Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении длиномерных винтов винтовых насосов, выполняемых из тонкостенных труб из нержавеющих и труднообрабатываемых сталей, применяемых в нефтегазодобывающей промышленности.
Известен способ изготовления винтов винтовых насосов из цилиндрической заготовки путем механической обработки на зубофрезерных станках червячной фрезой для образования на заготовке канавок винтового профиля [1].
К недостаткам известного способа следует отнести высокую трудоемкость обработки нержавеющих сталей, большие отходы металла в стружку, способ малопроизводителен, получаемые винты массивны, с недостаточно высокой чистотой обработанной поверхности.
Известен способ изготовления винтовых деталей, заключающийся в формообразовании на трубной заготовке винтового профиля, посредством последовательного сдвига участков заготовки при повороте и продвижении заготовки вдоль продольной оси посредством профилированной оправки, размещенной внутри заготовки с профилирующих элементов в виде тел качения, перемещающихся снаружи заготовки [2].
Недостатком данного способа является низкая чистота обработки, необходима дальнейшая чистота обработки, способ малопроизводителен, невозможно формообразование многозаходного винтового профиля.
Технической задачей, на решение которой направлено изобретение, является повышение долговечности винтовых деталей из нержавеющих и труднообрабатываемых металлов. Данная техническая задача решается за счет получения длиномерных винтовых поверхностей требуемого профиля с различным количеством заходов из нержавеющего металла без дополнительной механической обработки, с высокой чистотой обработки и одновременным повышением прочности.
Изобретение поясняется чертежами. На фиг.1 представлен предлагаемый способ обработки; на фиг.2 - 5 устройство для реализации способа.
Способ изготовления винтовых деталей, заключающийся в формообразовании на трубной заготовке при помощи оправки, винтового профиля, причем формообразование винтового профиля осуществляют путем последовательной пластической деформации, при совместном постоянном вращении трубной заготовки с закрепленной внутри нее n-заходной винтовой оправкой, и взаимосвязанном поступательном перемещении формообразующих элементов, в виде тел качения, вдоль оси обрабатываемой детали.
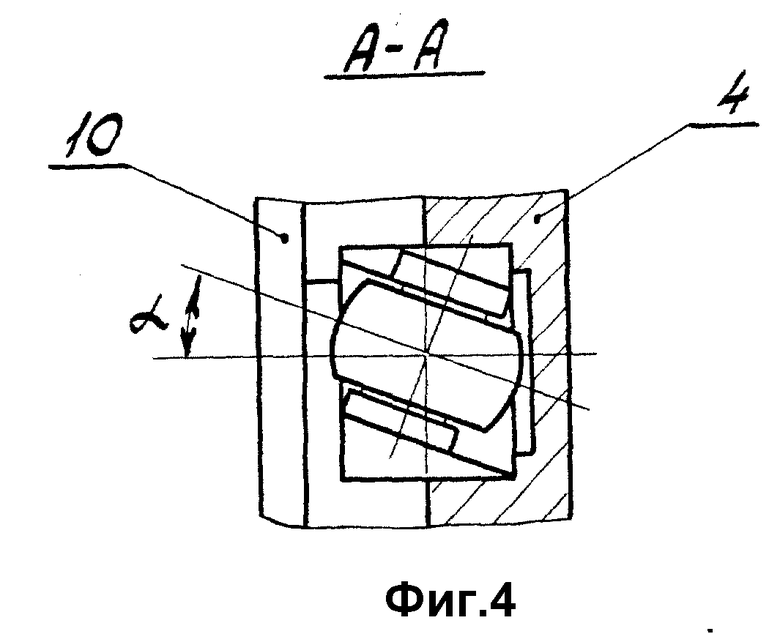
Устройство для реализации предлагаемого способа представляет собой обкатную головку, содержащую корпус с размещенными внутри него рабочими элементами, установленными с возможностью радиального перемещения, причем в крышке корпуса выполнены кулачки спирального профиля, а в радиальных пазах корпуса установлены подпружиненные колодки, контактирующие со спиральной поверхностью кулачков, причем колодки снабжены установленными на штифтах с возможностью вращения роликами, а ролики в колодках установлены под углом α, который равен углу накатываемой винтовой линии, при этом количество роликов равно числу профилируемых канавок.
Прототипом для описываемой обкаткой головки выбрано устройство, содержащее корпус с размещенными внутри него рабочими элементами, установленными с возможностью радиального перемещения [2].
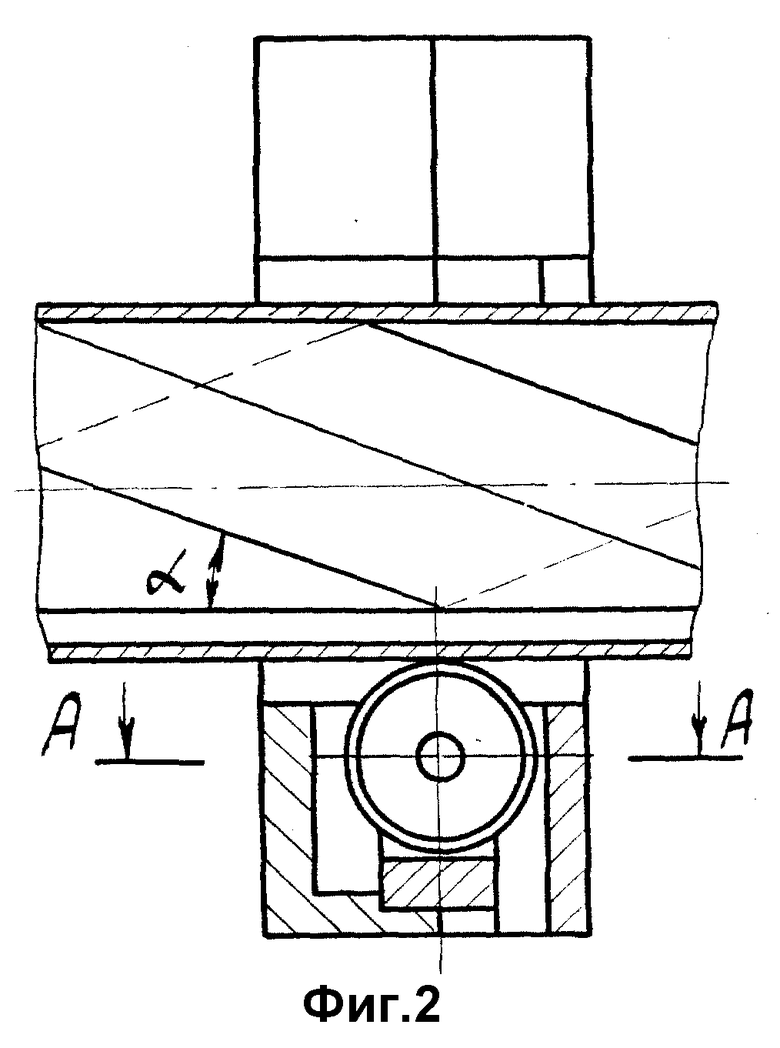
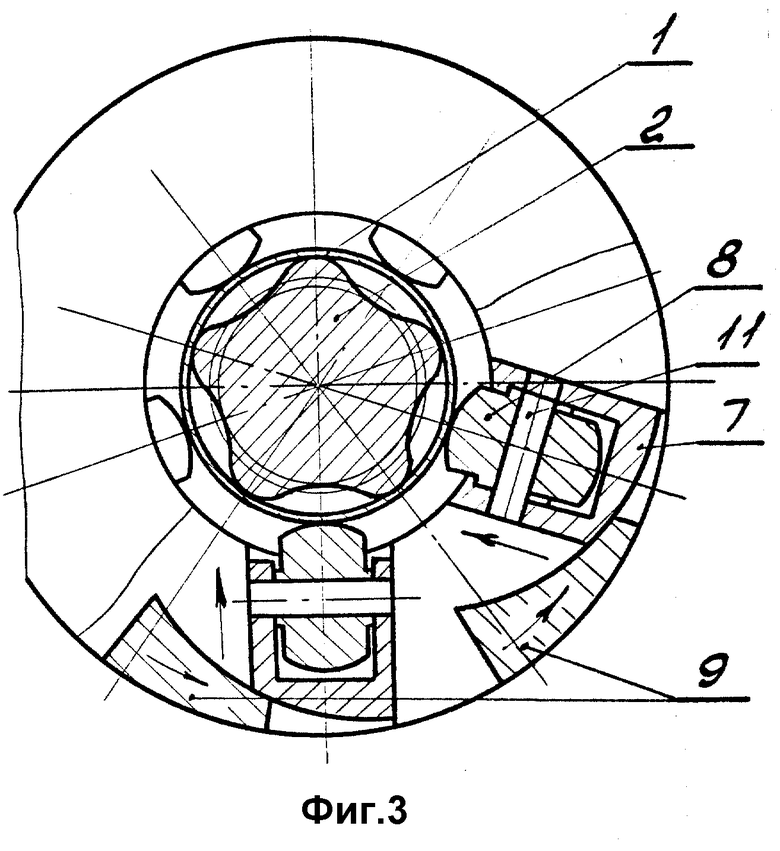
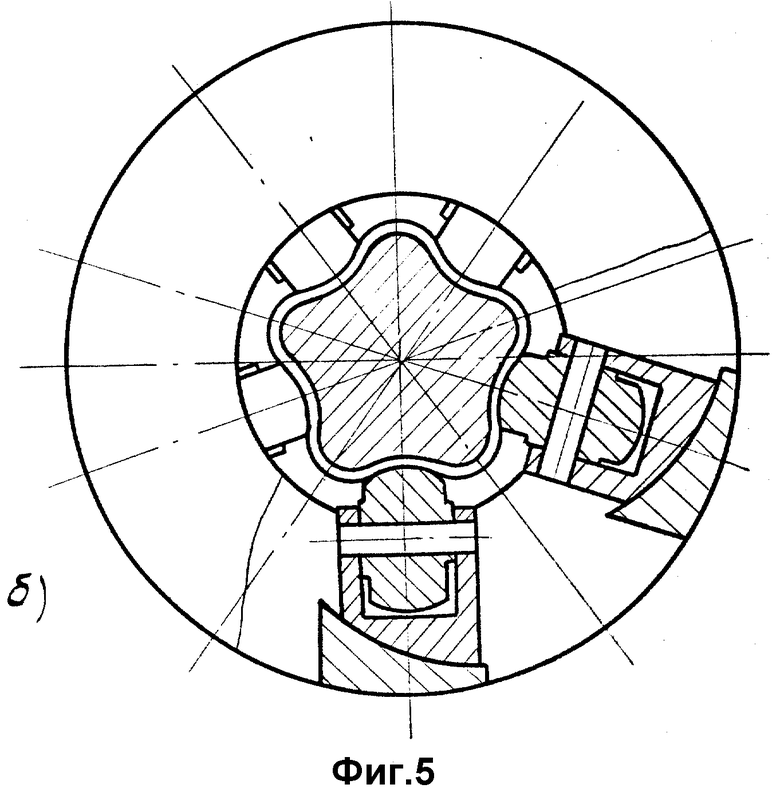
На фиг.1 представлена реализация предлагаемого способа заготовки в виде тонкостенной трубы 1, внутри которой размещена профильная оправка 2, закрепленная в 3-кулачковом патроне токарно-винторезного станка. Обкатная головка 4 закреплена в резцедержателе 5 суппорта 6. В радиальных пазах корпуса обкатной головки размещены колодки 7 с профилированными роликами 8, кулачки 9 изготовлены вместе с вращающейся крышкой 10 обкатной головки. Ролики 8 вращаются на опорных штифтах 11. Обкатную головку 4 перемещают вдоль оси обрабатываемой детали по направляющим станка от ходового винта 12.
Формообразование поверхности n-заходного винтового профиля производят следующим образом.
Спрофилированную по заданному профилю оправку 2 закрепляют в 3-кулачковом патроне шпиндельной бабки токарно-винторезного станка, на поверхность оправки 2 одевают тонкостенную заготовку - трубу до опорной шейки 13, причем диаметр оправки меньше диаметра трубы на 2 толщины стенки трубы.
Обкатную головку 4, закрепленную в резцедержателе 5 суппорта 6 подводят к началу обкатываемой трубы 1. При вращении крышки 10 обкатной головки 4 клинообразные кулачки 9, выполненные по спирали, радиально перемещают по радиальным пазам корпуса 4 колодки 7 с роликами 8, которые имеют необходимый профиль и закреплены механически в нужном направлении. Ролики 8 в колодках 7 установлены в диаметральном сечении на угол α, который равен углу накатываемой винтовой линии. Количество обкатных роликов соответствует числу заходов винтовой линии, т.е. равно числу профилированных канавок.
При вращении 3-кулачкового патрона с зажатой оправкой 2 кулачками 3, кинематически связанный со шпинделем станка ходовой винт передает свое движение суппорту 6, в результате чего обкатная головка начинает перемещаться вдоль заготовки. Кинематическая цепь станка обеспечивает связь между вращением шпинделя с патроном и ходового винта по условию: за 1 оборот шпинделя с патроном и зажатой в нем оправкой с трубной заготовкой перемещается ровно на 1 шаг накатываемой винтовой линии.
Чтобы получить полный профиль выполняют один или несколько проходов.
Предлагаемый способ позволяет получать длиномерные винтовые поверхности требуемого профиля с различным количеством заходов из нержавеющего металла без дополнительной механической обработки с высокой чистотой и точностью обработки и одновременным повышением прочности обрабатываемой поверхности.
При применении данного способа значительно в 1,5-2 раза снижается трудоемкость изготовления.
Источники информации
1. Гусман н.г. и др. Забойные винтовые двигатели для бурения скважины. - М.: Недра, 1981, с.128.
2. SU 105793, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ МНОГОЗАХОДНОЙ СПИРАЛЬНОЙ ВОГНУТО-ВЫПУКЛОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННЫХ ТРУБ | 1999 |
|
RU2179085C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2338614C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Установка для производства профилированных труб | 2021 |
|
RU2776753C1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ ТРУБ МАЛОЙ СЕРИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2144443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении длинномерных винтов винтовых деталей из нержавеющих сталей, используемых в нефтегазодобывающей промышленности. Данный способ дает возможность получения длинномерных винтовых деталей из тонкостенных трубчатых заготовок с высокой чистотой обрабатываемых n-заходных винтовых поверхностей без дополнительной механической обработки, что в конечном счете повышает долговечность с одновременным повышением их прочности. Это достигается путем формообразования винтового профиля за счет последовательной пластической деформации, при совместном постоянном вращении трубной заготовки с закрепленной внутри нее оправкой, спрофилированной в форме заданного винтового профиля, при взаимосвязанном поступательном перемещении профилирующих элементов в виде тел качения, закрепленных в корпусе обкатной головки вдоль оси обрабатываемой детали. Устройство для осуществления способа включает обкатную головку, в крышке корпуса которой выполнены кулачки спирального профиля, в радиальных пазах корпуса установлены подпружиненные колодки, контактирующие со спиральной поверхностью кулачков, причем колодки снабжены роликами, установленными на штифтах, с возможностью вращения, а ролики в колодках установлены под углом α, который равен углу накатываемой винтовой линии, причем количество роликов равно числу профилируемых канавок. 2 с.п. ф-лы, 5 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU 9808997A, 15.12.82 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1983 |
|
SU1147473A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| АЭРОДИНАМИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБОГАЩЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1992 |
|
RU2038872C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Гусман Н.Г | |||
| и др | |||
| Забойные винтовые двигатели для бурения скважин | |||
| - М.: Недра, 1981, с.128. | |||

