Изобретение относится к машиностроению и может найти применение при окончательной обработке длинных деталей типа тел вращения невысокой жесткости, например труб и валов.
Известны приспособления для шлифования бесконечной лентой деталей типа тел вращения, а также приспособления, в которых лента склеена восьмеркой [1] .
Известны конструкции приспособления для упругого шлифования свободной ветвью [2].
Известен способ обработки кромок пера лопаток абразивной лентой, устройство для осуществления которого содержит абразивную ленту, установленную на опорных роликах, которая получает вращение от приводного шкива, и механизм для натяжения ленты [3].
Недостатком приспособлений, применяемых при обработке круглых деталей, является невысокая производительность и невысокая точность шлифования абразивной лентой вследствие деформации детали под действием односторонних сил резания в зоне обработки.
Известно устройство для обработки непрерывно движущейся проволоки [4]. Обработка ведется от одного привода, включающего ведущий и натяжной шкивы, несколькими абразивными лентами с двух сторон.
Недостатками такого устройства являются громоздкость привода; невозможность использования для данной операции универсальных станков; сложность регулирования сбега ленты, так как натяжные и ведущие шкивы расположены на одном валу; высокая трудоемкость установки детали перед началом обработки в исходное положение; обработка целесообразна только на проход и не позволяет регулировать усилие прижима ленты, что затрудняет осуществление мобильного управления величиной шероховатости в процессе шлифования.
Целью изобретения является повышение производительности, точности обработки и обеспечение управления шероховатостью в процессе шлифования бесконечной абразивной лентой длинных валов и труб невысокой жесткости за счет двухсторонней обработки одной лентой.
Цель достигается тем, что устройство снабжено приводом перемещения абразивной ленты, включающим ведущий и натяжной ролики-шкивы, смонтированные с возможностью поворота в вертикальной плоскости на плитах, установленных с возможностью относительного перемещения и кинематически связанных между собой, при этом периферийная поверхность шкивов выполнена в виде сферы для самоустановки ленты.
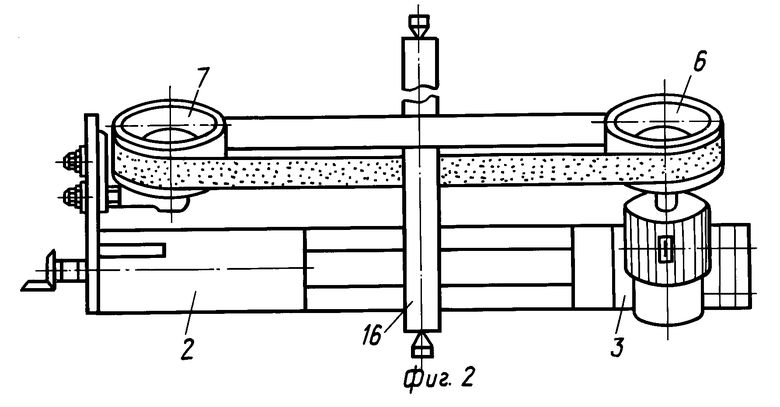
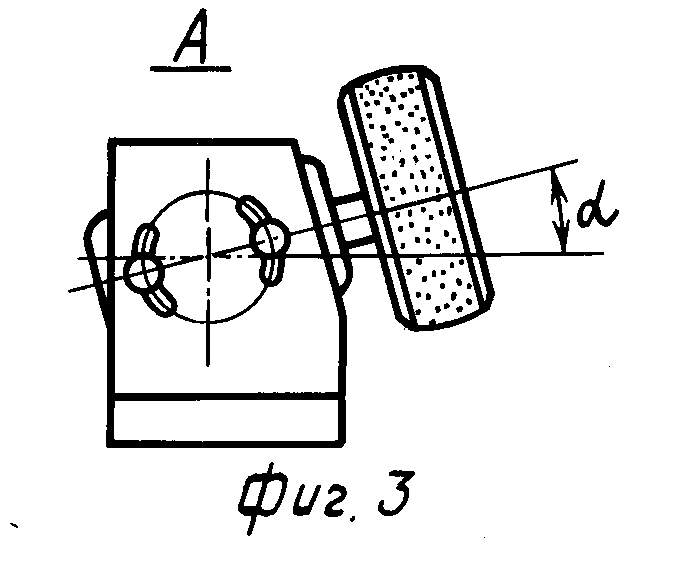
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1.
Устройство для двустороннего шлифования абразивной бесконечной лентой содержит несущую плиту 1, подвижные плиты 2 и 3, установленные на направляющих несущей плиты 1, по которым они имеют возможность поперечного перемещения относительно обрабатываемой поверхности с помощью ходового винта 4 и рукоятки 5; кинематически связанные между собой ведущий 6 и натяжной 7 шкивы, закрепленные на салазках 8 и 9, которые имеют возможность перемещения относительно поворотных кронштейнов (плит) 10 и 11. Механизм 12 регулирования сбега ленты включает винт 13 для перемещения оси 14 натяжного шкива 7. Величина усилия прижима ленты к обрабатываемой поверхности устанавливается с помощью деформации пружины 15, а обрабатываемая деталь 16 устанавливается в центрах.
Предлагаемое устройство работает следующим образом.
Несущую плиту 1 устанавливают на суппорте, например, токарного станка, обрабатываемую деталь 16 помещают между рабочими поверхностями одной бесконечной абразивной ленты. С помощью рукоятки 5 через деформацию пружины 15 создается натяжение в ленте, что обеспечивает определенное усилие прижима ее к обрабатываемой поверхности, включается привод вращения одного из шкивов, несущих абразивную ленту. Полная обработка осуществляется за один или несколько продольных перемещений устройства относительно обрабатываемой детали.
Угол охвата обрабатываемой поверхности определяется из соотношения диаметров детали, ведущего и натяжного шкивов и длины ленты.
Усилие прижатия ленты к обрабатываемой поверхности, определяющее величину съема металла и шероховатость поверхности, зависит от деформации пружины и ее характеристики. Регулировка сбега ленты перед началом обработки осуществляется с помощью винта 13, который поворачивает ось натяжного шкива в горизонтальной плоскости. Величина смещения осей ведущего и натяжного шкивов, во избежание взаимного задевания кромок ленты, устанавливается с учетом ширины ленты плюс зазор 2-3 мм.
Устройство отличается простотой конструкции, надежностью в работе. Двойной плавный изгиб ленты в пространстве не оказывает отрицательного влияния на стойкость абразивного инструмента.
Источники информации, принятые во внимание:
1. НИИИНФОРМТЯЖМАШ 12-73-31. Москва.
2. Свитковский Ф.Ю., Туров Л.С. Ленточное шлифование омедненных валов. - "Машиностроение", N 11, 1971.
3. А.с. N 876384, B 24 B 21/00, БИ N 40, 1981.
4. Патент США N 2196662, кл. 51-140, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2098262C1 |
| Устройство для ленточного шлифования отверстий | 1976 |
|
SU724325A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| Контактный элемент для ленточного шлифования | 1985 |
|
SU1284796A1 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
Изобретение относится к машиностроению и может найти применение при окончательной обработке длинных деталей типа тел вращения невысокой жесткости, например труб и валов. Целью изобретения является повышение производительности, точности обработки и обеспечение возможности управления шероховатостью в процессе шлифования бесконечной абразивной лентой длинных валов и труб невысокой жесткости за счет двухсторонней обработки одной лентой. Устройство для двустороннего шлифования содержит привод перемещения абразивной ленты, включающий кинематически связанные между собой натяжной и ведущий шкивы со сферической переферийной поверхностью, что позволяет абразивной ленте быстро самоустанавливаться. Новым в конструкции устройства является то, что натяжной и ведущий шкивы установлены на плитах с возможностью поворота в вертикальной плоскости. 3 ил.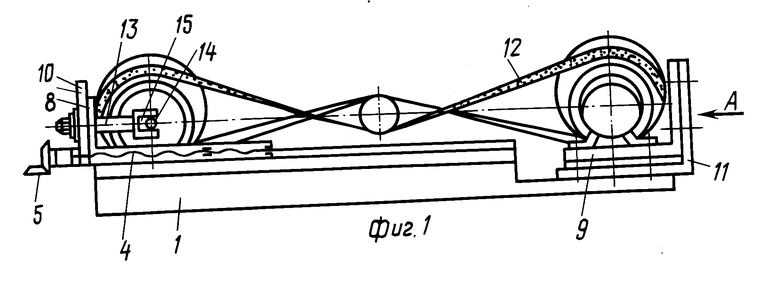
Устройство для двустороннего шлифования абразивной бесконечной лентой, содержащее установленный на основании привод абразивной ленты, включающий кинематически связанные между собой ведущий и натяжной шкивы со сферической периферийной поверхностью, отличающееся тем, что оно снабжено установленными на основании плитами, на каждой из которых с возможностью поворота в вертикальной плоскости размещены указанные шкивы.
| SU, авторское свидетельство, 876384, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
