роликом при максимальном их сближении выставляется зазор, равный в толщине металла обрабатываемой заготовке. 3 ил.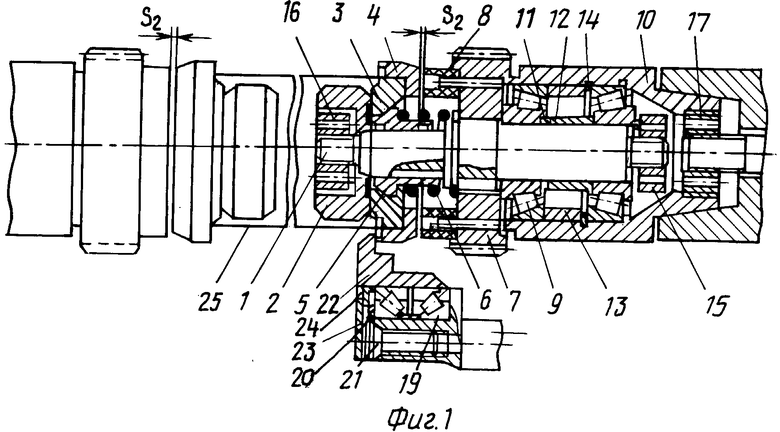
Узел отбортовки кромки на тонкостенных цилиндрических заготовках, содержащий вальцовочную головку с формующими элементами в виде ролика и подвижных в радиальном направлении диска и опорной шайбы и формующий ролик, отличающийся тем, что на опорной шайбе выполнен кольцевой паз для размещения в нем отбортовываемой кромки и предохранения ее от раскатки формующим роликом, при этом между последним и формующими элементами головки предусмотрен гарантированный зазор в крайнем положении их сближения, равный толщине металла обрабатываемой заготовки.
| DE, заявка N 3715917, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
