Изобретение относится к обработке металлов давлением, в частности к станам для поперечно-клиновой прокатки осевых деталей ступенчатого профиля.
Известен стан поперечной прокатки, содержащий составной корпус замкнутого контура, размещенные в нем две пары эксцентриковых валов с обоймами и плоские подвижные инструментальные плиты, опирающиеся своими основаниями на обоймы эксцентриковых валов [1].
Такой стан имеет значительные габариты из-за наличия ребер жесткости, опоясывающих корпус, и установленных в корпусе валов с обоймами. Конструкция стана предусматривает жесткость 100 т/мм, что не решает задачи получения выше седьмого класса точности. Система расклинивания известного стана несовершенна и громоздка в конструктивном исполнении.
Из известных аналогов наиболее близким является конструкция стана, принятого в качестве прототипа, содержащего инструментальные плиты с механизмом их расклинивания, размещенные в прокатном клети, выполненной в виде пространственного многозвенника, образованного траверсой с размещенной на ней одной из инструментальных плит и парами рычагов, связанных между собой и станиной штифтами [2].
Известная конструкция стана обладает недостаточной жесткостью за счет анизотропии механических свойств элементов конструкции клети, вследствие чего распорные усилия прокатки проводят к образованию больших величин стрелы прогиба на верхней и нижней инструментальных плитах.
Такая кинематика работы стана существенно снижает возможность получения изделий повышенной точности.
Кроме того, конструкция стана нетехнологична, что приводит к надежности в работе и склонности к заклиниванию.
В основу изобретения положена задача повышения размерной точности прокатных деталей за счет увеличения надежности работы стана, повышение жесткости его конструкции и технологичности изготовления элементов прокатной клети и сборки ее узлов.
Это достигается тем, что в стане для поперечно-клиновой прокатки, содержащем прокатную клеть с размещенными в ней верхней и нижней инструментальными плитами, механизм расклинивания инструментальной оснастки и регулировки закрытой высоты, прокатная клеть выполнена в виде верхней несущей траверсы, связанной со станиной боковыми щеками посредством пропущенных через щеки предварительно напряженных штифтов, снабженных винтовыми домкратами, и конусообразных бандажных колец из упругодеформируемого материала, а механизм расклинивания расположен под нижней инструментальной плитой и выполнен по меньшей мере из пары регулируемых клиновых соединений, одно из которых имеет клиновое сопряжение с углом трения, меньшим угла самоторможения, а другое имеет клиновое сопряжение с углом трения, большим угла самоторможения.
Предпочтительно, чтобы в стане нижняя инструментальная плита и две клиновые пары были присоединены к станине посредством пропущенных через них тяг и тарированных пружин.
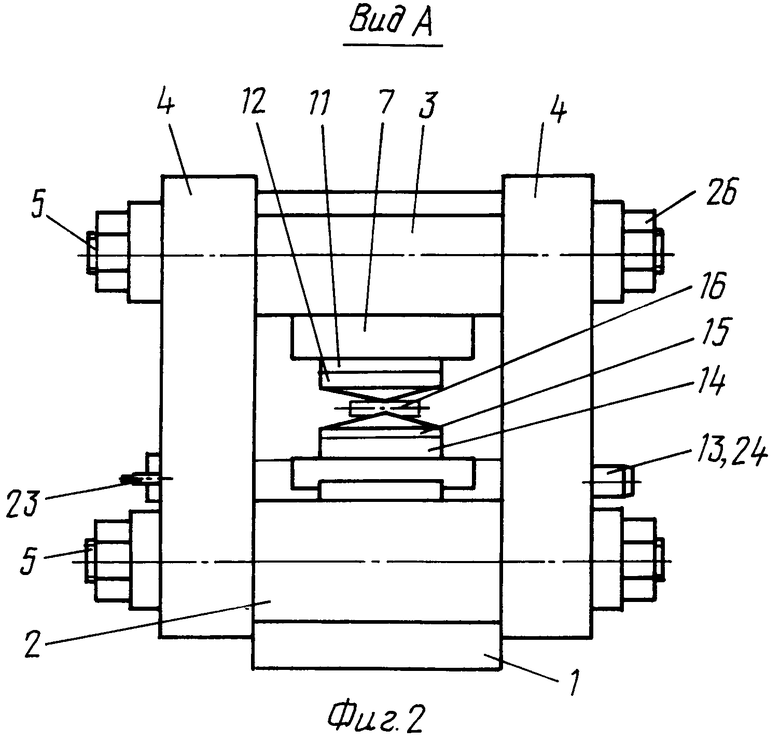
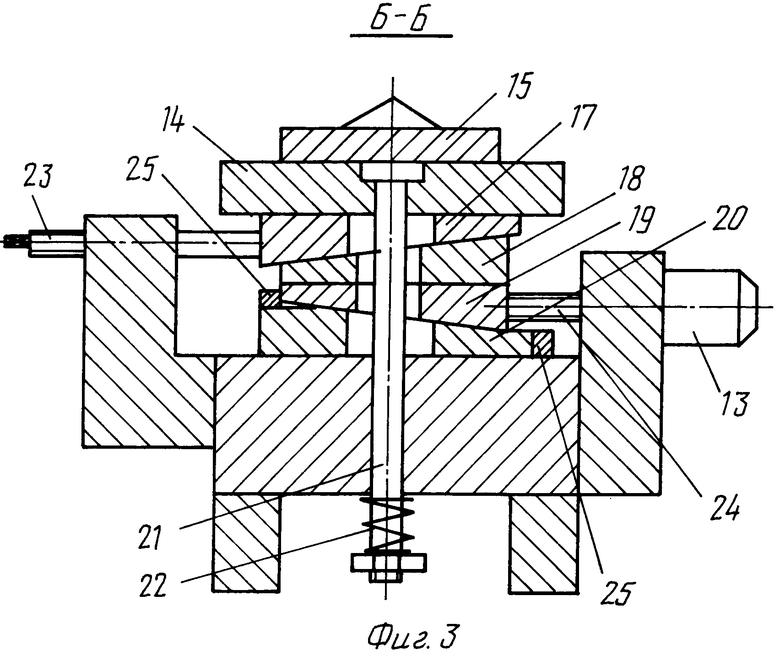
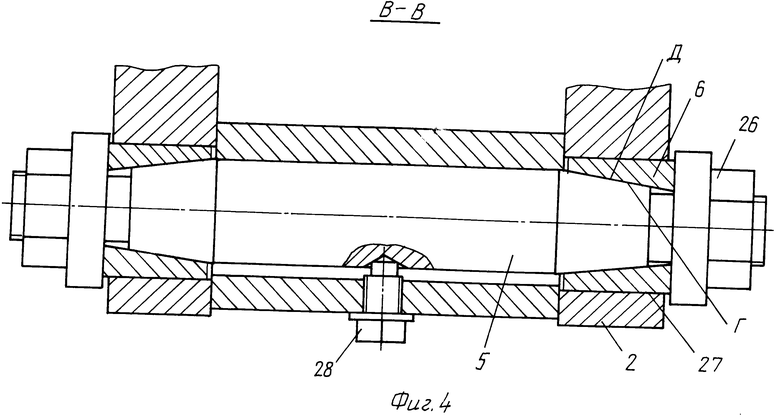
На фиг. 1 изображена принципиальная схема предлагаемого стана; на фиг. 2 - вид по стрелке A на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Предлагаемый стан содержит станину 1, на которой смонтирована составная прокатная клеть 2, выполненная в виде верхней несущей траверсы 3, связанной со станиной 1 боковыми щеками 4 посредством пропущенных через щеки 4, траверсу 3 и станину 1 предварительно напряженных штифтов 5 и конусообраных бандажных колец 6 из стального упругодеформируемого материала. В направляющих 7 траверсы 3 размещен ползун 8, через шток 9 связанный с гидроприводом 10 и несущий верхнюю инструментальную плиту 11 с верхним клиновым инструментом 12. Механизм 13 расклинивания расположен под нижней инструментальной плитой 14 с нижним клиновым инструментом 15 для прокатки заготовки 16.
Механизм 13 расклинивания стана выполнен по меньшей мере из пары регулируемых клиновых соединений, одна пара клиньев 17 и 18 из которых имеет сопряжение между собой с углом трения, меньшим углом самоторможения.
Нижняя инструментальная плита 14 и пары клиньев 17, 18 и 19, 20 присоединены к станине 1 посредством пропущенных через них тяг 21 и тарированных пружин 22 сжатия. Пары клиньев 17, 18 и 19, 20 снабжены автономными винтовыми приводами. Пара клиньев 17, 18 снабжена приводом 23 тонкой регулировки закрытой высоты стана, например винтовым с мелкометрической резьбой. Пара клиньев 19, 20 снабжена автономным винтовым приводом 24 для грубой регулировки закрытой высоты стана, например, в виде быстродействующего выжимного домкрата со специальной резьбой прямоугольной, трапециевидной и т.д.
Быстродействие расклинивания стана необходимо также для сокращения времени контакта клинового инструмента 12, 15 с горячей заготовкой, т.к. при длительном контакте инструмента 12, 15 с заготовкой в зоне заклинивания происходит отпуск каленого инструмента, что приводит к браку и выходу из строя инструмента.
Пара клиньев 19, 20 снабжена фиксаторами 25 положения: рабочее положение - положение расклинивая.
Использование винтового привода 24 в совокупности с фиксаторами 25 положения способствует быстродействию исключения положения расклинивания стана в процессе прокатки, не снимая заданного темпа прокатки.
Фиксаторы 25 положения автоматизируют прецезионную регулировку закрытой высоты стана без изменения размерной точности выкатанных изделий. Объединение элементов составной прокатной клети, в том числе станины 1, боковых щек 4 и несущей траверсы 3, посредством предварительно напряженных высокопрочных штифтов 5, бандажированных конусообразными кольцами 6 из стального упругодеформируемого материала, придает конструкции прокатной клети повышенную жесткость по сравнению с аналогами. Предварительное напряжение высокопрочных штифтов 5 достигается созданием в них напряжений растяжения динамометрической затяжкой гаек 26 и бандажированием их конусообразными кольцами 6. Базирование кольца 6 внутренней конической поверхности Г по наружной конической поверхности D штифта 5 и по свободной посадке в посадочном цилиндрическом отверстии 27 щеки 4 обеспечивает фиксирование заданного усилия растяжения в материале высокопрочного штифта 5. Такой вид соединения с предварительным напряжением создает в конструкции станины схему напряженно-деформированного состояния сжатия, компенсирующую напряжения растяжения, возникающее от распорного усилия прокатки. Это способствует повышению размерной точности изделий.
Кроме того, штифты нагружают винтовыми домкратами - фиксаторами 28, в направлении действия распорного усилия прокатки, смонтированными в станине 1 и траверсе 3. Такая конструкция сборки прокатной клети образует безлюфтовое соединение между ее составными элементами, что направлено на увеличение ее жесткости.
Стан для поперечно-клиновой прокатки работает следующим образом.
Исходную заготовку 16 подают на ось прокатки между клиновыми инструментами 12 и 15, затем от гидропривода 10 возвратно-поступательных перемещений через шток 9 сообщают движение рабочего хода ползуну 8 по направляющим 7. Ползун 8, несущий верхнюю инструментальную плиту 11, производит прямой ход вдоль траверсы 3 и внедряет клиновой инструмент 12 в заготовку 16.
За счет сил трения, возникающих между инструментами 12, 15 и заготовкой 16, последнюю приводят во вращение, в процессе которого осуществляется ее формоизменение прокаткой. По окончании прямого хода ползуна 8 полностью прокатанная заготовка 16 выпадает из инструмента 12, 15 и ползун 8 возвращают обратным ходом в исходное положение.
В случае недогрева или разноразмерности заготовки 16 в процессе ее прокатки величина распорных усилий может превысить усилие прокатки, что может привести к заклиниванию заготовки 16 между инструментами 12, 15. В этом случае автоматически происходит включение механизма 13 расклинивания, автономный привод 24 которого в виде быстродействующего выжимного домкрата расклинивает мгновенно пару клиньев 19, 20, чему способствует сопряжение между ними с углом трения, большим угла самоторможения. В результате расклинивания заготовка 16 выпадает из инструментов 12, 15. После этого без дополнительной наладки клинья 19, 20 приводом 24 возвращают в рабочее положение с установочной базой наладки по фиксаторам 25. Далее процесс прокатки продолжают в заданном режиме без подналадки. В процессе заклинивания распорные усилия компенсируются величиной напряжений сжатия, зафиксированной в конструкции прокатной клети 2 в процессе ее сборки. Описанная работа стана позволяет обеспечить размерную точность изделий в заданном жестком поле допуска.
Объединение нижней инструментальной плиты 14, клиньев 17, 19, 20 со станиной 1 посредством пропущенных через них тяг 21 и тарированных пружин 22 сжатия производят для того, чтобы исключить сборочные люфты в названной конструкции и осуществить требуемую величину натяга между элементами соединения для их надежной работы. Использование тарированных пружин 22 сжатия позволяет демпфировать величину распорных усилий, возникающих в процессе прокатки деталей без снижения их размерной точности.
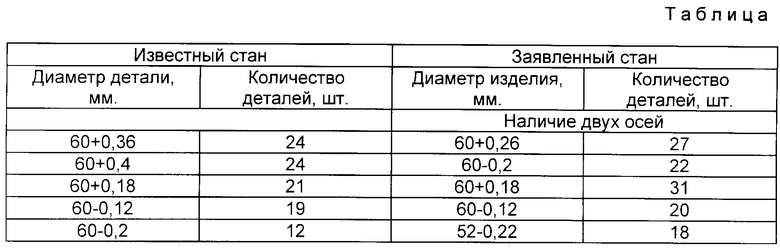
Пример. Осуществлять прокатку ступенчатых валов из стали 35 диаметром 60 мм. Максимальная степень обжатия на одном из деформированных участков равнялась 2,0. Соотношение длины участка к его диаметру составляла 3,0.
Прокатку проводили на станах базовой и заявленной конструкции. Допуск по чертежу составлял ± 0,36 мм. Катали партию деталей из 100 шт. и более.
Данные сравнительных режимов прокатки на известном стане и заявленной конструкции стана сведены в таблицу.
Как следует из таблицы, точность изделий, прокатанных на заявленном стане при суммировании всех существенных признаков, повысилась в 1,2-2,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2106925C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| Клеть стана поперечно-клиновой прокатки | 1987 |
|
SU1518067A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЯ С УДЛИНЕННОЙ ОСЬЮ | 2005 |
|
RU2310539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНА ДЛЯ АВТОМОБИЛЯ | 2005 |
|
RU2310538C2 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2111077C1 |
| Стан для поперечно-клиновой прокатки | 1983 |
|
SU1194552A1 |
| НАЖИМНОЕ УСТРОЙСТВО РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2508172C1 |
Использование: изобретение относится к обработке металлов давлением. Сущность изобретения: стан для поперечно-клиновой прокатки, содержит станину, составную прокатную клеть с размещенными в ней верхней и нижней инструментальными плитами и механизм их расклинивания. Прокатная клеть выполнена в виде верхней несущей траверсы, связанной со станиной боковыми щеками посредством пропущенных через щеки предварительно напряженных штифтов, снабженных винтовыми домкратами и конусообразными бандажными кольцами из упругодеформируемого материала. Механизм расклинивания расположен под нижней инструментальной плитой и выполнен по меньшей мере из пары регулируемых клиновых соединений, одно из которых имеет клиновое сопряжение с углом трения, меньшим угла самоторможения, а другое - с углом трения, большим угла самоторможения. На данном стане получают детали с высокой размерной точностью, за счет увеличения надежности работы стана. 1 з.п. ф-лы, 4 ил., 1 табл.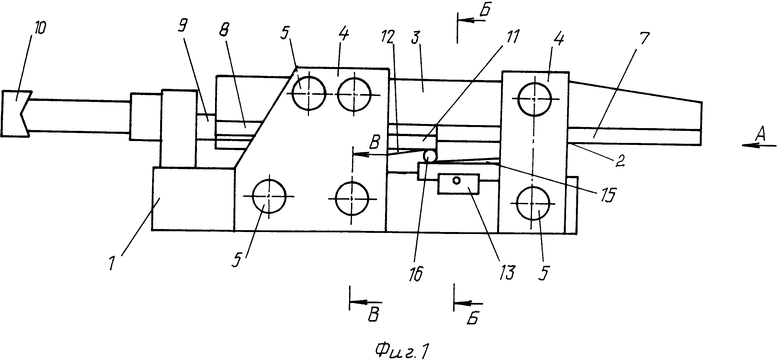
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE, патент, 58480, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
