Изобретение относится к обработке металлов давлением, а более конкретно - к станам для поперечно-клиновой прокатки.
Известные конструкции станов для поперечно-клиновой прокатки плоским инструментом делятся на две группы: станы с двумя подвижными инструментами [1] и станы с одним подвижным инструментом. Конструкция станов включает корпус с установленными плитами, одна из которых может быть неподвижна. Станы снабжены довольно громоздкими и сложными системами расклинивания и регулировки зазора между инструментами, кроме того, их конструкции склонны к проявлению анизотропии механических свойств.
Известен стан для поперечно-клиновой прокатки с одним подвижным инструментом [2]. Известный стан для поперечно-клиновой прокатки содержит установленную на станине прокатную клеть, расположенные в клети инструментальные плиты, по меньшей мере одна из которых выполнена подвижной и связана с приводом возвратно-поступательных перемещений. В стане имеется узел регулировки зазора между инструментальными плитами. Прокатная клеть представляет собой сборную конструкцию, собранную из литых корпуса и крышки. В корпусе выполнены поперечные пазы, а на крышке - поперечные выступы, которые входят в пазы корпуса, что позволяет собрать их с помощью осей. На осях в области выступов крышки выполнены лыски, что позволяет при повороте осей на 180o освобождать крышку, которая приподнимается на величину лыски и осуществляет расклинивание. Таким образом, чтобы провести расклинивание, необходимо повернуть оси, которые находятся по разные стороны прокатной клети, что затрудняет доступ к ним.
Прокатная клеть охватывает инструментальные плиты поперек. Поэтому образующиеся в процессе прокатки окалина и концевые отходы попадают в пространство между боковыми поверхностями инструмента и внутренними стенками прокатной клети. Для уборки окалины и отходов требуются специальные устройства, что усложняет конструкцию стана.
Кроме того, прокатная клеть известного стана содержит внутренние поверхности, требующие обработки шлифованием. В связи с этим конструкция прокатной клети весьма сложна в изготовлении. Причем размерная точность обрабатываемого изделия значительно снижается из-за применения литой конструкции корпуса и крышки. Дело в том, что это происходит из-за неоднородности литья этих деталей, снижающего жесткость прокатной клети.
Известна и наиболее близкая по технической сущности конструкция стана для поперечно-клиновой прокатки, включающего прокатную клеть в форме объемного многозвенника, на одной из пар противоположных сторон которого размещены на телах качения инструментальные плиты, причем упомянутые стороны соединены между собой через горизонтальные оси парами вертикальных рычагов и прокатная клеть снабжена эксцентриковым узлом регулировки рабочего зазора стана [3].
Выполнение прототипа [3] в форме пространственного многозвенника улучшает его технологичность, снижает анизотропию прочностных свойств конструкции в целом. По сравнению с литыми конструкциями он отличается повышенной жесткостью.
Но недостатком известного стана является то, что в узлах направляющих инструментальных плит эксцентрикового механизма регулировки рабочего зазора соединения имеют значительное количество посадочных зазоров, суммарная погрешность которых снижает жесткость конструкции в целом и тем самым снижается размерная точность получаемых в результате прокатки изделий.
В основу изобретения положена задача повысить размерную точность получаемых изделий за счет увеличения жесткости конструкции стана.
Поставленная задача решается тем, что в стане для поперечно-клиновой прокатки, включающем прокатную клеть в форме пространственного многозвенника, на двух противоположных сторонах которого размещены на телах качения инструментальные плиты, стороны соединены между собой через горизонтальные оси парами вертикальных рычагов и эксцентриковый узел регулировки рабочего зазора стана, согласно изобретению, инструментальные плиты связаны кинематически с телами качения двуплечих рычагов, точки опоры которых соединены между собой нагружателями. Выполнение такого конструктива кинематики: инструментальные плиты - двуплечие рычаги - нагружатели - тела качения - направляющие - позволяет суммарную погрешность посадочных зазоров практически привести к беззазорной, что повышает жесткость конструкции стана.
Целесообразно, чтобы противоположные стороны пространственного многозвенника, на которых размещены инструментальные плиты, были кинематически связаны между собой нагружателями.
Применяют также конструкцию стана, где нагружатель выполнен в виде двух телескопически связанных между собой штанг, между которыми размещены пружины сжатия.
Выполнение нагружателя таким образом делает его технологичным в изготовлении и регулировках и обеспечивает автоматический выбор посадочных зазоров.
Используют конструкцию стана, где горизонтальные оси вертикальных рычагов жестко присоединены к противолежащим сторонам пространственного многозвенника. Такое конструктивное исполнение исключает посадочные зазоры в звене: горизонтальные оси - противолежащие стороны многозвенника - и способствует повышению жесткости стана.
Используют конструкцию стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противолежащих сторон, на которых размещены инструментальные плиты. Размещение эксцентриков внутри тел противолежащих сторон многозвенника направлено на повышение жесткости стана.
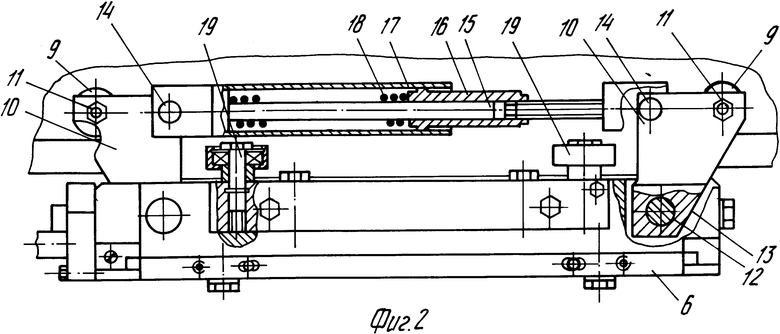
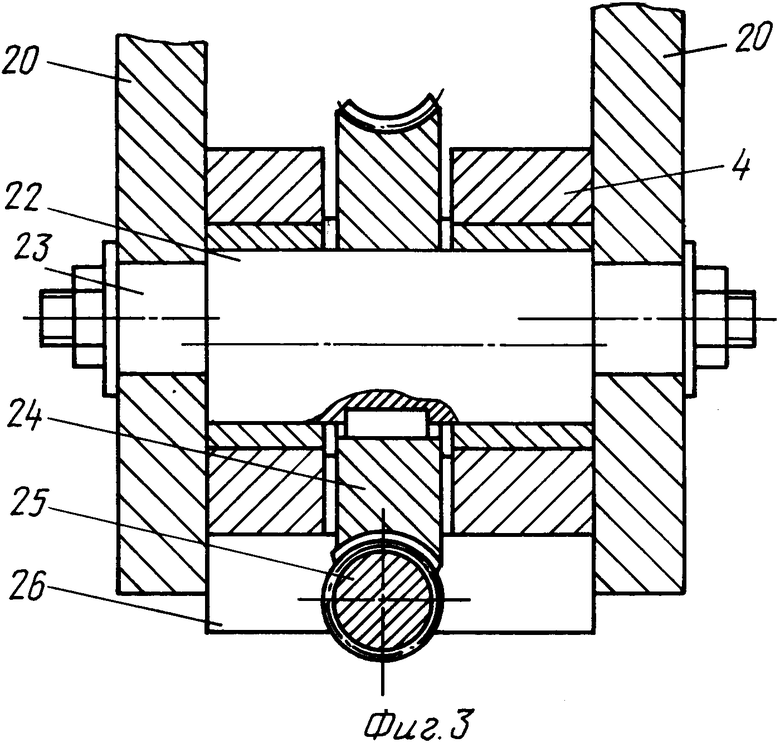
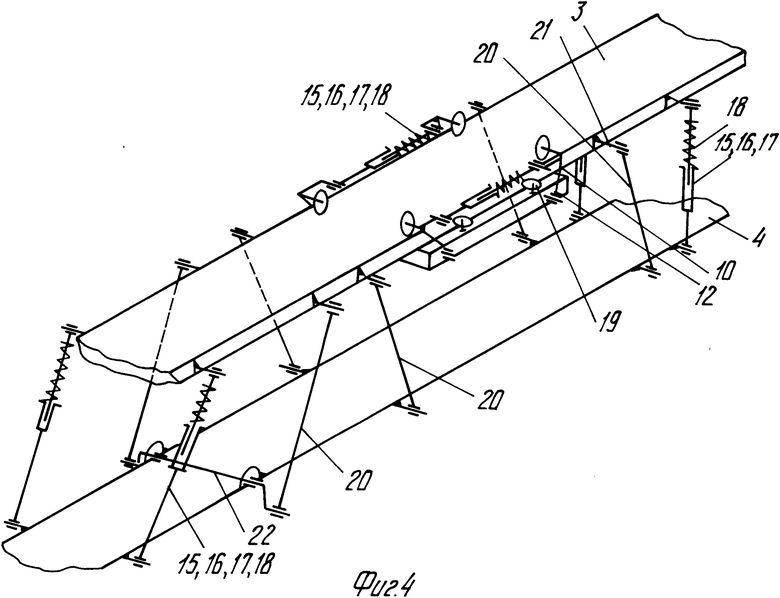
На фиг.1 изображена принципиальная схема стана, в котором инструментальная плита (верхняя, может быть и нижняя) кинематически связана с телами качения посредством двуплечих рычагов, вид сбоку; на фиг.2 - прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой и между которыми размещены пружины сжатия и присоединены к точкам опор двуплечих рычагов, вид сбоку; на фиг.3 - принципиальная схема стана, в которой эксцентрики узла регулировки рабочего зазора стана смонтированы внутри двух противолежащих сторон, на которых размещены инструментальные плиты, разрез A-A по фиг. 1; на фиг.4 - принципиальная схема стана, в котором прокатная клеть выполнена в форме пространственного многозвенника, кинематическая схема общего вида.
Предлагаемый стан для поперечно-клиновой прокатки (фиг.1) содержит станину 1, установленную на ней прокатную клеть 2, имеющую форму пространственного многозвенника, на противолежащих сторонах которого соответственно на верхнем пакете 3 и на нижнем пакете 4 прокатной клети 2 в направляющих 5 и ползуне 6 закреплены соответственно верхняя инструментальная плита 7 и нижняя инструментальная плита 8; верхняя инструментальная плита 7 (может быть и нижняя инструментальная плита 8, в зависимости от типоразмера заготовок и технологии) кинематически связана с телами качения 9 (фиг.2), опирающимися на направляющие 5, посредством двуплечих рычагов 10 одни из плеч 11, которые непосредственно соединены с телами качения 9, а другие плечи 12 присоединены к планке 13 ползуна 6, на котором закреплена верхняя инструментальная плита 7; точки опоры 14 двуплечих рычагов 10 кинематически связаны между собой нагружателями 15, выполненными в виде двух телескопически собранных между собой штанг 16, 17, между которыми размещены пружины сжатия 18; на ползуне 6 дополнительно установлены горизонтальные опорные ролики 19 для снижения сил трения ползуном 6 и боковыми поверхностями направляющих 5. Верхний пакет 3 и нижний пакет 4 прокатной клети 2 соединены между собой тремя парами вертикальных рычагов 20, через которые пропущены горизонтальные оси 21, жестко присоединенные к пакетам (противолежащим сторонам 3 и 4 (фиг.3).
Эксцентрики 22 (фиг.4) узла регулировки рабочего зазора стана (или закрытой высоты) смонтированы внутри тела нижнего пакета 4 (возможно конструктивное исполнение монтажа эксцентриков 22 и внутри тела верхнего пакета 3), при этом цапфы 23 эксцентриков 22 пропущены через вертикальные рычаги 20, а на средней части шейки эксцентриков посажены червячные колеса 24, приводимые во вращение червяками 25 узла 26 регулировки рабочего зазора стана.
На фиг. 4 схематически изображен общий вид стана, где прокатная клеть 2 имеет форму пространственного многозвенника. Стан на фиг.4 работает так же, как на фиг.1.
Перед работой стана производят выборку посадочных зазоров Δ (фиг.4) в кинематических звеньях:
а) ползун - тела качения - направляющие - двуплечие рычаги - нагружатели; путем воздействия осевого распорного усилия штанг нагружателей на двуплечие рычаги;
б) противолежащие стороны многозвенника - прокатной клети 2 - нагружатели - горизонтальные оси - вертикальные рычаги; путем воздействия распорного усилия от нагружателей на верхний и нижний пакеты.
в) нагружатели - пакеты - эксцентрик в теле пакетов эксцентрикового узла.
В процессе регулирования рабочего зазора (закрытой высоты) посредством эксцентрикового механизма производят силовое замыкание кинематического звена: нагружатель - эксцентрик - пакет - вертикальные рычаги. В результате такой настройки выбирают люфты (посадочные зазоры) в кинематическом звене. При бездействии распорного усилия прокатки безлюфтовая кинематика повышает жесткость стана.
При работе стана распорные усилия прокатки воздействуют через заготовку на инструментальные плиты, ползун, двуплечие рычаги, пакеты, оси, вертикальные рычаги, эксцентриковый узел, нагружатели. Ввиду того, что вектор распорных усилий прокатки совпадает с вектором распорных усилий нагружателей, суммарная величина посадочных зазоров стремится к нулю, т.е. жесткость стана в целом превышает известные конструкции и, таким образом, повышается размерная точность изделий, что подтверждает практика.
Стан для поперечно-клиновой прокатки (фиг.1) работает следующим образом.
Исходную заготовку 27 подают между клиновыми инструментами 28 и 29, затем от привода возвратно-поступательных перемещений сообщают поступательное движение посредством цилиндра 30 ползуну 6.
Исходное положение ползуна 6 показано на фиг.1. Ползун 6 перемещается вдоль верхнего пакета 3 пластин, при этом инструмент 28 приближают к заготовке 27 и внедряют в нее. За счет сил трения, возникающих между инструментами 28 и 29 и заготовкой 27, последнюю приводят во вращение, в процессе которого осуществляется ее деформация. Деформация заготовки 27 осуществляется на участке движения верхнего инструмента 28, пока он полностью не пройдет над нижним инструментом 29. На этом сцепление инструментов 28 и 29 с заготовкой 27 прекращается, и она выпадает из инструментов 28 и 29, после этого ползун 6 возвращают в исходное положение. Если окажется, что диаметральные размеры заготовки 27 не соответствуют заданной величине, то зазор между инструментальными плитами 8 и 7 изменяют на величину отклонения действительных размеров заготовки 27 от заданных. Для этого поворачивают эксцентрик 22, распложенный в рычаге 20 нижнего пакета 4 пластин, на заранее определенный угол, тем самым изменяя расстояние между верхними и нижними пакетами 4, 3.
Одновременно осями 23 и эксцентриками 22 в рычагах 20 осуществляется поворот на осях 23 пары рычагов 20 и 20, установленных параллельно друг другу, благодаря чему сохраняется параллельность между инструментальными плитами 8 и 7.
Операцию регулировки зазора повторяют по мере необходимости. В случае аварийной ситуации есть вероятность заклинивания заготовки 27 между инструментом 28 и 29 в процессе прокатки. Для предотвращения заклинивания заготовку 27 освобождают, увеличивая зазор между инструментами 28 и 29 на значительную величину. Для расклинивания поворачивают эксцентрик 20, расположенный в рычаге 20 пакета 4 пластин, на 180o относительно исходного положения. Исходное положение эксцентрика 22 выбрано таким образом, чтобы всегда при его повороте угол между рычагом 20 и пакетом 4 пластин увеличивался.
Пример. Осуществляли прокатку ступенчатых валов из стали 45ГОСТ1050-74 диаметром 30 мм. Максимальная степень обжатия на одном из деформированных участков равнялась 1,8. Соотношение длины участка к его диаметру составляло 6 - 9,2.
Прокатку осуществляли на станах базовой и заявленной конструкции, при этом на заявленном стане детали прокатывались соответственно заявленным признакам формулы. Допуск на диаметр по чертежу составлял ± 0,2 мм. Катали партию деталей от 100 шт. и выше.
Данные сравнительных испытаний прокатки сведены в таблицу.
Как следует из представленных данных сравнительных испытаний, точность изделий, прокатанных на заявленном стане при суммировании всех существенных признаков, повысится в 1,8-2,6 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| Клеть стана поперечно-клиновой прокатки | 1987 |
|
SU1518067A1 |
| Стан для поперечно-клиновой прокатки | 1988 |
|
SU1775205A1 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЯ С УДЛИНЕННОЙ ОСЬЮ | 2005 |
|
RU2310539C2 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| Стан для поперечно-клиновой прокатки | 1987 |
|
SU1518068A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Многоклетевой стан продольной прокатки | 2019 |
|
RU2721339C1 |

Использование: изобретение относится к обработке металлов давлением. Сущность изобретения: стан для поперечно-клиновой прокатки включает прокатную клеть 2 в форме пространственного многозвенника, на противолежащих сторонах которого соответственно на верхнем пакете 3 и нижнем пакете 4 прокатной клети 2 в направляющих 5 и ползуне 6 закреплены соответственно верхняя инструментальная плита 7 и нижняя инструментальная плита 8. Верхняя плита кинематически связана с телами качения 9 посредством двуплечих рычагов 10. Точки опоры двуплечих рычагов кинематически связаны между собой нагружателями 15. 3 з.п. ф-лы, 1 табл., 4 ил.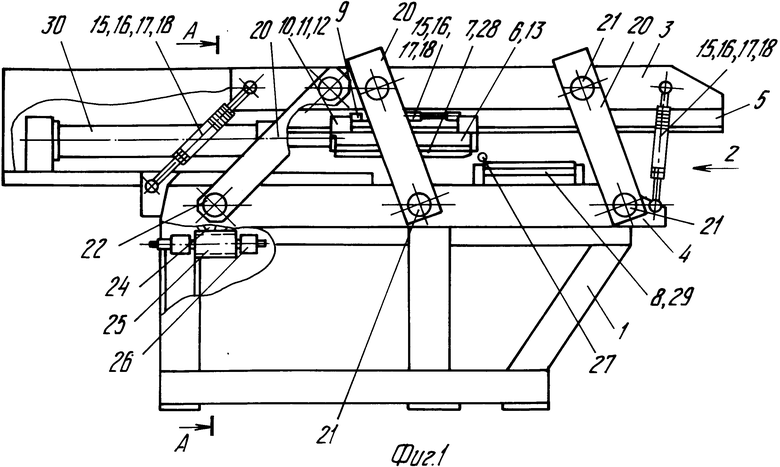
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE, патент N 58480, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 978992, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
