Изобретение относится к способу сварки тонколистовых материалов методом оплавления в среде защитных газов и может быть использовано в различных отраслях машиностроения.
Известен способ дуговой сварки стыковых швов тонколистовых элементов, при котором стыкуемые кромки отбортовывают, причем отбортовку кромок производят под углом 30-60o, кромки стыкуют по внешней стороне отбортовки с выходом одной кромки в формирующую канавку, а другой - в сторону электрода, при этом длина отбортовки равна 1-2 толщины свариваемых листов (а.с. 1540989, SU, кл. В 23 К 33/00, 1988).
Данный способ позволяет получать надежное соединение двух элементов только при выдерживании указанных параметров отбортовки, при отбортовке кромок при угле менее 30o отбортовки выходят в периферийную часть шва, образуются несплавления или подрезы, при угле более 60o происходит неполное расплавление нижней кромки с искажением формы сварного шва.
Наиболее близким по технической сущности к заявляемому является способ сварки тонколистовых элементов (сплавлением кромок) для некоторых типов соединений, при котором производят отбортовку одной кромки (В.Д. Мягков. Краткий справочник конструктора. М.-Л.: Машгиз, 1962, т. 115, с. 278).
По известному способу производят сварку стыковых соединений.
Сущность изобретения заключается в следующем.
В одной из заготовок отбортовывают кромку под углом 90o и сваривают с другой заготовкой. Отбортовку кромки производят в верхней заготовке высотой 3-4 толщины материала, верхнюю заготовку накладывают на нижнюю заготовку, а сварку ведут внахлестку оплавлением отбортовки плазмой.
При сварке по предлагаемому способу формирование шва происходит за счет расплавления отбортованной кромки, причем ее величина такова, что позволяет получить качественный шов, т.к. при меньшей величине отбортовки (менее 3-х толщин) материала кромки недостаточно для формирования номинального сечения шва и образуются свищи, несплавления; при величине отбортовки более 4-х толщин свариваемых материалов образуется избыток материала для формирования шва, происходит неполное расплавление материала нижней заготовки, что не позволяет получить качественный шов.
На чертеже показана схема сварки по предлагаемому способу.
Способ осуществляют следующим образом.
Перед сваркой в одной из заготовок 1 (верхней) отбортовывают кромку 2 под углом 90o, после чего заготовку 1 накладывают на нижнюю заготовку 3 и закрепляют (элемент крепления не показан). Усиление и корень сварного шва формируют за счет расплавления отбортованной кромки 2 плазмой без подачи присадочного материала.
Способ сварки заготовок тонколистовых материалов по сравнению с известными обладает следующим преимуществом:
- позволяет производить сварку внахлестку без присадочного материала.
Способ разработан и используется в ОАО "Белоярский экспериментально-инструментальный завод" при изготовлении отдельных элементов сварных конструкций из тонколистового металла, а также при изготовлении цилиндрических заготовок, в частности обечаек бочек, что позволило повысить качество сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки стыковых швов тонколистовых элементов | 1988 |
|
SU1540989A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2217278C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| Способ подготовки под сварку кольцевых и круговых стыковых соединений | 1990 |
|
SU1763131A1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2004 |
|
RU2263011C1 |
Изобретение относится к сварке и может найти применение в различных отраслях машиностроения при сварке в среде защитных газов. Производят отбортовку кромки в верхней заготовке под углом 90o и высотой 3-4 толщины материала. Верхнюю заготовку накладывают на нижнюю заготовку. Сварку ведут внахлестку оплавлением отбортовки плазмой. Такая технология позволяет производить сварку без присадочного материала. 1 ил.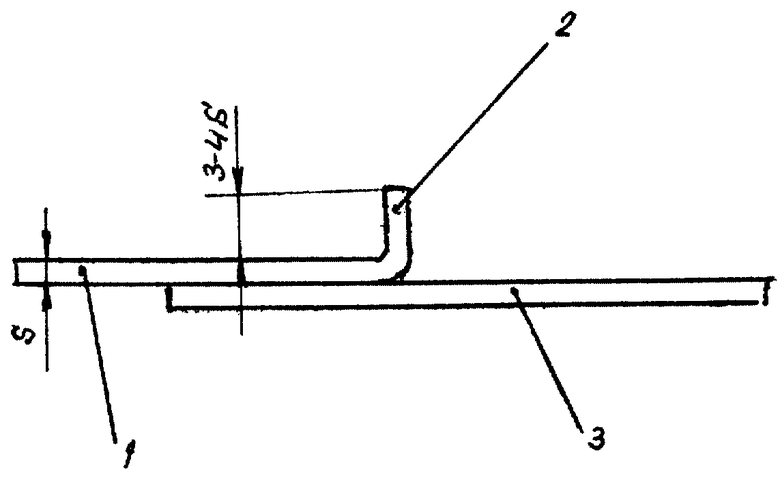
Способ сварки заготовок тонколистовых материалов, при котором в одной из заготовок отбортовывают кромку под углом 90o и сваривают с другой заготовкой, отличающийся тем, что отбортовку кромки производят в верхней заготовке высотой 3-4 толщины материала, верхнюю заготовку накладывают на нижнюю заготовку, а сварку ведут внахлестку оплавлением отбортовки плазмой.
| В.Д.МЯГКОВ | |||
| Краткий справочник конструктора | |||
| - М.-Л.: Машгиз, 1962, с | |||
| ПАРОВАЯ ИЛИ ГАЗОВАЯ ТУРБИНА | 1914 |
|
SU278A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 0 |
|
SU167267A1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ;каяy^^y'liL^^^^-^^'У'М. | 0 |
|
SU248108A1 |
| Способ дуговой сварки стыковых швов тонколистовых элементов | 1985 |
|
SU1301615A1 |
| ФОРСУНКА С КОНИЧЕСКИМ ЗАВИХРИТЕЛЕМ | 2017 |
|
RU2659966C1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
