Изобретение относится к устройствам для непрерывного производства плит пенополиуретана.
Известно устройство для непрерывного производства плит пенополиуретана, содержащее транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства.
На практике применение находят различные типы установок непрерывного действия для получения пенопласта, включая обычные наклонные конвейерные установки с плейнблоком или без него, установки "максфоум" и "варимакс". Проблема с этими установками непрерывного действия для получения пенопласта заключается в необходимости вмешательства оператора как в начале цикла получения пенопласта, так и в его конце для того, чтобы получить пригодные к использованию переднюю и заднюю части плиты пенопласта. Без ручного вмешательства оператора толщина как передней, так и задней части полученного в ходе производственного цикла пенопласта будет постепенно уменьшаться в направлении соответствующего края плиты пенопласта, что ведет к потере нескольких метров продукции.
На известных установках операторы используют, например, доску, закрепленную на конце длинного шеста, с помощью которой они задерживают исходную порцию реакционной смеси, стоя на первом конвейере. После пуска конвейера передняя доска, удерживающая вспенивающуюся реакционную смесь, также движется по конвейерному средству. В конце производственного цикла операторы проталкивают последнюю порцию реакционной смеси вперед, чтобы получить концевую часть нужной высоты.
Недостаток известных устройств заключается в том, что в некоторых случаях для получения нужного профиля пенопласта оператором приходится в начале и в конце производственного цикла входить в установки для получения пенопласта, это может оказаться вредным и опасным для их здоровья из-за выделения в процессе пенообразования ядовитых газов.
Кроме того, полученный профиль пенопласта зависит от квалификации и опыта оператора. На практике оператор не может непосредственно контролировать высоту слоя пенопласта, но результаты управления вручную реакционной смесью пенообразования можно наблюдать только по истечении некоторого времени, более конкретно после истечения периода времени, необходимого для того, чтобы слой пенопласта достиг окончательной высоты. Кроме того, процесс подъема реакционной смеси зависит от ее состава и более конкретно от содержания газообразователя, так что этот состав также необходимо принимать во внимание при манипулировании с реакционной смесью для получения нужного профиля пенопласта.
Техническим результатом изобретения является создание устройства для непрерывного производства плит пенополиуретана, позволяющего контролировать профиль пенопласта в начале и в конце производственного цикла без необходимости для операторов входить в установку для получения пенопласта, позволяющего также оптимизировать профиль переднего и заднего концов блоков пенопласта.
Для достижения указанного технического результата устройство, являющееся предметом изобретения, отличается тем, что включает дополнительно начальную доску и запорную доску, средство для установки начальной доски поперек транспортирующего средства рядом с местом подачи на последнее реакционной смеси в начале производственного цикла, средство для перемещения начальной доски вдоль транспортирующего средства таким образом, чтобы начальная доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению высоты передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения по существу имела бы такую же высоту, как и последующая часть, и чтобы начальная доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средство для удаления начальной доски с конвейера после того, как передняя часть полученного пенопласта будет в достаточной степени сохранять свою форму, средство для установки запорной доски поперек конвейера рядом с местом подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средство для последующего перемещения запорной доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы по существу такую же высоту, как и предыдущая часть.
Описанные выше средства, образующие устройство, являющееся предметом изобретения, обеспечивают механический контроль за профилем переднего и заднего концов выпущенного блока пенопласта так, что этот профиль более не зависит от манипуляций, выполняемых оператором вручную. Важным дополнительным преимуществом такого механического контроля является то, что он позволяет контролировать профили переднего и заднего концов в герметически закрытой установке для получения пенопласта, например в установке, описанной в заявке на получение патента N PCT/EP91/02176, поданной тем же заявителем.
В предпочтительном варианте реализации устройства согласно изобретению средство для перемещения начальной доски выполнено с возможностью установки начальной доски в ходе первой фазы в неподвижном положении и последующего перемещения ее практически со скоростью, равной скорости транспортирующего средства, после достижения пенящейся реакционной смесью перед начальной доской заданной высоты.
В конкретном варианте реализации устройства согласно изобретению средство для установки запорной доски приспособлено для установки указанной запорной доски на расстоянии в пределах 3 м, а предпочтительно на расстоянии в пределах 0,5 м, от места подачи реакционной смеси на транспортирующее средство.
В более конкретном варианте реализации устройства согласно изобретению средство для установки начальной доски приспособлено для установки указанной начальной доски на расстоянии в пределах 3 м, а предпочтительно на расстоянии в пределах 1,5 м и в особенности на расстоянии в пределах 0,5 м, от места подачи реакционной смеси на транспортирующее средство.
Для достижения указанного ранее технического результата предлагаемое устройство для непрерывного производства плит пенополиуретана согласно изобретению может иметь одну доску, выполняющую функцию начальной и запорной досок, средство для установки доски рядом с местом подачи на транспортирующее средство реакционной смеси в начале производственного цикла, средство для перемещения доски вдоль транспортирующего средства таким образом, чтобы доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения по существу имела такую же высоту, как и последующая часть, и чтобы доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средство после того, как передняя часть полученного пенопласта будет в достаточной степени сохранять свою форму, средство для возврата доски к месту подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средство для последующего перемещения доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной массы смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы по существу такую же высоту, как и предыдущая часть.
В этом случае средства для перемещения и удаления доски и средства для включения привода транспортирующего средства одновременно с началом движения доски вдоль транспортирующего средства выполнены аналогично указанным средствам для начальной доски в первом варианте исполнения устройства.
Кроме того, во втором варианте выполнения устройства средство для возврата доски выполнено с возможностью установки доски в пределах 3 м, а предпочтительно на расстоянии 0,5 м, от места подачи реакционной смеси на транспортирующее средство в начале производственного цикла.
В обоих случаях выполнения устройство имеет средство для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере рядом с наклонным листом по направлению к бесконечному конвейеру перед началом производственного цикла.
Средство для крепления подложки состоит из поперечного ряда штифтов, смонтированных на бесконечном конвейере, и приспособлении для автоматического убирания штифтов при первом обороте конвейера.
Бесконечный конвейер выполнен состоящим из поперечных пластин, шарнирно соединенных друг с другом, штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин, а приспособление для автоматического убирания штифтов выполнено в виде пружинного средства для перевода штифтов из положения, в котором они выступают через прорези между двумя пластинами, в убранное положение, установленного на валу по меньшей мере одного рычага, находящегося под постоянным углом к штифтам и закрепленного на второй из двух соседних пластин упора для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин по существу в одной плоскости и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага.
Другие детали преимущества изобретения могут быть очевидны из последующего описания некоторых вариантов реализации устройства для непрерывного производства плит пенополиуретана. Это описание приводится только в качестве иллюстративного примера и не должно ограничивать существа и объема изобретения.
На фиг. 1 схематически изображено предлагаемое устройство для непрерывного производства плит пенополиуретана со средствами управления начальной доской и запорной доской, продольный разрез; на фиг. 2 - т о же, вид сверху; на фиг. 3 и 4 - варианты выполнения начальной доски на фиг. 1 в двух различных положениях, вид сбоку в вертикальной плоскости; на фиг. 5 - запорная доска и средство управления запорной доской устройства на фиг. 1; на фиг. 6 - то же, вид сверху; на фиг. 7 и 8 предлагаемое устройство для непрерывного производства плит пенополиуретана, в котором начальная и запорная доски являются одной и той же доской, продольный разрез; на фиг. 9 и 10 - средство для крепления подложки в двух различных положениях, продольный разрез.
На фиг. 1 - 10 для обозначения одних и тех же или аналогичных элементов используются одинаковые числовые позиции.
Устройство для непрерывного производства плит пенополиуретана, являющееся предметом изобретения, включает в целом транспортирующее средство 1, смесительную головку 51 для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство 6 для подачи реакционной смеси на транспортирующее средство и привод 44 для конвейера транспортирующего средства. Эти устройства могут быть различного типа, включая обычные наклонные транспортирующие установки с плейнблоком или без него, установки "максфоум" и "вэримакс". Изобретение не ограничивается любым из этих типов, хотя на фиг. 1 - 10 представлена только установка "максфоум".
Транспортирующее средство 1 на установке "максфоум" включает наклонный лист 2, первый нижний конвейер 3 и подложку 4, расположенную продольно над наклонным листом 2 и первым нижним конвейером 3. Смесительная головка 51 соединяется трубкой 5 с донной частью желоба 6. Поступающая в этот желоб реакционная смесь вспенивается и поступает на подложку 4 в начале наклонного листа 2. В процессе своей транспортировки на движущемся транспортирующем средстве 1 реакционная смесь поднимается еще более и полимеризуется с получением блока пенопласта.
Для того чтобы получить нужный профиль блока в начале и конце производственного цикла, т.е. блок пенопласта, высота которого практически одинакова по направлению к краям блока, устройство, являющееся предметом изобретения, включает начальную доску 7 и запорную доску 8 и средства механического управления перемещения этих досок 7 и 8.
Эти средства управления включают средство установки начальной доски 7 в начале производственного цикла поперек конвейерного средства 1 рядом с местом выдачи реакционной смеси, т.е. рядом с желобом 6. Средство установки начальной доски необязательно могут быть полностью механизированным, но могут требовать манипуляций оператора вручную, поскольку в начале производственного цикла нет выделения ядовитых газов, так что операторы могут входить в установку для получения пенопласта без какого-либо риска.
Средства управления включают также средство для перемещения начальной доски 7 вдоль транспортирующего средства 1 таким образом, чтобы начальная доска 7 препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, и чтобы скорость ее перемещения была в ходе второй фазы практически равна скорости транспортирующего средства 1. В ходе указанной первой фазы реакционная смесь накапливается начальной доской с целью увеличения высоты передней части полученной плиты пенополиуретана, в особенности таким образом, чтобы эта передняя часть после полного подъема в ходе расширения имела бы практически такую же высоту, как последующая часть.
Начальная доска 7 может препятствовать вспениванию реакционной смеси, перемещаясь с меньшей скоростью, чем скорость транспортирующего средства 1. В предпочтительном варианте реализации начальная доска 7 удерживается в неподвижном положении в течение указанной первой фазы. Вторая фаза, в ходе которой начальная доска 7 перемещается с такой же скоростью, как транспортирующее средство 1, начинается, когда реакционная смесь пенообразования достигает установленной заранее высоты по отношению к начальной доске 7. Этот момент может быть определен так, что начало производственного цикла может повторяться каждый раз одинаковым образом. Кроме того, указанная установленная заранее высота может также регулироваться на основании показателей пенообразования реакционной смеси. Предпочтительно движение транспортирующего средства 1 начинается одновременно с движением начальной доски 7.
В эффективном варианте реализации средство для установки начальной доски выполнено с возможностью установки начальной доски 7 на расстоянии в пределах 3 м от места подачи реакционной смеси на транспортирующее средство, т.е. кромки желоба 6. Предпочтительно, чтобы начальная доска 7 устанавливалась на расстоянии в пределах 1,5 м и в особенности в пределах 0,5 м от места подачи. Таким образом, с помощью начальной доски 7 можно накопить достаточное количество реакционной смеси, чтобы получить нужную высоту.
Устройство, являющееся предметом изобретения, включает также средство для удаления начальной доски 7 с конвейера 3 после того, как полученный пенопласт будет в достаточной степени сохранять свою форму или будет обладать достаточной стабильностью размеров.
Средство для удаления начальной доски включает, в частности, средство для ускорения перемещения начальной доски 7 в направлении движения пенопласта и средство для подъема начальной доски 7 после того, как между передней поверхностью пенопласта и начальной доской образуется зазор достаточных размеров.
В конце производственного цикла на конвейерном средстве рядом с местом подачи реакционной смеси посредством средства для установки запорной доски поперечно устанавливается запорная доска 8. Это средство приспособлено в особенности для установки запорной доски на расстоянии в пределах 0,5 м от места выдачи реакционной смеси. Таким образом, конечная порция реакционной смеси может проталкиваться вперед по транспортирующему средству для того, чтобы увеличить высоту концевой или хвостовой части полученного блока из пенопласта. Для этой цели устройство включает средство для перемещения запорной доски 8 вдоль транспортирующего средства со скоростью, превышающей скорость движения транспортирующего средства 1. На обычной наклонной установке для получения пенопласта транспортирующее средство может быть остановлено в момент прекращения выдачи реакционной смеси. На установке "максфоум" движение транспортирующего средства предпочтительно останавливается, когда последняя порция реакционной смеси транспортируется к первой конвейерной ленте 3.
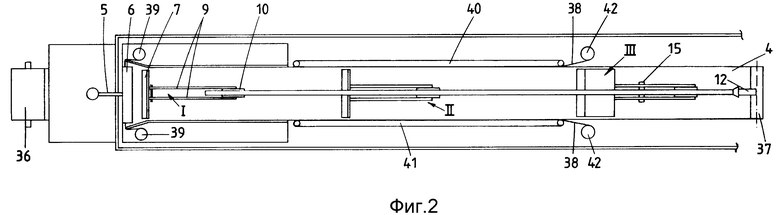
В устройстве, показанном на фиг. 1 и 2, начальная доска 7 соединяется посредством первого соединительного рычага 9 с кареткой 10, которая перемещается по первому подвесному верхнему пути 11 посредством первого двигателя 12 с регулируемой скоростью вращения. Первый подвесной путь 11 является линейным и идет продольно над транспортирующим средством 1. В варианте реализации, не показанном на фиг. 1-10, этот подвесной путь может быть по существу параллелен конвейеру 3 и наклонному листу 2 таким образом, что начальная доска 7 и первая каретка 10 выполняют одинаковые перемещения вверх и вниз, когда начальная доска движется над транспортирующим средством 1. Для того чтобы компенсировать в этом случае возможные различия расстояния между транспортирующим средством 1 и первым подвесным путем 11, измеренные в направлении первого соединительного рычага 9, этот соединительный рычаг 9 может быть шарнирно соединен с кареткой 10 и начальной доской 7.
Когда установка для получения пенопласта заключена в кожух, например, в целях контролирования давления в ходе процесса пенообразования, как описано в заявке на получение патента N PCT/EP91/02176, принадлежащей тому же заявителю, первый подвесной путь 11 является предпочтительно линейным, так что высота установки для получения пенопласта остается одинаковой по всей ее длине. В этом случае первый соединительный рычаг может также быть шарнирно соединен с первой кареткой 10 и с начальной доской 7. Однако для того, чтобы не допустить, чтобы скорость начальной доски 7 при ее перемещении по наклонному листу 2 оказалась слишком большой по сравнению со скоростью подложки 4, движущейся также по этому наклонному листу 2, за счет поворота первого соединительного рычага 9 против часовой стрелки вокруг верхней шарнирной оси 13 угол между первым соединительным рычагом 9 и первым путем 11 остается постоянным в течение движения вниз по наклонному листу 2. Это реализуется в варианте, показанном на фиг. 1, за счет того, что первый соединительный рычаг 9 имеет скользящее соединение как с первой кареткой 10, так и с начальной доской 7.
Скользящие соединения между соединительным рычагом 9 и кареткой 10 могут иметь такую направленность, чтобы обеспечить возможность перемещения начальной доски 7 вверх и вниз. Предпочтительно, однако, чтобы скользящие соединения имели несколько наклонную направленность, чтобы дополнительно уменьшить скорость начальной доски 7 над наклонным листом 2 для того, чтобы точнее отрегулировать скорость начальной доски относительно скорости подложки 4 путем компенсации направленной вниз составляющей скорости начальной доски 7. Сведение к минимуму разницы в скоростях начальной доски 7 и подложки 4 позволяет значительно снизить риск повреждения этой подложки.
Для того чтобы дополнительно снизить риск повреждения подложки 4, предпочтительным является применение средств для уменьшения давления начальной доски 7 на подложку 4. Этого можно достигнуть, например, за счет использования противовеса для оттягивания соединительного рычага 9 в скользящем соединении его с кареткой 10 или путем приложения в этом соединении постоянного гидравлического давления, развивающего в соединительном рычаге 9 усилие, направленное вверх. Соединительный рычаг 9 может также быть гибко соединен с начальной доской 7, или же в скользящем соединении между начальной доской 7 и соединительным рычагом 9 может быть предусмотрено аналогичное средство для приложения направленного вверх усилия к начальной доске 7.
В варианте реализации изобретения, показанном на фиг. 1, соединительный рычаг 9 шарнирно соединен со скользящим элементов 14 каретки. Поворот соединительного рычага 9 вниз ограничивается углом в положениях соединительного рычага I и II на фиг. 1.
В положении II пенопласт завершает свой подъем и становится в достаточной степени стабильным. После этого скорость вращения двигателя 12 увеличивается настолько, что между передней гранью блока пенопласта и начальной доской 7 образуется зазор. Средства для удаления начальной доски 7 с конвейерного средства 1 включают выступ 15, механически поднимающий соединительный рычаг 9 и начальную доску 7 при их прохождении через этот выступ 15. На фиг. 2, которая является изображением устройства с фиг. 1 сверху, показано, что выступ 15 закреплен на подвесном пути 11, и что соединительный рычаг 9 состоит из двух параллельных рычагов, которые поднимаются этим выступом 15. Ясно, что вместо механического подъемного средства возможно применение гидравлического подъемного средства.
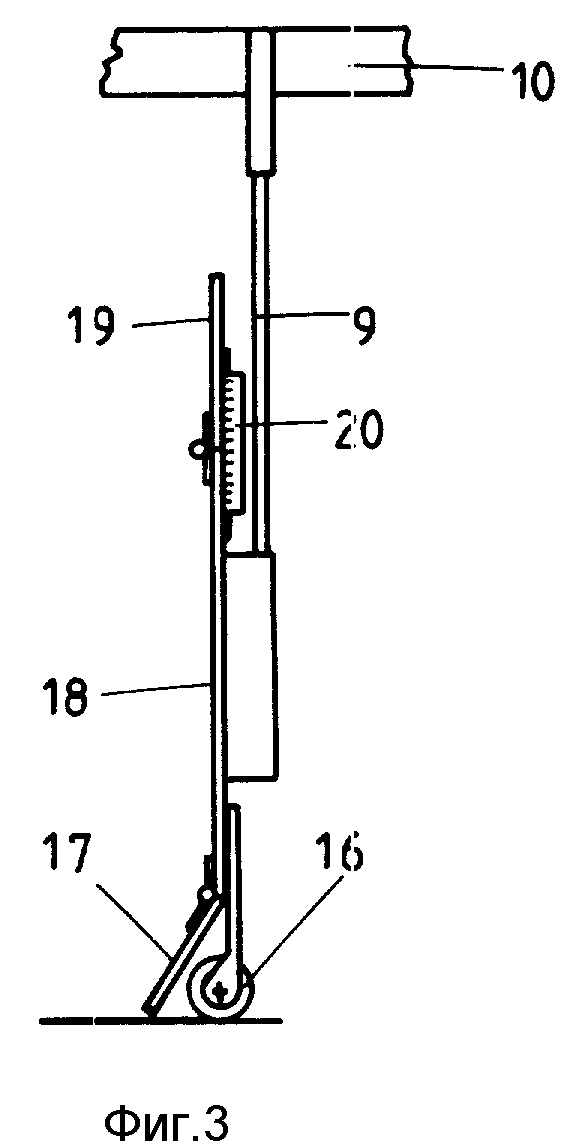
На фиг. 3 показана в более крупном масштабе начальная доска 7 устройства, представленного на фиг. 1, соединенная посредством вертикального соединительного рычага 9 с кареткой 10. В действительности соединительный рычаг 9 может быть расположен под различными углами в зависимости, главным образом, от имеющегося пространства для размещения различных компонентов, таких как верхний путь 11 и каретка 10. Начальная доска 7 включает ролик 16, катящийся по конвейерному средству 1, так что риск повреждения подложки 4 снижается еще более. Для того чтобы не допустить на ролик 16 попадания пенящейся реакционной смеси, с основанием 18 начальной доски 7 шарнирно соединен нижний щиток 17.
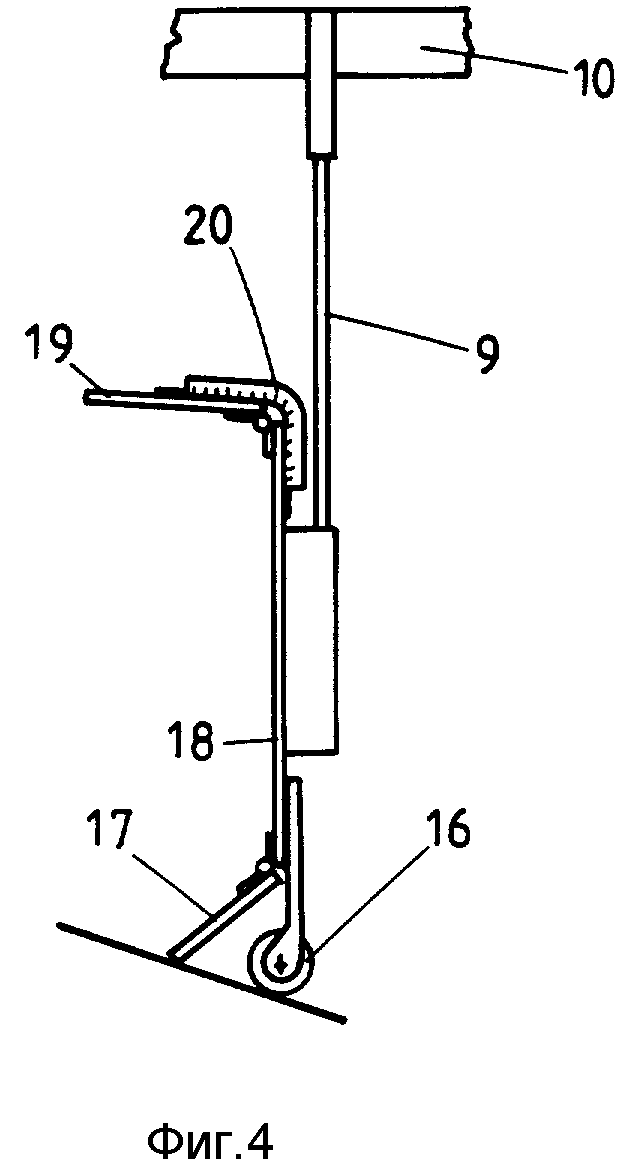
Кроме того, начальная доска 7, показанная на фиг. 3, включает верхний щиток 19, который также шарнирно соединен с указанным основанием 18 и который удерживается в поднятом положении пружинами 20. Благодаря этому верхний щиток 19 может быть опущен, как показано на фиг. 4, когда он касается любого вертикального препятствия, например когда установка для получения пенопласта заключена в узкий кожух.
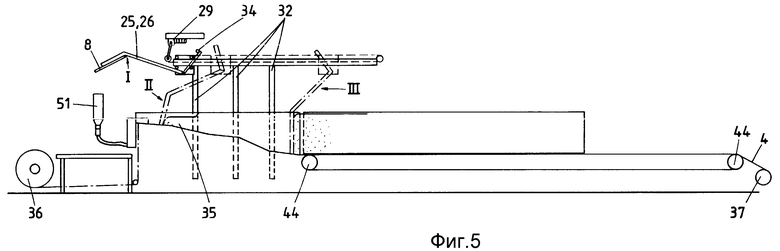
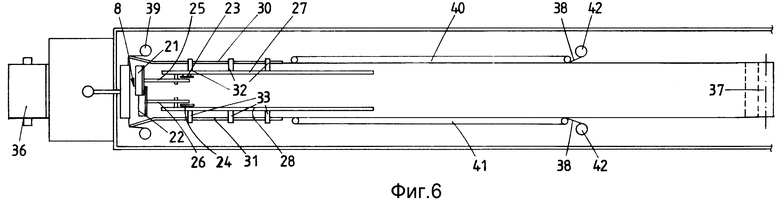
На фиг. 5 и 6 показана запорная доска 8 и механизм перемещения этой запорной доски 8 по транспортирующему средству 1 и в конце производственного цикла. Как можно видеть на фиг. 6, запорная доска 8 составлена из двух взаимно подвижных панелей 21 и 22, частично перекрывающих одна другую, что позволяет изменять ширину. Панели 21 и 22 шарнирно соединены каждая с отдельными дополнительными каретками 23 и 24 соответственно посредством индивидуальных соединительных коленчатых рычагов в 25 и 26 соответственно. Каждая из кареток 23 и 24 передвигается по отдельным верхним направляющим путям 27 и 28 соответственно посредством второго двигателя 29 с регулируемой скоростью вращения. Верхние пути 27 и 28 соединены каждый с боковыми стенками 30 и 31 наклонного листа 2 кронштейнами 32 и 33 так, что при изменении ширины пенопласта запорная доска 8 автоматически устанавливается на нужную ширину.
Средства установки запорной доски 8 на транспортирующее средство 1 включают упор 34, который удерживает запорную доску 8 в нерабочем положении I , показанном на фиг. 5. При переводе запорной доски 8 в положение II она автоматически опускается на наклонной лист 2. В процессе перемещения в положение III доска проталкивает вперед реакционную смесь 35 пенообразования при ее движении по наклонному листу 2 так, чтобы получить нужный профиль конца блока.
Точно так же, как запорная доска 8, начальная доска 7 может быть составлена из двух взаимно подвижных панелей, допускающих автоматическое изменение ширины начальной доски. Без такого автоматического регулирования ширину начальной доски приходится подгонять под ширину выпускаемого пенопласта путем замены начальной доски.
Автоматическое регулирование ширины возможно также за счет использования начальной и/или запорной доски, состоящей из центральной части, двух боковых щитков, шарнирно соединенных с этой центральной частью, и средств для прижимания боковых щитков к боковым стенкам 30 и 31. Такого прижимания можно добиться, например, за счет использования для изготовления боковых щитков упругого материала. Кроме того, возможно использование пружин и других упругих приспособлений. Сама центральная часть может состоять из различных элементов, например из двух взаимно подвижных панелей 21 и 22.
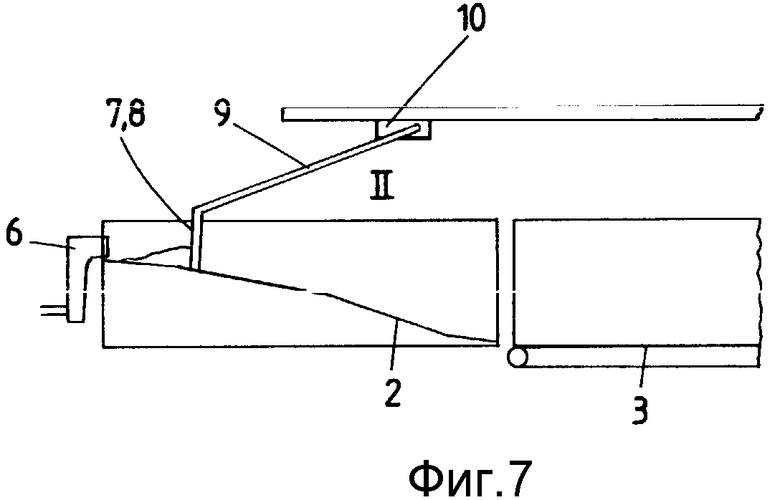
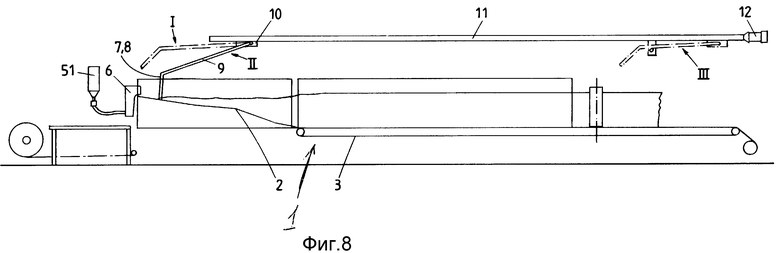
Хотя в приведенном выше описании упоминаются начальная доска 7 и запорная доска 8, функции этих досок могут выполняться одной и той же доской 7, 8. Такой вариант реализации схематически показан на фиг. 7 и 8. В этом варианте доска 7, 8 крепится на рычаге 9, шарнирно соединенном с кареткой 10. В начале производственного цикла доска 7, 8 опускается из нерабочего положения 1 в положение II на транспортирующем средстве 1, как показано на фиг. 7.
На фиг. 8, диска 7, 8 показана в третьем положении III, в котором она поднимается в конце первого нижнего конвейера 3. Из этого положения доска 7, 8 с помощью двигателя 12 перемещается по верхнему пути 11 обратно к началу транспортирующего средства 1 рядом с желобом 6 и опускается здесь снова в конце производственного цикла из положения I в положение II. Затем доска 7, 8 перемещается по конвейерному средству 1, проталкивая реакционную смесь вперед и увеличивая, таким образом, высоту концевой части полученной плиты пенопласта. В этом варианте реализации средствами для подъема и опускания доски 7, 8 служат, например, гидравлические устройства, не представленные на фиг. 7 и 8.
Перед началом производственного цикла подложку 4 разматывают с питающего сердечника 36, укладывают на наклонный лист 2 и первый нижний конвейер 3 и закрепляют на намоточном сердечнике 37. Боковые полосы 38 сматывают с питающих сердечников 39 и посредством сдвоенных клейких лент крепят к боковым конвейерам 40 и 41 и к боковым намоточным сердечникам 42. Боковые края подложки 4 несколько загибают вверх к боковым полосам 38.
В начале производственного цикла намоточный сердечник 37 развивает большое усилие на подложку 4 для того, чтобы протянуть переднюю часть блока пенопласта по наклонному листу 2. В связи со значительной длиной подложки 4, достигающей, например, приблизительно 30 м, подложка может сдвигаться вбок и не покрывать всей поверхности конвейерного средства. Для того чтобы не допустить этого, изобретением предусмотрено средство для крепления подложки 4 рядом с наклонным листом 2 на первом нижнем конвейере 3 в начале производственного цикла.
В первом варианте реализации это средство для крепления подложки представлено плоским грузом, имеющим такую поверхность, что он не попадает в зазор между концом первого нижнего конвейера 3 и намоточным сердечником 37. Кроме того, могут быть предусмотрены средства для подъема этого груза при достижении им зазора.
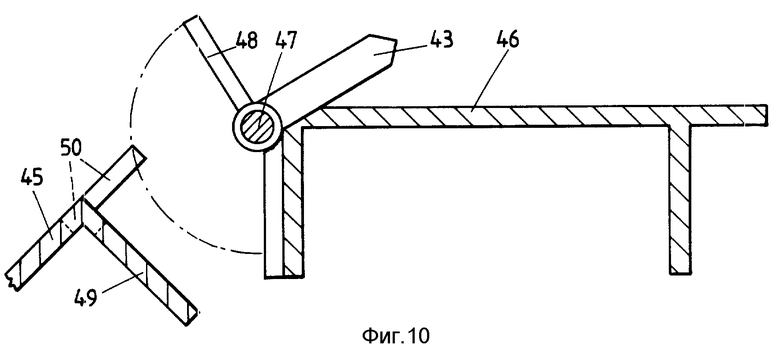
В эффективном варианте реализации изобретения указанное средство для крепления подложки состоит из поперечного ряда штифтов 43, установленных на первом нижнем конвейере 3, и приспособления для автоматического убирания этих штифтов при первом обороте нижнего конвейера 3. Это средство обеспечивает в конце нижнего конвейера 3 освобождение подложки 4 от штифтов.
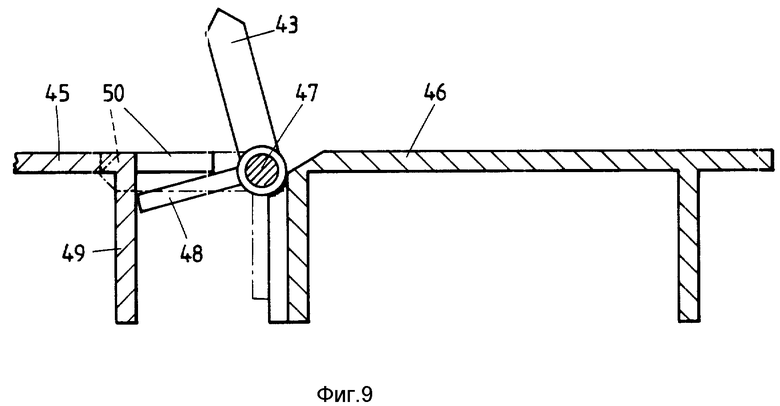
Такой механизм показан на фиг. 9 и 10. Нижний конвейер 3 выполнен из ряда поперечных пластин, шарнирно соединенных друг с другом таким образом, что они могут поворачиваться вокруг ведущих звездочек 44 конвейера 3. На фиг. 9 и 10 показаны две соседние пластины 45 и 46 соответственно в горизонтальном положении, когда эти две пластины поворачиваются вокруг звездочки 44.
Ряд штифтов 43 поворотно установлен на поперечном валу 47, закрепленном на пластине 46 таким образом, что штифты 43 могут поворачиваться из убранного положения, при котором они свисают вниз по поверхности конвейера, в положение, при котором они опрокидываются назад, как показано на фиг. 10. Приспособление для автоматического перевода штифтов 43 в убранное положение выполнено в виде пружин, которые не показаны, установленного на валу 47 по меньшей мере одного рычага 48 и упора 49. Эти пружины могут воздействовать непосредственно на каждый из штифтов 43 или на вал 47 в случае, если вал 47 поворотно закреплен на пластине 46.
Рычаг 48 нужен для того, чтобы не допустить оттягивание штифтов 43 назад при протягивании подложки 4. Вращение рычага 48 ограничивается в горизонтальном положении упором 49 на соседней пластине 45, как показано на фиг. 9. Когда штифты достигают конца конвейера 3, они должны освободить подложку 4. Как показано на фиг. 10, освобождение подложки 4 обеспечивается поворотом штифтов 43 назад. Поворот назад становится возможен благодаря увеличению расстояния между обеими пластинами 45 и 46 при их повороте вокруг звездочки 44, так что рычаг 48 может свободно пройти мимо упора 49 на пластине 45. После отделения подложки 4 пружины возвращают штифты 43 назад в убранное положение. В этом положении они помещаются в вырезах 50 под поверхностью конвейера. В процессе дальнейшего вращения бесконечного конвейера 3 они остаются в этом положении до тех пор, пока не будут подняты вручную для зацепления новой подложки 4 в начале следующего производственного цикла.
Изобретение не ограничивается описанными выше вариантами его реаллизации, и эти варианты могут быть модифицированы различными способами в рамках настоящей заявки на патент.
Во-первых, начальная доска и средства управления ею могут быть сконструированы таким образом, чтобы их можно было использовать для контроля профиля как начала, так и конца полученной плиты пенопласта.
Кроме того, для перемещения как начальной, так и запорной доски может быть использован один и тот же верхний путь. Для регулирования ширины начальной и/или запорной доски они могут быть выполнены из двух частично взаимно перекрывающихся панелей, которые могут смещаться относительно друг друга с помощью, например, гидравлических устройств или, как описано выше для запорной доски, путем подсоединения этих панелей к двум различным смещающимся верхним путям.
Ширину начальной и/или запорной доски можно также произвольно регулировать с помощью шарнирных боковых щитков, которые прижимаются к боковым стенкам или боковым конвейерам с помощью, например, пружин. Такие боковые щитки могут также применяться в сочетании с другими приспособлениями для регулирования ширины, причем в этом случае они предназначены для точного регулирования ширины, так что возникает необходимость в приспособлениях для менее точного регулирования ширины.
Как и запорная доска, начальная доска может быть составлена из двух панелей, соединенных с двумя отдельными верхними путями, возможно с теми же верхними путями, что и запорная доска.
Использование: для непрерывного производства плит пенополиуретана. Сущность изобретения: установка снабжена начальной 7 и запорной 8 досками, средствами для и установки поперек транспортирующего средства 1, перемещения вдоль последнего и удаления с конвейера 3. Начальная доска 7 в начале производственного цикла устанавливается поперек средства 1 рядом с местом 6 подачи на него реакционной смеси и перемещается вдоль средства 1 таким образом, чтобы препятствовать в ходе первой фазы растеканию реакционной смеси по средству 1, способствуя увеличению высоты передней части полученной плиты пенополиуретана. В результате эта передняя часть после полного подъема в ходе расширения будет иметь такую же высоту, как и последующая часть. Во второй фазе доска 7 имеет скорость, равную скорости конвейера 3. Когда передняя часть пенопласта будет сохранять свою форму, доска 7 удаляется с конвейера. В конце процесса рядом с местом 6 на средство 1 устанавливается запорная доска 8, которая перемещается аналогично доске 7, чтобы конечная часть пенопласта имела высоту, равную предыдущей части. В варианте выполнения устройства функции доски 7 и доски 8 выполняет одна доска. 2 с. и 27 з.п. ф-лы, 10 ил.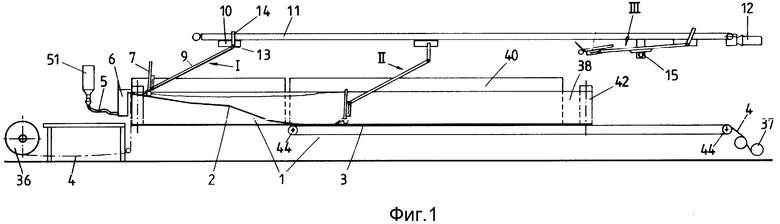
| CH, патент 608418, кл | |||
| Солесос | 1922 |
|
SU29A1 |

