15
Изобретение относится к обработке деталей шлифованием абразивной лентой, в частности к устройствам ленточно-шлифовальных станков.
Цель изобретения - повьшение 5 стойкости абразивной ленты и точности обрабатываемой поверхности за счет стабилизации натяжения и дав- ле ния ленты на обрабатываемую деталь.Ю
Стабилизация натяжения ленты и ее давления на обрабатываемую деталь обеспечивается за счет включенных в контактный элемент узлов прижима. Причем каждый узел прижима выполнен в виде двух фланцев с жестко закрепленными между ними пружинами в виде С-образных пластин и расположенной параллельно оси перемещения контактного элемента ограничительной втулкой со штоком, причем
С-образные пластины установлены на
фланцах с равномерным угловым шагом в окружном направлении и выполнены из пластин переменного сечения,монотонно уменьшающегося в радиальном и осевом направлениях.
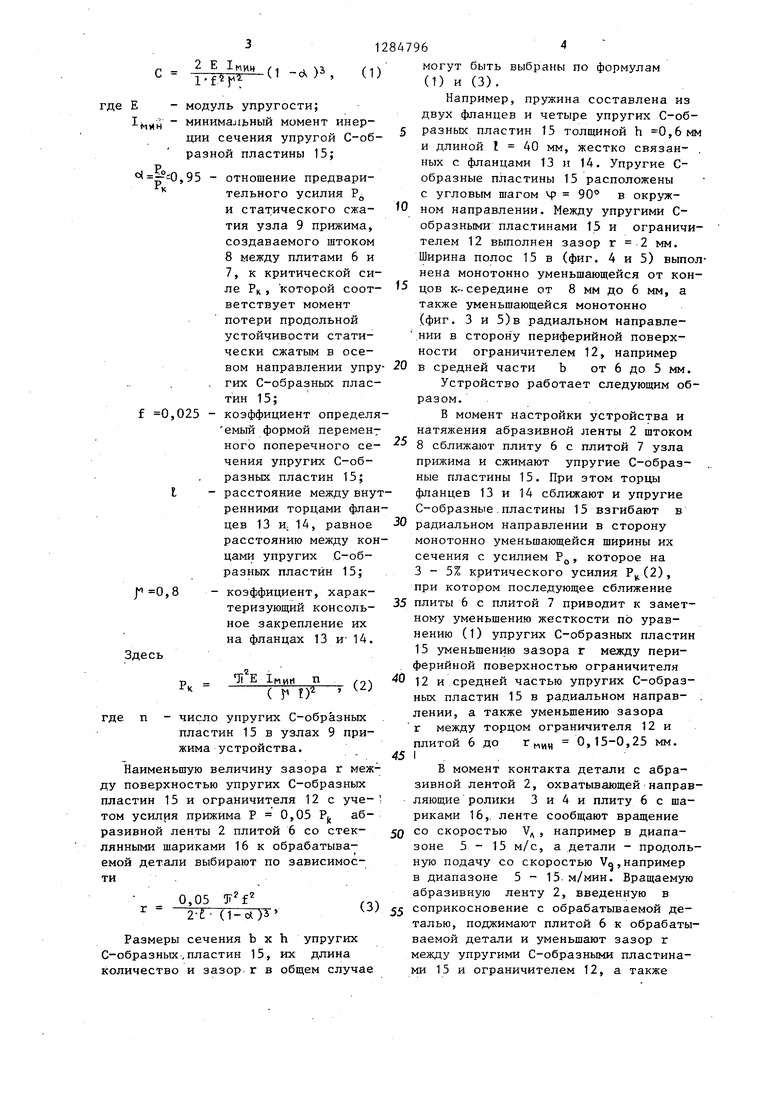
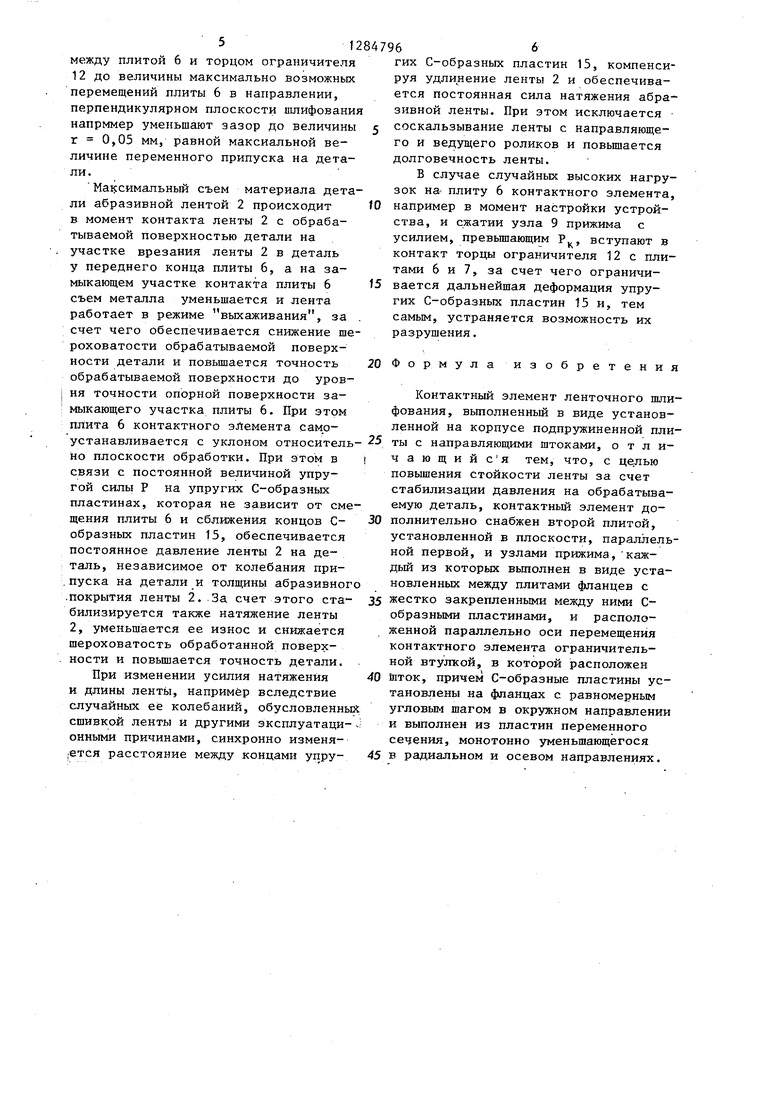
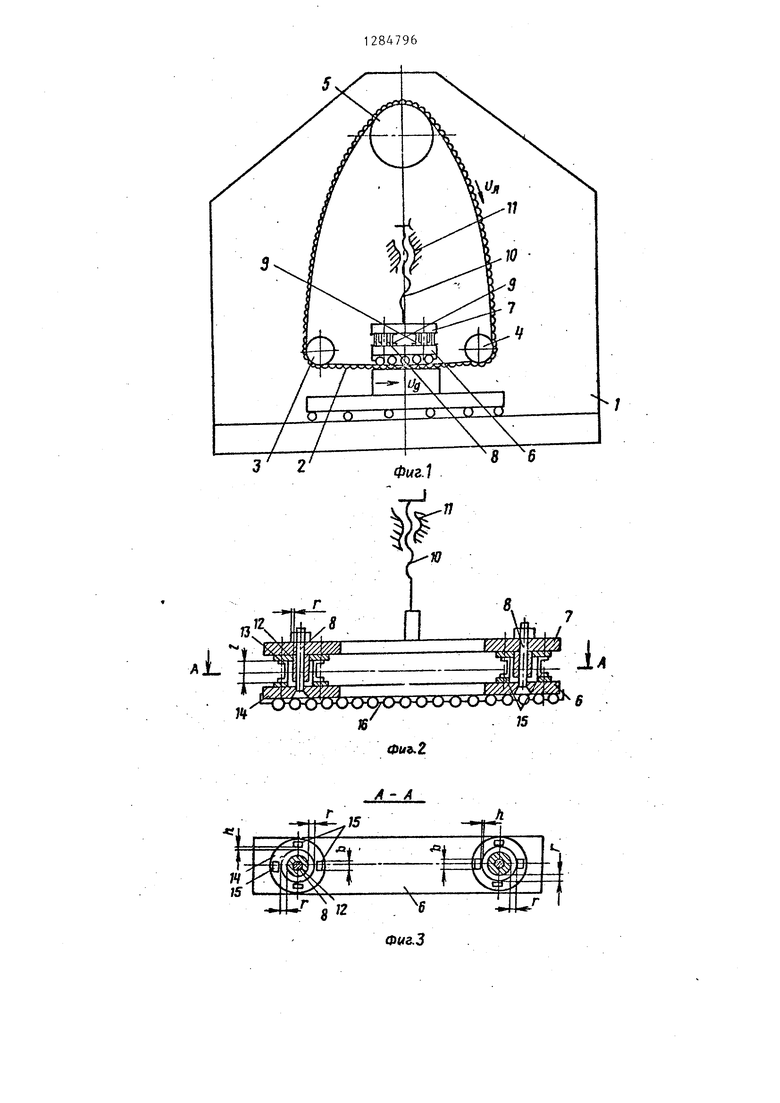
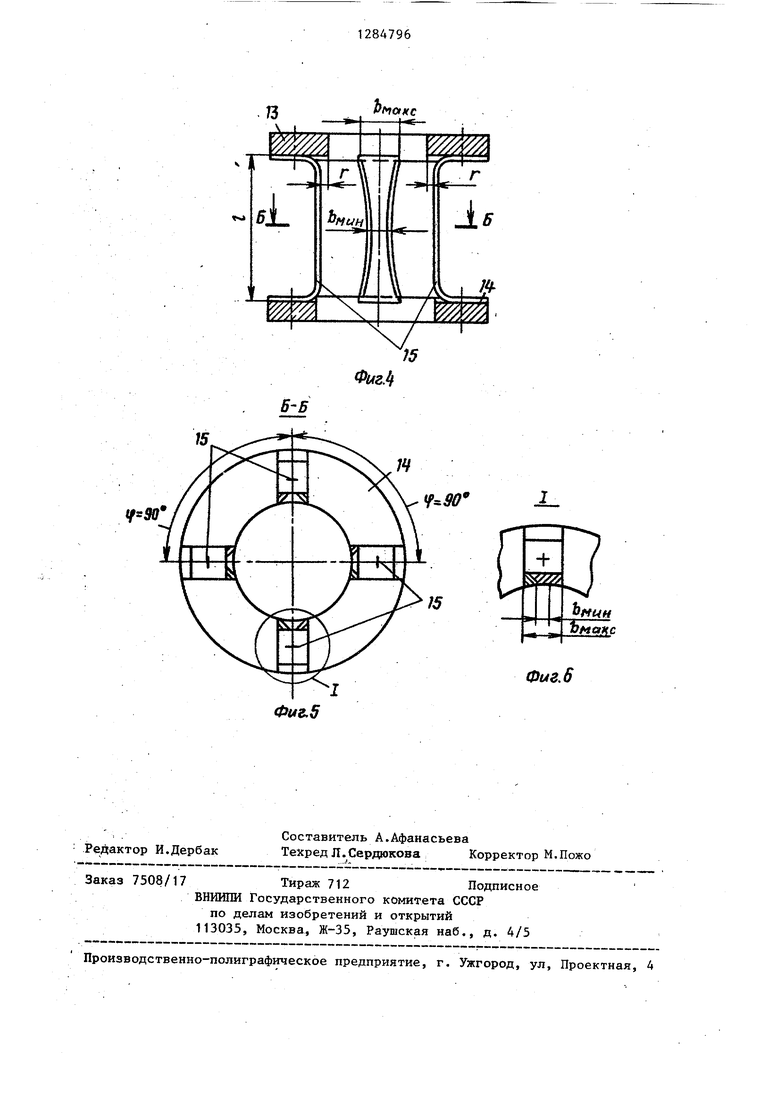
На фиг. 1 показано устройство для ленточного шлифования, общий вид; на фиг. 2 - контактный элемент; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - упругие С-образные пластины в сборе с фланцами; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 - узел I на фиг. 5.35
Устройство для ленточного шлифования содержит корпус 1 ленточно- шлифовального станка, абразивную ленту 2, направляющие 3 и 4 и ведущий 5 ролики, плиты 6 и 7 контактного эле-
мента поджима и натяжения ленты 2, связанные с корпусом 1 штоком 8 узла 9 прижима и винтовой парой 10 и 11. .
45
20
25
Контактный элемент (фиг. 2 и 3) составлен из плит 6 и 7, например прямоугольной формы, связанных между собой штоком 8 и узлами 9 прижима. Плита 7 связана с корпусом 1 50 станка винтовой парой 10 и 11. На плите 6 со стороны ее контакта с тьшьной стороной ленты 2 нанесен слой стеклянных шариков для уменьупругих С-образных пластин 15 1 зазор г между периферийной повер ностью ограничителя 12 и внутре ми поверхностями упругих С-образ пластин 15, а также зазор между торцом ограничителя 12 и плитой обеспечивают мягкую характеристи коэффициента жесткости статическ сжатой пружины, стабилизацию нат га ленты 2 и нормального давлени
шения силы трения .между тыльной сто- 55 лентой 2 и обрабатываемой
деталью. Коэффициент жесткости у гих С-образных пластин 15, стат чески сжатого узла 9 прижима меж плитами 6 и 7, равен
роной ленты 2 и плитой 6. Внутри узла 9 прижима на штоке 8 Между плитами б и 7 размещен ограничитель 12 упругих радиальных и осевых дефор
5
5
О
45
0
5
0
маций узла 9 прижима. Узел 9 прижима составлен из двух фланцев 13 и 14, связанных жестко по торцам отогнутыми концами упругих С-образных пластин 15. Ограничитель 12 выполнен в форме втулки и установлен с одинаковыми зазорами г, например г 2 мм относительно упругих С-образных пластин 15 в радиальном направлении и опоры контактного элемента в осевом направлении.
При этом упругие С-образные пластины 15 в осевом и радиальном направлениях расположены вдоль оси штока 8 и ограничителя 12с равномерным угловым шагом, например с угловым шагом f 90° . Расположение упругих С-образных пластин 15 вдоль оси штока 8 и ограничителя 12 с одинако- ,вьм угловым шагом Ч обеспечивает параллельность торцов фланцев 13 и 14 при сжатии упругих С-образных пластин и равномерное давление их по периметру торцов фланцев 13 и 14 на плиты 6 и 7 контактного узла. Упругие С-образные пластины 15 .уз ла 9 прижима выполнены переменного сечения с монотонно уменьшающейся шириной сечения в радиальном направлении, а также уменьшающимся сечением от концов к их середине в осевом направлении. Монотонно уменьшающееся сечение .упругих С-образных пластин 15 узла 9 пружина от концов к середине, а также в радиальном направлении в сторону оси штока 8 и-ограничителя 12 обеспечивает при осевом сжатии упругую деформацию каждой С-образной пластины 15 в радиальном направлении в сторону ограничителя 12 и средней части каждой
С-образной пластины 15. Переменные размеры сечения b х h
упругих С-образных пластин 15 и 1 зазор г между периферийной поверхностью ограничителя 12 и внутренними поверхностями упругих С-образных пластин 15, а также зазор между торцом ограничителя 12 и плитой 6, обеспечивают мягкую характеристику коэффициента жесткости статически сжатой пружины, стабилизацию натяга ленты 2 и нормального давления
лентой 2 и обрабатываемой
деталью. Коэффициент жесткости упругих С-образных пластин 15, статически сжатого узла 9 прижима между плитами 6 и 7, равен
с
2 Е 1иии
i-f«r
(1 d)
frl«H
модуль упругости; минимальный момент инерции сечения упругой С-об- разной пластины 15;
fO
15
- 0,95 - отношение предвари- тельного усилия Р и стат,ического сжатия узла 9 прижима, создаваемого штоком 8 между плитами 6 и 7, к критической силе РК, которой соответствует момент потери продольной устойчивости статически сжатым в осевом направлении упру 20 . гих С-о5разных пластин 15;
0,025 - коэффициент определя- емый формой перемен7 ного поперечного се- чения упругих С-об- разных пластин 15; I - расстояние между внутренними торцами фланцев 13 И; 14, равное -30 расстоянию между концами упругих С-об- разных пластин 15;
0,8 - коэффициент, характеризующий консольное закрепление их на фланцах 13 и- 14.
5
35
Здесь
РК
IT Е п
Пм
где п число упругих С-образных пластин 15 в узлах 9 прижима устройства.
Наименьшую величину зазора г между поверхностью упругих С-образных пластин 15 и ограничителя 12 с уче- том усилия прижима Р 0,05 Р абразивной ленты 2 плитой 6 со стеклянными шариками 16 к обрабатываемой детали выбирают по зависимости
г
2 ft
2-Е- (1-01 )Т
Размеры сечения b х h упругих С-образных,пластин 15, их длина количество и зазор г в общем случае
84796
fO
15
20--30
могут быть выбраны по формулам (1) и (3).
Например, пружина составлена из двух фланцев и четыре упругих С-об- 5 разных пластин 15 толщиной h 0,6 мм и длиной I 40 мм, жестко связанных с фланцами 13 и 14. Упругие С- образные пластины 15 расположены с угловым шагом ц 90° в окружном направлении. Между упругими С- образными пластинами 15 и ограничителем 12 выполнен зазор г 2 мм. Ширина полос 15 в (фиг. 4 и 5) выполнена монотонно уменьшающейся от концов к-середине от 8 мм до 6 мм, а также уменьшающейся монотонно :(фиг. 3 и 5) в радиальном направлении в сторону периферийной поверхности ограничителем 12, например в средней части b от 6 до 5 мм.
Устройство работает следующим образом.
В момент настройки устройства и натяжения абразивной ленты 2 штоком 8 сближают плиту 6 с плитой 7 узла прижима и сжимают упругие С-образ- ные пластины 15. При этом торцы фланцев 13 и 14 сближают и упругие С-образные.пластины 13 взгибают в радиальном направлении в сторону монотонно уменьшающейся ширины их сечения с усилием Р, которое на 3-5% критического усилия Р, (2), при котором последующее сближение 35 плиты 6 с плитой 7 приводит к заметному уменьшению жесткости по уравнению (1) упругих С-образных пластин 15 уменьшению зазора г между периферийной поверхностью ограничителя 12 и средней частью упругих С-образных пластин 15 в радиальном направ- . лении, а также уменьшению зазора
г между торцом ограничителя 12 и
плитой 6 до
45 I
мин
0,15-0,25 мм.
В момент контакта детали с абразивной лентой 2, охватывающей направляющие ролики 3 и 4 и плиту 6 с шариками 16, ленте сообщают вращение
50 со скоростью V, например в диапазоне 5 - 15 м/с, а детали - продольную подачу со скоростью Vg,например в диапазоне 5 - 15. м/мин. Вращаемую абразивную ленту 2, введенную в
5 соприкосновение с обрабатываемой деталью, поджимают плитой 6 к обрабатываемой детали и уменьшают зазор г между упругими С-образными пластинами 15 и ограничителем 12, а также
ежду плитой 6 и торцом ограничителя 12 до величины максимально возможных еремещений плиты 6 в направлении, перпендикулярном плоскости шлифования напрммер уменьшают зазор до величины 5 г 0,05 мм, равной максиальной веичине переменного припуска на детаи.
Ма1 симальный съем материала детаи абразивной лентой 2 происходит Ш в момент контакта ленты 2 с обрабатываемой Поверхностью детали на участке врезания ленты 2 в деталь у переднего конца плиты 6, а на замыкающем участке контакта плиты 6 t5 съем металла уменьшается и лента работает в режиме выхаживания, за . счет чего обеспечивается снижение шероховатости обрабатываемой поверхности детали и повышается точность 20 обрабатываемой поверхности до уров- ня точности опорной поверхности за- мыкающего участка плиты 6. При этом
плита 6 контактного элемента само,-25
устанавливается с уклоном относительно плоскости обработки. При этом в | связи с постоянной величиной упругой силы Р на упругих С-образных пластинах, которая не зависит от смещения плиты 6 и сближения концов С- образных пластин 15, обеспечивается постоянное давление ленты 2 на деталь, независимое от колебания при- пуска на детали и толщины абразивного .покрытия ленты 2..За счет этого стабилизируется также натяжение ленты 2, уменьшается ее износ и снижается шероховатость обработанной поверх- ности и повышается точность детали.
При изменении усилия натяжения и длины ленты, например вследствие случайных eie колебаний, обусловленных сшивкой ленты и другими эксплуатаци- -; онными причинами, синхронно изменя- ется расстояние между концами упру30
35
40
45
гих С-образных пластин 15, компенсируя удлинение ленты 2 и обеспечивается постоянная сила натяжения абразивной ленты. При этом исключается соскальзывание ленты с направляющего и ведущего роликов и повышается долговечность ленты.
В случае случайных высоких нагрузок НЕ плиту 6 контактного элемента, например в момент настройки устройства, и сжатии узла 9 прижима с усилием, превьшающим Р, вступают в контакт торцы ограничителя 12 с плитами 6 и 7, за счет чего ограничивается дальнейшая деформация упругих С-образнык пластин 15 и, тем самым, устраняется возможность их разрушения.
Формула изобретени
Контактный элемент ленточного шлифования, выполненный в виде установленной на корпусе подпружиненной плиты с направляющими штоками, о т л и- ч ающий с я тем, что, с целью повьш1ения стойкости ленты за счет стабилизации давления на обрабатываемую деталь, контактный элемент дополнительно снабжен второй плитой, установленной в плоскости, параллельной первой, и узлами прижима, каждый из которых вьшолнен в виде установленных между плитами фланцев с
жестко закрепленными между ними С- образными пластинами, и расположенной параллельно оси перемещения контактного элемента ограничительной втулкой, в которой расположен
Шток, причем С-образные пластины установлены на фланцах с равномерным угловым шагом в окружном направлении и выполнен из пластин переменного сечения, монотонно уменьшающегося
в радиальном и осевом направлениях.
75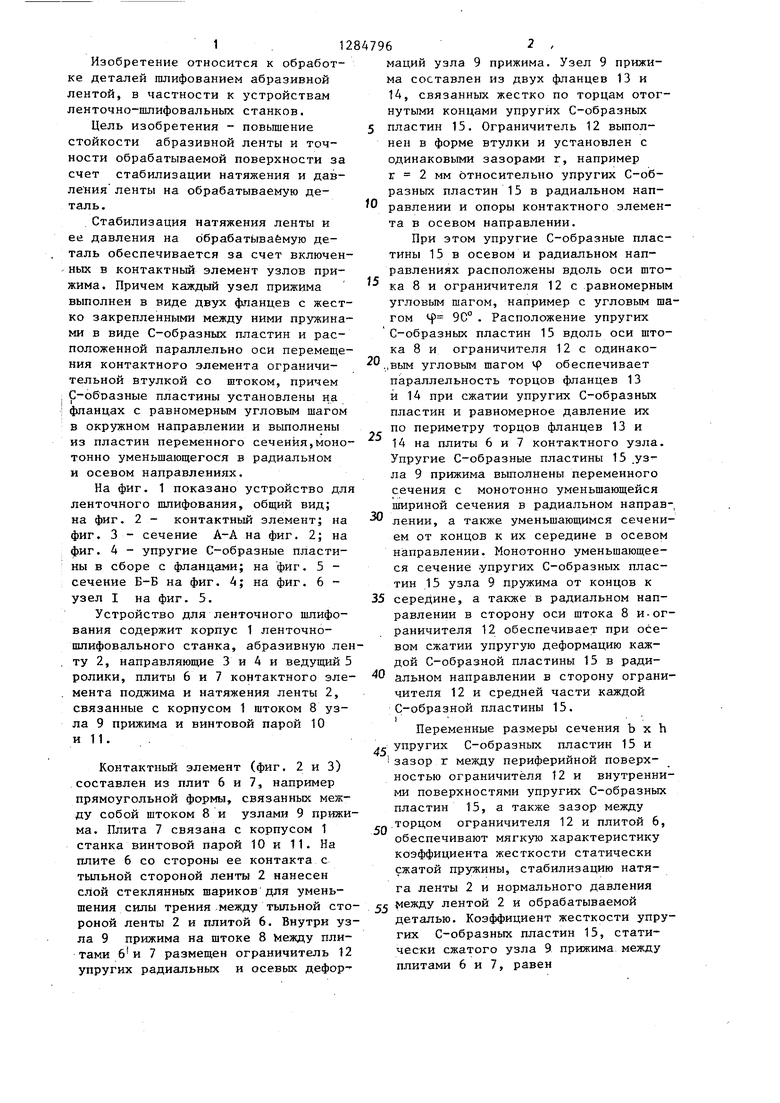
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Контактный ролик для ленточно-шлифовального станка | 1983 |
|
SU1140939A1 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Упорный люнет | 1983 |
|
SU1206045A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
А- А
/3
fM&Kc
n .1
1
тин
т.
1
7
mm
15
Щ
У Л7 i
Фие.6
Фиг.5
Редактор И.Дербак Заказ 7508/17
Составитель А.Афанасьева
Техред Л.Сердюкова Корректор М.Пожо
Тираж 712Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Шлифовальное устройство | 1978 |
|
SU688319A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Цель изобретения повьшение стойкости шлифовальной ленты за счет стабилизации давления ца обрабатываемую деталь | |||
| Для этого контактный элемент собран из двух плит и снабжен узлами прижима.Каждый узел прижима выполнен из двух фланцев с жестко закрепленными между ними пружинами в виде С-образных пластин | |||
| С-образные пластины установлены на фланцах с равномерным угловым шагом в окружном направлении и выполнены из пластин переменного сечения, монотонно уменьшающегося в радиальном и осевом направлениях | |||
| При измене нии усилия натяжения ленты синхронно изменяется расстояние между концами упругих С-образных пластин, компенсируя удлинение, ленты | |||
| Исключается сос- кальзьтание ленты с направляющего и ведущего роликов, повышается долговечность ленты | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
