Изобретение относится к области машинам обработки металлов давлением, конкретно, к конструкции клети профилегибочного (листового, полосового) стана, предназначенного для поточного производства гофрированных панелей широкого спектра типоразмеров из листового и полосового проката.
Для удовлетворения потребностей в листовом (полосовом) профилированном прокате различных типоразмеров создано достаточно большое число устройств и приспособлений. Однако они обладают одним общим недостатком, заключающимся в отсутствии достаточной мобильности при переходе от одного типоразмера профилированных панелей к другому. Это последнее исключает возможность производства малых партий панелей, параметры которых удовлетворяли бы запросам заказчиков.
Трудоемкость перехода от одного типоразмера панелей к другому обусловлена конструкцией узлов профилегибочных станов, в которых смена профилеобразующего инструмента затруднена из-за целикового (неразъемного) выполнения валов, на которых смонтирован инструмент, имеющих при этом трудно доступное крепление в опорах.
Известно, например "Устройство для изготовления гофрированных изделий", в котором формующие гофры инструмент смонтирован на целиковых валах, без разъемов, а узлы крепления опор этих валов трудно доступны, что приводит к большим потерям времени при смене инструмента, связанной с переходом от одного типоразмера панелей к другому (авт. свид. СССР N 990372, кл. В 21 D 13/04, 1981).
Известно также "Устройство для гофрирования ленты", которое по существу носит тот же недостаток (авт.свид. СССР N 946727, кл. В 21 D 13/04, 1980).
Известна взятая в качестве прототипа, "Клеть для периодического профилирования" (авт. свид. СССР N 867465,кл. B 21 D 13/04, 1977). В этой клети и верхний и нижний валы, с закрепленными на них формующими профиль инструментами, также выполнены целиковыми.
Клеть-прототип имеет серьезные недостатки, выражающиеся в том, что для перехода с одного типоразмера инструмента на другой требуется демонтаж подушек с подшипниками, валами и инструментом, то есть практически полная разборка клетей, число которых на профилегибочных станах достигает 28; демонтаж подшипников и инструмента с валов, число которых достигает 56, соответственно; повторный монтаж деталей и узлов перечисленных в пп. 1 и 2 формулы, но с другим типоразмером инструмента; регулировка боковых зазоров опорных подшипников в подушках, которая может быть достигнута перемещением валов вдоль их оси вращения; регулировка взаимного расположения инструмента на каждом из валов, которая может быть достигнута путем перемещения комплекта инструмента на каждом валу вдоль оси его вращения; регулировка положения комплекта инструмента на каждом валу относительно продольной оси стана.
При обнаружении несоответствия инструмента технологическим требованиям настройки стана (например задир рабочей поверхности инструмента на одном или нескольких валах в процессе эксплуатации, что вполне вероятно, так как инструмент неизбежно работает с некоторым проскальзыванием относительно формуемого листа) операции перечисленные в пунктах 1-6 формулы изобретения, повторяются для каждого из этих валов.
Задача изобретения - создание клети профилегибочного стана с мобильным переходом от одного типоразмера панелей к другому за счет изменения конструкции клети профилегибочного стана.
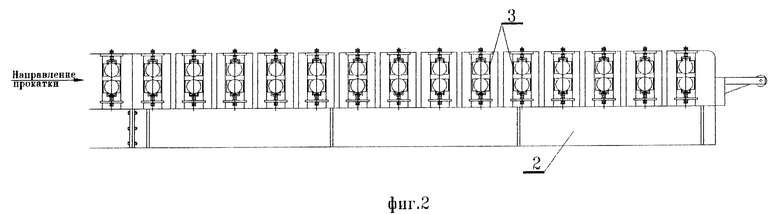
Это достигается тем, что в клети 1 профилегибочного стана 2 с вмонтированными в ее направляющих 3 стоек 4 подушками 5, установленными с возможностью возвратно-поступательного движения по вертикали, имеются вращающиеся в подшипниках , верхний 7 и нижний 8 валы с закрепленным на них формующим инструментом, которые выполнены трехзвенными с консольным креплением двух противоположно расположенных консольных частей в подушках 5 с подшипниками 6. Торцы 10 консольных частей 11 валов, расположенных со стороны привода стана, выполнены с цилиндрическими выточками 12 с плоскими днищами-упорами 13 и снабжены фиксаторами 14 и передающими вращающий момент муфтами 15, а все торцы 10 этих консольных частей 11 валов расположены на одинаковом расстоянии от оси 16 стана. Торцы 17 противоположных консольных частей 18 валов выполнены в виде усеченных конусов, а сами эти консольные части 18 валов размещены в подушках 19, имеющих возможность возвратно-поступательного движения вдоль оси 20 вращения валов 7 и 8, при этом сопряжение средних имеющих формующий инструмент 9 частей валов 7 и 8 с их консольными частями 11 и 18 осуществлено торцами ответного профиля.
Возвратно-поступательное движение подушек 19 вдоль оси 20 валов 7 и 8 осуществляется любым из известных приводов (например, винтовым).
На фиг. 1 изображена клеть; на фиг. 2 - вариант размещения клетей вдоль стана.
Число клетей, устанавливаемых на стане, определяется в зависимости от типа профиля и размеров получаемых панелей.
Клеть работает следующим образом.
Вначале инструменты 9 собираются на валах 7 и 8 вне стана и на определенном расстоянии от ответной части упоров 13 этих валов. Затем валы 7 и 8 поочередно вводятся между консольными частями 11 и 18 валов, после чего осуществляется поступательное движение подушки 19 в направлении к консольной части вала 11, например винтовым приводом. При этом торцы 17, выполненные в виде усеченных конусов, входят в ответные части валов 7 и 8, а последние, перемещаясь вдоль осей 20, вводят ответные части в выточки 12 до упоров 13. Так как упоры 13 расположены на одинаковом расстоянии от оси 16 стана, то формующие инструменты 9 автоматически устанавливаются на одинаковом расстоянии от оси 16 стана и фиксируются от перемещения вдоль оси 20, а от перемещения в радиальном направлении - конусами с торцами 17 с одной стороны, и фиксаторами 14 с другой.
Далее осуществляется регулировка положения инструментов 9 и по высоте путем соответствующего возвратно-поступательного движения подушек 5.
Включается привод стана, и все последующие операции формования профиля происходит так же, как в других известных профилегибочных станах.
Благодаря новой конструкции клети 1 становится практически осуществимой прокатка любого профиля панелей, конфигурация и размеры которых соответствуют технической характеристике стана, а также существенно снижается время замены формующего инструмента, то есть средней части валов в сборе с инструментом. При этом не требуется демонтаж подушек; не требуется демонтаж подшипников, в которых вращаются валы; не требуется регулировка боковых зазоров подшипников; исключается регулировка положения инструментов относительно оси стана в линии стана; становится возможной сборка нового инструмента и регулировка его положения вдоль вала во время работы стана прокатывающего другой профиль.
Предлагаемая клеть может быть применена на любом профилегибочном стане.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| РАЗМАТЫВАТЕЛЬ РУЛОНОВ ЯЩИЧНОГО ТИПА | 1997 |
|
RU2131316C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ РЕГУЛИРОВКИ ВАЛКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПРОКАТНОЙ КЛЕТИ | 1995 |
|
RU2083301C1 |
| РАЗРАВНИВАТЕЛЬ-УПЛОТНИТЕЛЬ ПОРОШКА В ЖЕЛОБЕ | 1996 |
|
RU2108203C1 |
Изобретение относится к машиностроению, конкретно к конструкции клети профилегибочного стана для производства гофрированных панелей. Клеть профилегибочного стана, с вмонтированными в направляющих ее стоек подушками, установленными с возможностью возвратно-поступательного движения по вертикали, имеет вращающиеся в подшипниках верхний и нижний валы с закрепленным на них формующим инструментом. Особенность клети является то, что верхний и нижний валы выполнены трехзвенными с консольным креплением двух противоположно расположенных консольных частей в подушках с подшипниками. Торцы консольных частей валов, расположенных со стороны привода стана, выполнены с цилиндрическими выточками с плоскими днищами - упорами и снабжены фиксаторами, а все торцы этих консольных частей валов расположены на одинаковом расстоянии от оси стана. Торцы противоположных консольных частей валов выполнены в виде усеченных конусов, а сами эти консольные части валов размещены в подушках, имеющих возможность возвратно-поступательного движения вдоль оси вращения валов, при этом сопряжение средних, имеющих формующий инструмент, частей валов с его консольными частями осуществляется торцами ответного профиля. Клеть позволяет осуществлять переход от одного типоразмера панелей к другому. 2 ил.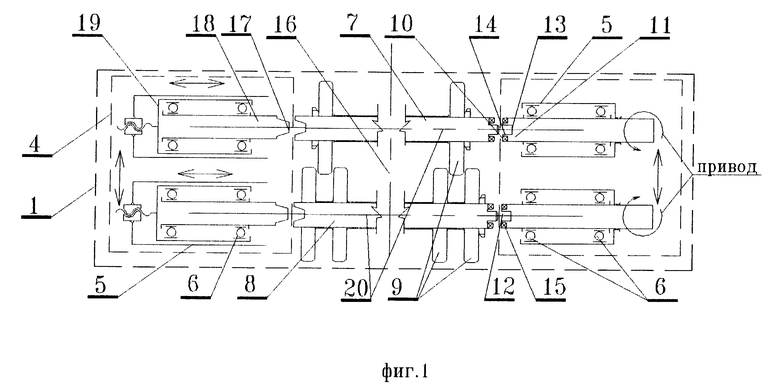
Клеть профилегибочного стана с вмонтированными в направляющих ее стоек подушками, установленными с возможностью возвратно-поступательного движения по вертикали, и имеющая вращающиеся в подшипниках верхний и нижний валы, с закрепленным на них формующим инструментом, отличающаяся тем, что верхний и нижний валы выполнены трехзвенными с консольным креплением двух противоположно расположенных консольных частей в подушках с подшипниками, причем торцы консольных частей валов, расположенных со стороны привода стана, выполнены с цилиндрическими выточками с плоскими днищами-упорами и снабжены фиксаторами и передающими вращающий момент муфтами, а все торцы этих консольных частей валов расположены на одинаковом расстоянии от оси стана, торцы же противоположных консольных частей валов выполнены в виде усеченных конусов, а сами эти консольные части валов размещены в подушках, имеющих возможность возвратно-поступательного движения вдоль оси вращения валов, при этом сопряжение средних, имеющих формующий инструмент, частей валов с их консольными частями осуществлено торцами ответного профиля.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 946727, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 867465, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
