Изобретение относится к обработке материалов давлением, конкретно к поперечно-клиновой прокатке, и может быть использовано для изготовления валов и осей ступенчатого профиля.
Известен стан для поперечно-клиновой прокатки (А.С. СССР N 978992, B 21 H 1/18, 1982), содержащий станину, на которой смонтирована прокатная клеть с плоскопараллельными подвижным и неподвижным клиновыми инструментами.
Недостаток известного стана проявляется в низкой производительности из-за наличия холостого хода для возврата подвижной инструментальной плиты в исходное положение.
Проблема повышения производительности решена в конструкции стана (WO N 92/02318, B 21 H 1/18, 1992), принятым в качестве прототипа. Производительность достигнута за счет одновременной прокатки двух и более деталей, задаваемых в зону обработки. Стан содержит прокатную клеть, на которой смонтированы друг против друга верхняя инструментальная плита с клиновым инструментом и нижняя инструментальная плита с опорным элементом.
Стан также содержит установленные на опорном элементе с возможностью перемещения вдоль продольной оси прокатной клети каретки с установленными в каждой из них с возможностью вращения средства для поддержания заготовки в процессе прокатки, выполненные по меньшей мере из двух тел вращения и связанные между собой бесконечной цепью с приводом ее вращения и механизмом натяжения.
Недостатком данной конструкции стана является невысокая точность геометрических размеров прокатываемых изделий и ограниченные технологические возможности формообразования.
Точность геометрических размеров прокатываемых изделий и их повторяемость в партии изделий, полученной при прокатке заготовок, в значительной мере зависит от стабильности силовых и кинематических параметров прокатки: жесткости прокатной клети, кареток и точности регулировки закрытой высоты.
Невысокая жесткость известного стана, кареток отрицательно влияет на качество прокатных изделий. Кроме того, в известной конструкции стана цепи не имеют постоянного натяга, что не обеспечивает стабильных условий прокатки. При одновременной прокатке двух и более заготовок, последовательно задаваемых в зону обработки, вхождение первой вызывает натяжение участка цепи от ведущей звездочки до первой каретки и ослабление натяжения цепи на последующих участках. При вхождении в контакт с инструментом второй заготовки, расположенной на второй каретке, происходит торможение первой, вызванное натяжением участка цепи между первой и второй каретками, затем движение продолжается рывком, т. к. усилие прокатки увеличивается. Последнее обстоятельство значительно дестабилизирует условия прокатки первой заготовки.
В основу настоящего изобретения положена задача улучшить качество получаемых изделий за счет повышения их точности и расширения технологических возможностей стана.
Поставленная задача достигается тем, что в стане для поперечной прокатки, включающем прокатную клеть, на верхней траверсе которой смонтирована инструментальная плита, несущая клиновой инструмент, а на нижней траверсе смонтирована нижняя плита с опорным элементом, несущим каретки с телами вращения средства для поддержания заготовки, связанные между собой цепным приводом с механизмом натяжения цепи, согласно изобретения стан снабжен механизмом регулировки закрытой высоты стана (верхней инструментальной плиты), который выполнен в виде клина, размещенного в направляющей верхней траверсы с углом подъема клиновой поверхности, большим угла самоторможения и снабженного продольным винтовым регулировочным механизмом, продольная ось винта которого наклонена к клиновой поверхности клина под острым углом.
Такое конструктивное исполнение расширяет диапазон и точность регулировки закрытой высоты стана, уменьшает силовое воздействие на регулировочный механизм.
Целесообразно, чтобы в стане винт механизма регулировки закрытой высоты был размещен в двух опорах самоустанавливающегося типа, снабжен планетарным редуктором с нониусной шкалой и средством фиксации верхнего клина для точной регулировки закрытой высоты стана.
Это обеспечивает выбирание (устранение) накопленной погрешности посадочных зазоров в размерной цепи механизма в процессе его сборки, исключает перекосы в клиновом механизме регулировки закрытой высоты и повышает точность отсчета.
Предпочтительно, чтобы в стане тела вращения средства для поддержания заготовки были кинематически связаны с корпусом каретки посредством модульных подушечных элементов и призм.
Выполнение модульных подушечных элементов и призм, снабженных унифицированными посадочными узлами, с возможностью переустановки друг относительно друга, расширяет технологические возможности стана за счет использования различных схем прокатки: клин-ролик; клин-клин; клин-ролик-клин.
Возможно исполнение конструкции стана, в которой задняя часть каретки кинематически связана с целью посредством траверсы, цапфы которой размещены в компенсаторах относительного положения каретки и цепи, а компенсаторы относительного перемещения выполнены в виде обойм, подвижно сочлененных с осями втулок цепей и снабженных направляющими для цапф траверсы.
Такое исполнение стана компенсирует разность размеров тяговых цепей, повышает точность параметров узла каретки и исключает опрокидывание каретки при прохождении ей приводной (ведущей), звездочки, когда прямолинейный участок цепи сменяется на радиусный, и при прохождении нижней ветви цепи.
Исполнение конструкции стана, в котором каждое тело вращения каретки может быть выполнено в виде оси, на которой размещены по меньшей мере два ролика, и по меньшей мере один из роликов размещен на оси с возможностью поступательного перемещения, а каретка при этом снабжена продольной жесткой опорой с фиксаторами положения для осей тел вращения, расширяет технологические возможности стана за счет увеличения номенклатуры прокатываемых изделий и применимости прокатного инструмента.
Кроме того, возможно выполнение стана, в котором цепной привод был бы снабжен реверсом, который был бы размещен на оси ведомой звездочки привода и выполнен в виде гидромотора.
Такая конструкция направлена на обеспечение постоянного натяга цепи за счет выборки зазоров в цепной передаче, что обеспечивает плавное вхождение в контакт с инструментом прокатки последующей заготовки при одновременной прокатке двух и более заготовок, последовательно задаваемых в зону обработки. Кроме того, в случае установки двух гидромоторов на приводах ведущей и ведомой звездочек, валы которых стремятся поворачиваться в разных направлениях, появляется возможность плавного регулирования скорости прокатки и осуществления реверса цепи для возврата каретки в исходное положение.
Сущность изобретения поясняется чертежами:
фиг. 1 изображает общую конструкцию стана, вид сбоку;
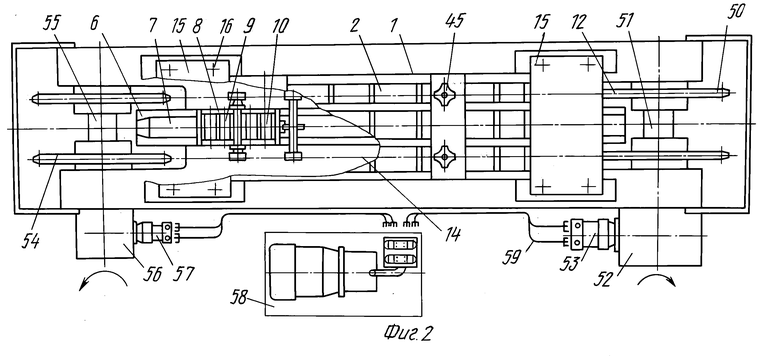
фиг. 2 - то же, что на фиг. 1, вид в плане;
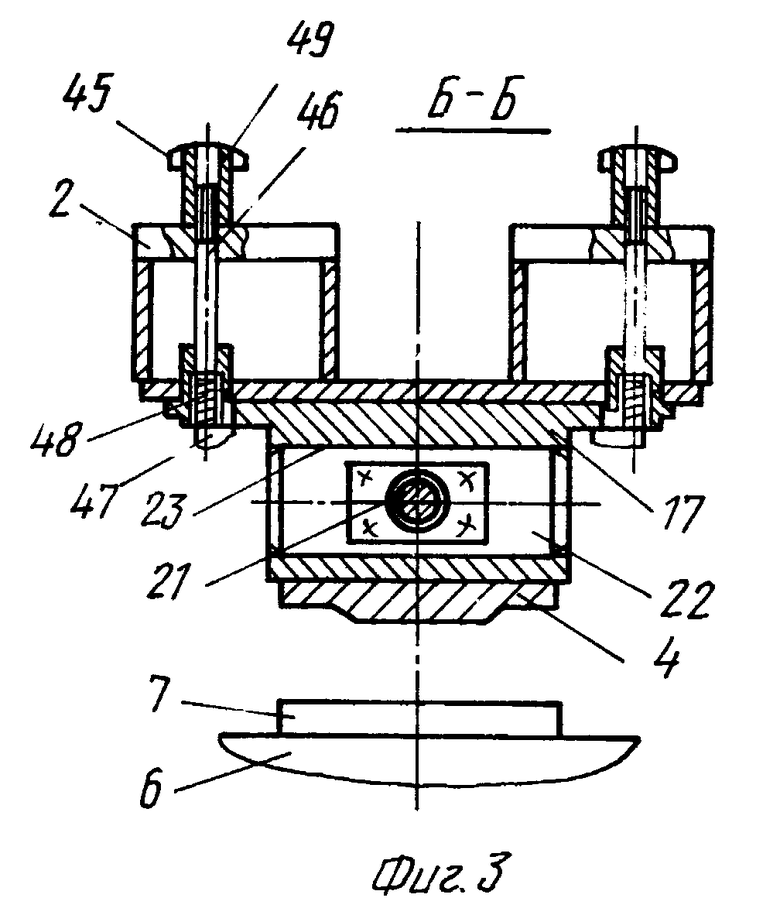
фиг. 3 - разрез А-А по фиг. 1;
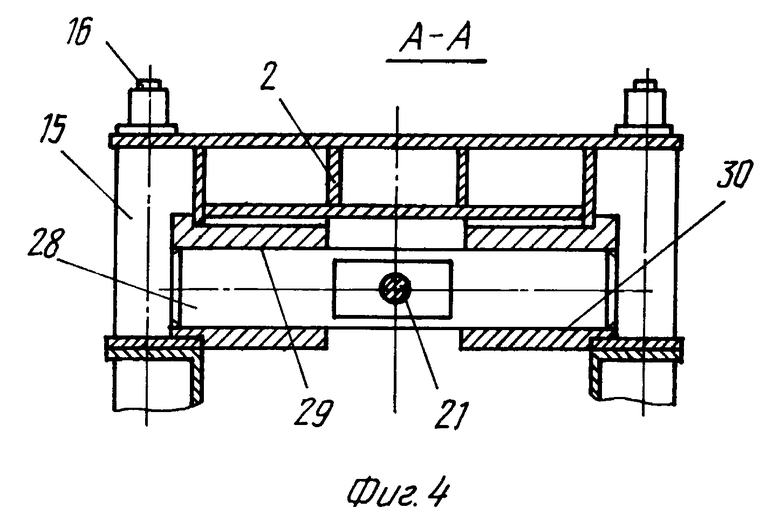
фиг. 4 - разрез Б-Б по фиг. 1;
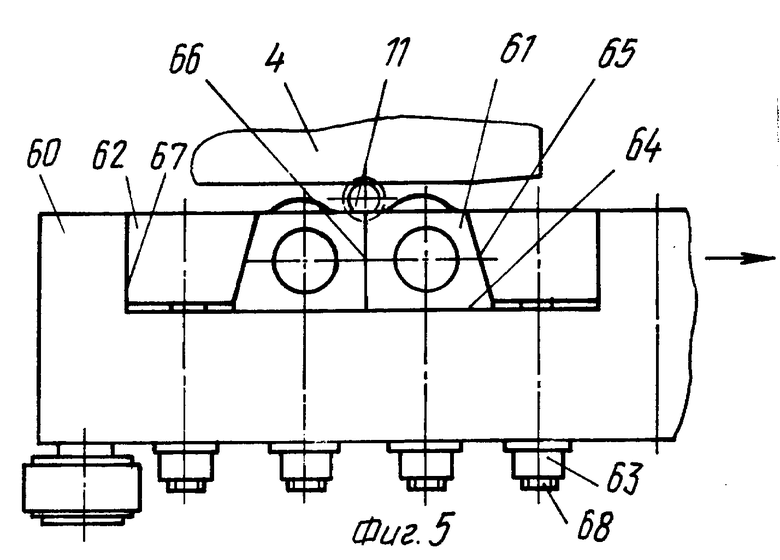
фиг. 5 - узел каретки с конструкцией средств поддержания заготовки;
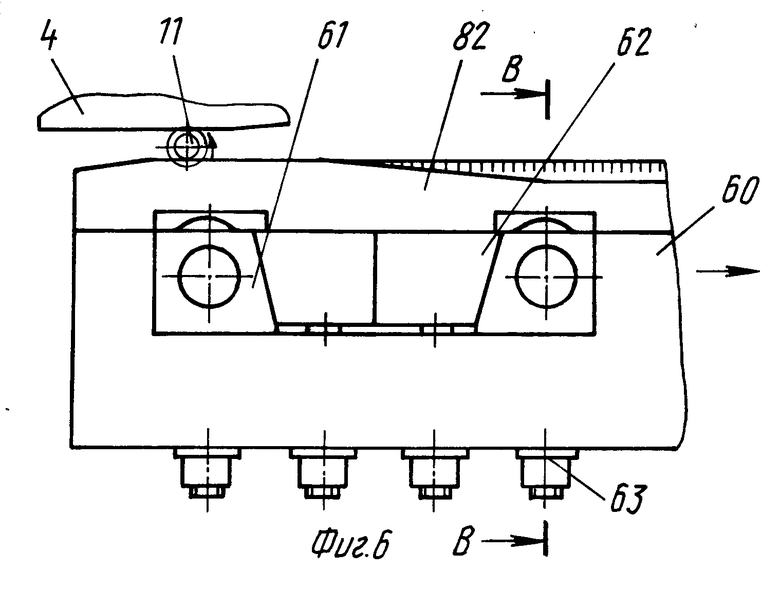
фиг. 6 - узел каретки с одним из положений модульных подушечных элементов и призм;
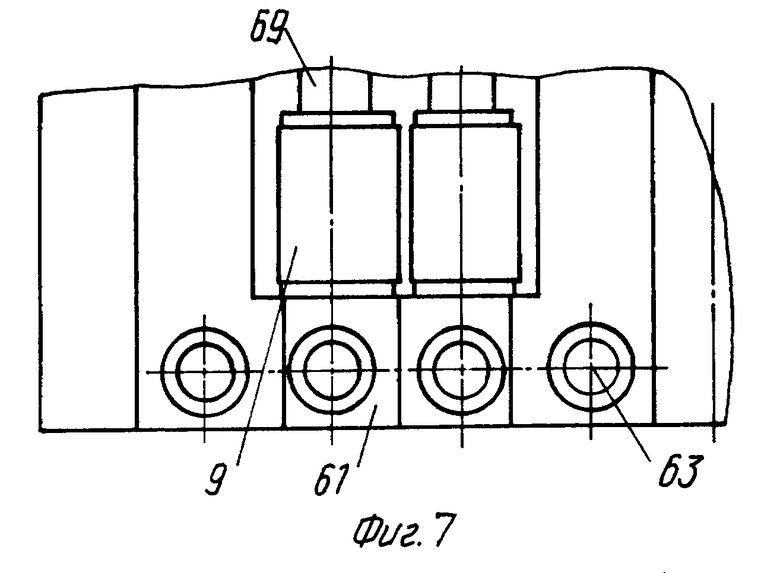
фиг. 7 - то же, что на фиг. 6, вид сверху;
фиг. 8 - разрез В-В по фиг. 6;
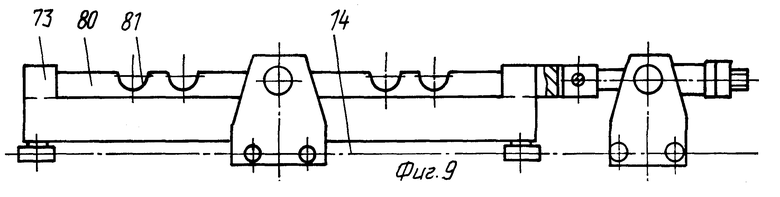
фиг. 9 - узел каретки во взаимосвязи с цепным приводом;
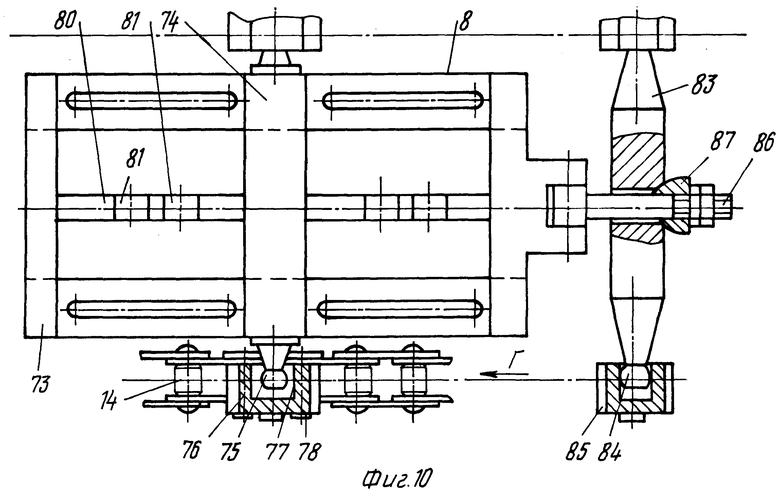
фиг. 10 - то же, что и на фиг. 8, вид сверху;
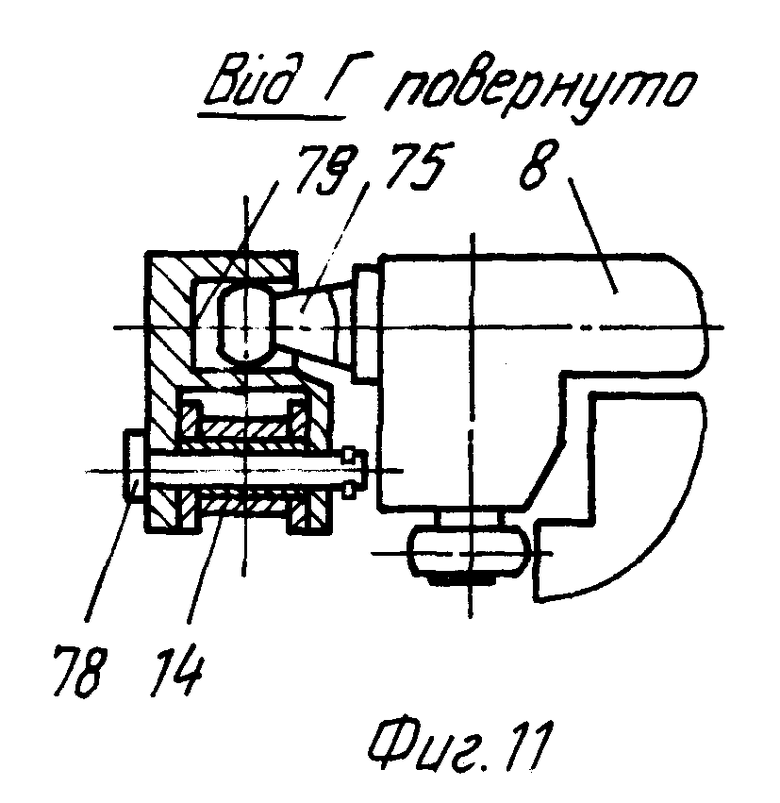
фиг. 11 - вид по стрелке Г на фиг. 10.
Стан для по поперечно-клиновой прокатки, изображенный на фиг. 1-4, содержит прокатную клеть 1, на верхней траверсе 2 которой смонтирована инструментальная плита 3, несущая клиновой инструмент 4 и механизм 5 регулировки закрытой высоты стана и вывода стана из аварийного положения - заклинивания. Нижняя траверса прокатной клети 1 выполнена в виде нижней плиты 6 с опорным элементом 6, несущим каретки 8 с телами 9 вращения средства 10 для поддержания заготовки 11. Каретки 8 средства 10 связаны между собой цепным приводом 12 с механизмом 13 натяжения цепей 14.
Клеть 1 представляет собой жесткую замкнутую конструкцию, состоящую из верхней траверсы 2 и нижней траверсы 6, стянутые между собой через жесткие элементы 15 резьбовыми стяжками 16. Механизм 5 регулировки закрытой высоты "H" стана выполнен в виде клина 17, размещенного в направляющих 18 верхней траверсы 2, с углом подъема α клиновой поверхности 19, большим угла самоторможения (5 - 7o). Механизм 5 снабжен продольным винтовым регулировочным механизмом 20, продольная ось "О - О" ходового винта 21 которого наклонена к клиновой поверхности 19 клина 17 под острым углом β . Винт 21 механизма 5 регулировки закрытой высоты "Н" размещен в двух самоустанавливающихся опорах. Опора 22 расположена в расточке 23 клина 17 и состоит из двух полугаек 24 и 25, через которые пропущен винт 21 и между которыми размещен цилиндрообразный "подпятник" 26, опорные поверхности 27 которого сопряжены с цилиндрообразными опорными поверхностями, выполненными в теле клина 17.
Вторая опора 28 ходового винта 21 расположена в расточке 29 одного из жестких элементов 15 и выполнена в виде цилиндрообразного "подпятника" 30, охватывающего винт 21 и зафиксированного между буртом 31 на винте 21 и фиксатором 32, жестко связанным с винтом 21. Для обеспечения заданного закона поступательных перемещений клина 17 механизм 5 регулировки закрытой высоты снабжен планетарным редуктором 33, размещенным на хвостовике ходового винта 21. Одно из солнечных колес 34 редуктора 33 закреплено посредством подшипника 35 скольжения на ходовом винте 21 и жестко связано с вращаемым корпусом 36 редуктора. Другое солнечное колесо 37 связано с ходовым винтом 21 жестко посредством шпонки 38. Ступица 39 солнечного колеса по скользящей посадке размещена в расточке вращаемого корпуса 36 редуктора 33. Солнечные колеса 34 и 37 кинематически связаны с сателлитами 40 и 41 соответственно, жестко связанными с общим валом 42, цапфа 43 которого на подшипнике скольжения размещена во вращаемом корпусе 36. Редуктор 33 снабжен нониусной шкалой 44, протарированной по зависимости: "поступательное перемещение клина 17 - закрытая высота "Н" - число оборотов корпуса редуктора 33".
Механизм 5 регулировки закрытой высоты снабжен средством 45 фиксации от перемещения верхнего клина 17 по заданному закону регулировки закрытой высоты стана. Средство 45 (фиг. 1-3) размещено в вертикальных каналах 46 верхней траверсы 2 и выполнено в виде Г-образных фиксаторов 47 (фиг. 3), стержни которых кинематически связаны посредством пружин 48 сжатия и гаек 49 с телом верхней траверсы 2.
Цепной привод 12 (фиг. 2) содержит ведущие звездочки 50, установленные на валу 51, редуктор 52 и гидромотор 53, а также ведомые звездочки 54, смонтированные на валу 55, который снабжен также редуктором 56 и гидромотором 57. Гидромоторы 53 и 57 имеют разные направления вращения. Привод осуществляется от автономной гидростанции 58 через гидрокоммуникации 59.
Тела 9 вращения средства 10 для поддержания заготовки 11 кинематически связаны с корпусом 60 каретки 8 посредством модульных подушечных элементов 61 и призм 62 (фиг. 5,6), которые снабжены унифицированными посадочными узлами 63 с возможностью переустановки друг относительно друга в ложе 64 посадочного узла 63. Элементы 61 и призмы 62 имеют наружные грани 65 и 66, выполненные с возможностью сопряжения друг с другом и с внутренней посадочной поверхностью 67 ложа 64 посадочного узла 63.
Посадочные узлы 63 выполнены в виде винтовых унифицированных прихватов 68, пропущенных через корпуса элементов 61, призм 62 и корпус 60 каретки 8 соответственно.
Каждое тело 9 вращения (фиг. 7, 8) каретки 8 выполнено в виде оси 69, пропущенной через модульные подушечные элементы 61, на которой размещены по меньшей мере два ролика 70 (фиг. 8). По меньшей мере один раз роликов 70 может быть размещен на оси 69 с возможностью поступательного перемещения в направлении пружины сжатия 71, расположенной на оси 69 между телом ролика 70 и буртом 72. Через ось 69 пропущен винтовой прихват 68.
Задняя часть 73 каретки 8 (фиг. 9, 10) кинематически связана с цепью 14 посредством траверсы 74, цапфы 75 которой размещены в компенсаторах 76 относительного положения каретки 8 и цепи 14. Компенсаторы 76 относительного перемещения выполнены в виде обойм 77, подвижно сочлененных с осями 78 (фиг. 11) втулок цепей 14, и снабжены продольными направляющими 79 для цапф 75 траверсы 74.
Каретка 8 (фиг. 9, 10) снабжена продольной жесткой опорой 80 с фиксаторами 81 положения осей 69 тел 9 вращения. Жесткая опора 80 выполнена в виде планки призматического сечения с впадинами 81 полуцилиндрической формы, расположена вдоль продольной оси каретки 8 и жестко связана с кареткой 8. Продольные оси впадин 81 перпендикулярны продольной оси каретки 8.
Каретка 8, модульные подушечные элементы 61 и призмы 62 которой собраны по (фиг. 6), несет на рабочей своей части нижний клиновой инструмент 82.
Каждая из кареток 8 кинематически связана с цепями 14 посредством водила 83, цапфы 84 которого шарнирно присоединены к обоймам 85. Водило 81 связано с передней частью каретки посредством регулировочного винта 86 и сферического шарнира 87 (фиг. 10).
Работа на заявленном стане осуществляется следующим образом. По чертежу детали и по силовым параметрам процесса прокатки производят регулировку закрытой высоты "Н", для чего в механизме 5 регулировки закрытой высоты отпускают средства 45 фиксации верхнего клина 17 (фиг. 1, 3), при этом Г-образные фиксаторы 47 выводят из силового контакта с телом верхней траверсы 2 путем откручивания гаек 49 средства 45 фиксации, вследствие чего пружины 48 сжатия разгружаются и выводят из силового взаимодействия Г-образный фиксатор 47 и траверсу 2. Далее посредством планетарного редуктора 33, размещенного на хвостовике ходового винта 21, задают закон перемещения верхнего клина 17 по нониусной шкале 44, протарированной по зависимости поступательное перемещение клина 17 - закрытая высота "Н" - число оборотов корпуса 36 редуктора 33. В процессе вращения корпуса 36 начинает вращаться жестко связанное с ним солнечное колесо 34, кинематически связанное со вторым солнечным колесом 37 посредством сателлитов 40 и 41. Такая связь позволяет осуществлять передачу крутящего момента от солнечного колеса 34 солнечному колесу 37, жестко связанному с ходовым винтом 21, с редуцированием момента вращения по заданному закону. Например, один оборот корпуса редуктора равен увеличению или уменьшению закрытой высоты "Н" на 0,01 мм. Ходовой винт 21, получив редуцированный момент вращения от корпуса 36 редуктора 33, преобразует вращательное движение в поступательное клина 17 посредством маточных полугаек 24 и 25. Использование двух опор плавающего типа 22 и 28 необходимо для компенсации погрешностей изготовления расточки 29 одного из жестких элементов 15 (неподвижной опоры) и расточки 23 клина 17 (подвижного элемента), через которые пропущен ходовой винт 21. В процессе сборки механизма 5 регулировки закрытой высоты использование опор плавающего типа исключает защемление и искривление ходового винта между жестким элементом 15 и телом клина 17. Кроме того, опоры плавающего типа позволяют в процессе сборки выбрать все люфты сборочно-размерной цепи.
Использование в заявленном стане наклона под острым углом β продольной оси ходового винта 21 к клиновой поверхности 19 клина 17 обусловлено следующими расчетами и экспериментами. В процессе прокатки одна из составляющих распорного усилия действует вдоль клиновой поверхности 19, стремясь вывести клин из состояния заклинивания. Расклиниванию клина 17 препятствует ходовой винт 21, на который воздействует та же составляющая распорного усилия прокатки, что и на клиновую поверхность 19 с учетом силы трения в клиновой паре 19-17. Если ось винта 21 будет выполнена параллельной клиновой поверхности 19, то все значение величины составляющей распорного усилия будет приходиться на ходовой винт 21, что нежелательно. Ходовой винт 21 является основным элементом прецизионной регулировки закрытой высоты стана, поэтому необходимо было создать конструкцию, направленную на снижение величины составляющей распорного усилия, воздействующей на ходовой винт 21. Таким решением было выполнение оси ходового винта под острым углом β к клиновой поверхности 19, меньшим угла α, - угла наклона клиновой поверхности 19.
Как показывает расчет силового многоугольника такое исполнение оси ходового винта приводит к значительному снижению величины составляющей распорного усилия, действующего в направлении оси ходового винта и обеспечивает повышение точности механизма регулировки закрытой высоты.
После регулировки закрытой высоты стана средства 45 фиксации верхнего клина 17 посредством гаек 49 приводят в исходное состояние.
В зависимости от схемы прокатки: "клин-ролик" или "клин-клин" осуществляют наладку средство 10 для поддержания заготовки 11.
При использовании схемы "клин-ролики" модульные подушечные элементы 61 (фиг. 5-6) посредством унифицированных посадочных узлов 63 размещают в ложе 64 путем сопряжения друг с другом. При этом призмы 62 соответственно размещают в периферийной зоне ложа 64 (фиг. 5) и осуществляют процесс прокатки заготовки 11, размещенной на телах 9 вращения средства 10, для поддержания заготовки верхним клиновым инструментом 4.
При использовании схемы "клин-клин" модульные подушечные элементы 61 с телами 9 вращения размещают в периферийной зоне ложа 64 посадочного узла 63, а призмы 62 размещают по соседству друг с другом между модульными подушечными элементами 61. Полученную таким образом собранную каретку 8 (фиг. 6) накрывают нижним клиновым инструментом 82, соответственно фиксируя его жестко в каретке 8 (фиксаторы на чертеже условно не показаны) и осуществляют процесс прокатки заготовки 11 между инструментами 4 и 82.
При прокатке каретка 8 следует по опорной поверхности 7 за водилом 83. При прохождении каретки 8 зоны ведущей звездочки 50 или (ведомой) звездочки 54 они испытывают эффект "опрокидывания". Для исключения эффекта опрокидывания задняя часть 73 каретки 8 связана с цепью 14 посредством траверсы 74, цапфы 75 которой размещены в компенсаторах 76 относительного положения каретки 8 и цепи 14. Продольная направляющая 79, выполненная в теле обоймы 77, позволяет перемещаться цапфам 75 и таким образом снижает величину опрокидывающего момента каретки 8 до нуля в переходной зоне из верхнего положения (над цепным приводом) в нижнее положение (под цепным приводом).
Для расширения технологических возможностей стана каждое тело 9 вращения (фиг. 7, 6) каретки 8 выполнено по меньшей мере в виде двух роликов 70 (фиг. 8), при этом один из роликов 70 размещают в каретке 8 с возможностью поступательного перемещения на оси 69. Такое исполнение тел вращения 9 позволяет прокатывать заготовки, диаметр которых меньше высоты "посадочной впадины", образуемой между двумя соседними роликами 70. Исполнение тела 9 вращения в виде двух роликов 70, размещенных на периферийных участках оси 69, позволяет осуществлять проход верхнего клинового инструмента 4 между ними в процессе формообразования заготовки 11. В зависимости от конфигурации клинового инструмента 4 для снижения стрелы прогиба заготовки 11 один из роликов 70 в процессе прокатки осуществляет поступательное перемещение по оси 69 синхронно раскатке заготовки 11.
В процессе прокатки тела 9 средства 10 для поддержания заготовки 11 и, соответственно, оси 59 тел 9 вращения нагружаются величиной распорного усилия до 50 - 60%. В связи с этим к средству 10 для поддержания заготовки 11 должны предъявляться повышенные требования жесткости и конструктивной прочности. Для обеспечения данного требования каретка 8 (фиг. 9, 10) снабжена продольной жесткой опорой 80 с фиксаторами 81 положения для осей 59 тел вращения.
При схеме прокатки с использованием роликов 70 опора 80 обеспечивает фиксацию положения осей 59 без увеличения их стрелы прогиба от распорных усилий прокатки, выполняя роль дополнительной средней опоры 80 (фиг. 8, 9).
В процессе прокатки накопления погрешность зазоров в ветвях цепного привода может привести к перекосам в узлах каретки 8, т.е. может возникнуть рассогласование хода ветвей цепей 14 и, как следствие, снижение качеств прокатки. Такое явление приводит к рассинхронизации движения кареток и к нарушению плавности хода цепного привода. Для компенсации вышеуказанных факторов в процессе прокатки включают реверс, который выполнен в виде гидромотора 57 посредством редуктора 56, связанный с ведомой звездочкой 54. Реверсивный привод посредством гидравлической обратной связи связан с гидромотором 53, управляющим ведущей звездочкой 50. Таким образом, наличие реверса в заявленной конструкции стана позволяет синхронизировать вращения ведущей звездочки 54, исключая рассогласование поступательного перемещения ветвей цепи 14, что способствует решению поставленной задачи.
Конструкция стана проходит промышленную апробацию при изготовлении деталей "ось транспортера" (Павловский авторемонтный завод) и "прошивка" (ЗИПа АвтоВаза).
Конструкция стана позволяет осуществлять не присущую известным аналогам операцию правки длинномерных осесимметричных ступенчатых и профильных валов, например, дет. "Рукоятка" разводного газового ключа.
Проведенные сравнительные испытания действующего экспериментального образца заявленного стана позволяют сделать вывод о том, что на заявленном стане технологические возможности обеспечивают не только прокатку по схеме "клин-ролик", "клин-клин" и "клин-ролик-клин", но и правку изделий в широком диапазоне диаметров и длин. Прототип лишен таких возможностей.
Кроме того, при сравнительной прокатке партии деталей "ось транспортера" в количестве 100 шт. поле рассеивания диаметральных размеров уменьшилось на 50%. На известной конструкции стана прокатываемая шейка имела диметр ⊘ 15 ± 0,1, в предлагаемом ⊘ 15 ± 0,05.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| Автоматическая линия поперечно-клиновой прокатки заготовок, преимущественно длинномерных штанг | 1989 |
|
SU1690927A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Стан для прокатки штучных заготовок типа тел вращения | 1979 |
|
SU893362A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |

Изобретение относится к обработке металлов давлением и может быть использовано для изготовления ступенчатых осей и валов поперечной прокаткой. Стан содержит прокатную клеть, на верхней траверсе которой смонтированы инструментальные плиты, несущие клиновой инструмент. Нижняя траверса выполнена в виде жесткой плиты с опорным элементом, несущим каретки с телами вращения средства для поддержания заготовки. 12 з.п. ф-лы, 11 ил.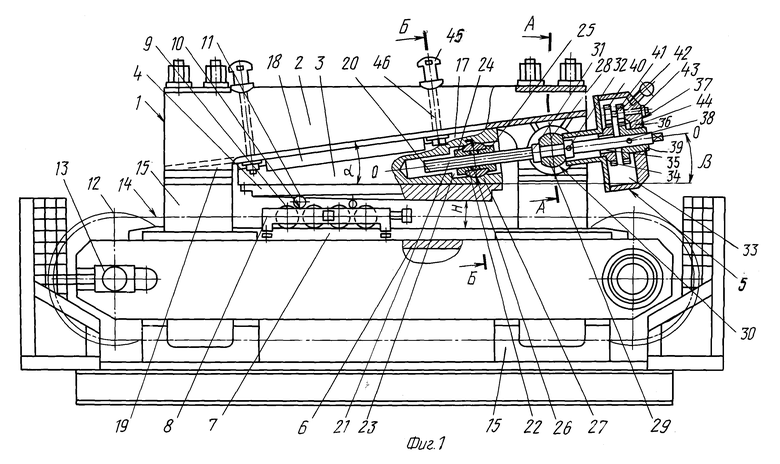
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
