:-iCpy;viaH roiVi исходной за
верхнем паке о пластик и
|равляющие 21 и 22
sriKperifieHa taps 24, 11:уж;
:л ЧцеЕ;;)к отходов Ii окалин,
:. р. рйлулитате прокатки,
V,(оН раоотае: с в/л/ющ:
in При;и-:у 19 (di.i; . Л : UJ
; т)гп;з1 у 20 Затем noi-iadaf
азовать тарз/г;8/ огрдмм :рввновеи;|--пэю1и7Ю ре оспрйнмиае: реЬрс 8.
ПайИЙ ЭКСПЛ у ТЯЦИМ
т сокрз; ге; ии чоемрми ий
умепЬИ ение трудоемкости и,о:н ния чорпуся из набор плйстч--ги РО ;:;:-: ниго с литым корпусом:
выпол:-1ания узла оасклинмпаии эксцентрика вместо двух ог.яй:
использования гои :1йгулироеке между плитами гсль.ко экг,11енгриг,ч)г;:); : лэ и редуктора, исключая испсльзпк--клинозой пяры плит;
отсутствия необходимое ГИ в СП PL.ном устройстве для /ДЗ НИЯ K0i-; :o:iiv;-.
ходой пр- --ip 0:ьюм аыполчон-1и ко; ОТНОСИ: ЛЬ: ;с :.1 и с тру мен а, I V . в м 3 о П п р
;,,).Д ::iJr:C-;o и/ :: i : : i/;-,
Я;( . - .-v ; , IphlV:.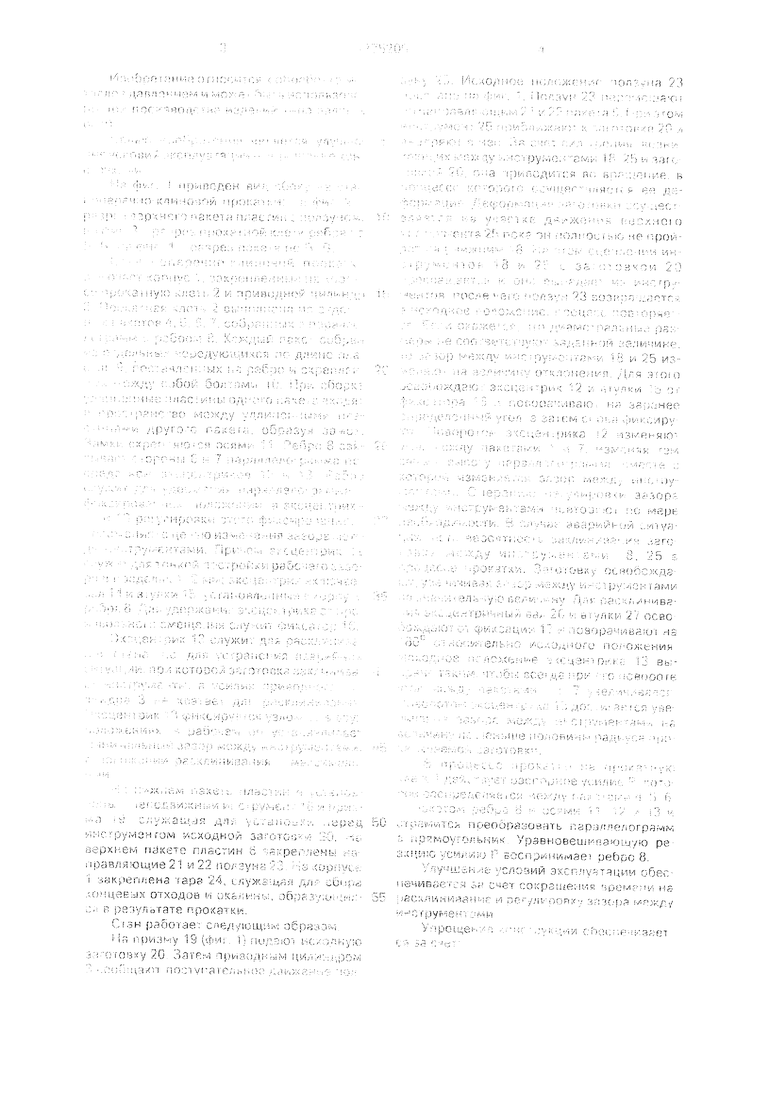

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2106925C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| Способ поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1593764A1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU569359A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Интсрумент для поперечной прокатки | 1977 |
|
SU637183A1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| Автоматическая линия для безоблойной штамповки поковок длинномерных изделий | 1986 |
|
SU1402402A1 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
Изобретение относится к обработке металлов давлением и может быть ИСПОЛЬЗОБЗ- но при производстве изделий типа валов и осей. Цель изобретения - улучшение условий эксплуатации и упрощение конструкции. Стан имеет две плиты, одна из которых подвижная и узел регулировки зазора между клиновыми инструментами. Узел регулирования зазора между рабочими инструментами выполнен в виде парапле- лограмма и ребра 8. Стороны параллелограмма представляют собой пакеты 4, 5, 6, 7собранные из отдельных плат тин и соединенные между собой осями 1 1 Ребро 8 рас положеномеж д ус т о р омам мпараллелограмма и соеди,чено с ними эксцентриками. На призму 19 подают заготовку 20, Производится прокатка заголовки 20 верхним инструментом 25 и нижним инструментом 18. При несоответствии диаметрального pai-.'iepa Зйготовчи 20 зйзор S'iex,ay ^,ppxHt'-iM i-sHCTpyp/ei-'TOM 25 и '-;ижним мнстру •>&''ан''ом 18 изменяют путем и,зменеии,ч угла ,мс,>&'<ду пакетами '^ "• 7. за счет поворота эксцентрика, В случае за!:,'1инмран!1я заготовки уЕ(еличивают зязор на значительную величину за счет поворота другого эксцентрика, Ул учинен к е условий эксплуатации обеспечивается за счет сокраще-мия времени и трудозатрат ка регулиров,ку зазора между инструмен-^гм.и, Упрогцэется конструкция за счет замены Б узле оасклиниванич двух осей на эксцентрик, а в узле регу,':иров- ки зазора исключается необходимость использования клиновой пары плит, 4 ил.Г"'iXj ^xj'СЛhO ОiOI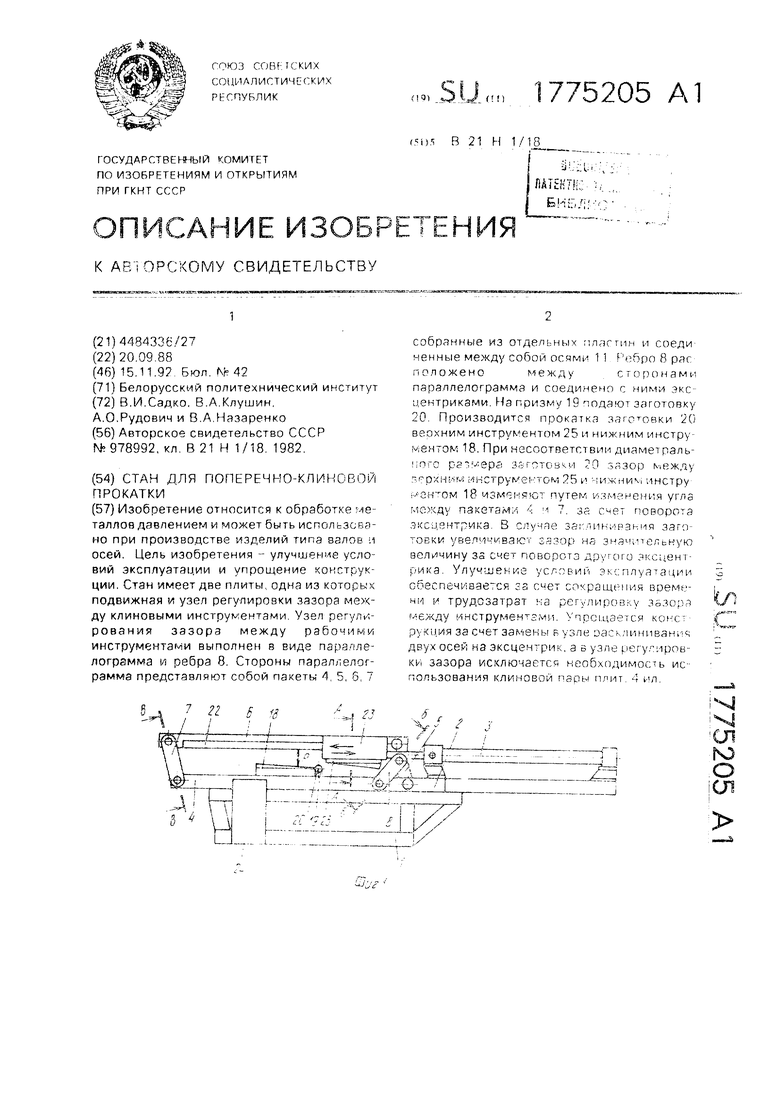
-Ft
IJ-,
р-р1|||:;
JtfT- -
rr.i
5 J.; г-
::$г;
,Г253.
| Стан для поперечно-клиновой прокатки | 1978 |
|
SU978992A1 |
