Изобретение относится к обработке металлов давлением, а точнее к оборудованию профилегибочных станов для изготовления сортовых гнутых профилей.
Известна универсальная клеть бесстанинного типа, содержащая нижнюю плитовину и крышку клети, между которыми зажаты стяжными болтами подушки с горизонтальными валками, а также вертикальные валки, закрепленные своими осями в кассетах, корпуса которых размещены между подушками и торцами горизонтальных валков и охватывают с зазором в месте установки оси вертикального валка по меньшей мере один горизонтальный валок, и механизмы регулировки валков, при этом плитовина выполнена с двумя вертикальными параллельными выступами и образующими паз, параллельный оси горизонтального валка, кроме этого в каждый выступ сверху ввернуты шпильки, а корпус кассеты выполнен в виде параллепипеда, входящего в упомянутый паз и снабженного в верхней части отверстием прямоугольного сечения, соответствующего размерам вертикального валка, и полками на боковых гранях с овальными отверстиями под упомянутые шпильки [1].
Недостатки данной клети:
- рабочая клеть должна иметь плитовину с двумя параллельными выступами, что усложняет и удорожает клети, применяемые в условиях профилегибочных станов;
- в процессе прокатки затруднена радиальная регулировка вертикальных валков посредством упорно-распорных болтов, которые расположены между стойками клети,
- в условиях профилегибочных станов устройство данной клети значительно удлиняет продолжительность замены рабочих роликов.
Известна прокатная клеть, содержащая станину с образующими балочный калибр горизонтальными и съемными вертикальными валками, оси которых расположены в одной плоскости, отличающаяся тем, что с целью обеспечения возможности регулирования раствора валков, ускорения перевалки и перенастройки клети с варианта дуо на универсальную клеть и наоборот, на шейках горизонтальных валков между их подушками и торцами бочек установлены на подшипниках верхняя и нижняя обоймы, зафиксированные в осевом направлении регулируемыми стопорящимися гайками и связанные направляющими стержнями, помещенными в приливах обойм, а в расточках обойм жестко в верхней и на скользящей посадке в нижней обойме посажены оси вертикальных валков [2].
Недостатки данной прокатной клети:
- отсутствует радиальная регулировка вертикальных валков, так как обоймы с осями вертикальных валков жестко фиксируются гайками на горизонтальных валках;
- значительная сложность устройства для крепления вертикального валка из-за наличия верхней и нижней обойм с расточками под оси вертикальных валков, связывающихся направляющими стержнями, и резьбовых участков на шейках горизонтальных валков.
Из известных прокатных клетей наиболее близкой по технической сущности является универсальная клеть профилегибочного стана, содержащая расположенные один над другим, закрепленные в подушках, смонтированных в окнах стоек станин и связанных с нажимными винтами клети приводные валы с профильными дисками, установленными с возможностью осевого перемещения вдоль приводных валов, неприводные вертикальные валки, оси которых расположены в одной плоскости с приводными валами, при этом каждый вертикальный валок крепится болтами к консолям подвижного ползуна кассеты с помощью специальных фигурных скоб. Перемещение ползуна с валком вдоль пустотелого корпуса кассеты осуществляется с помощью винта. Кассета устанавливается на необходимой высоте между подушками верхнего и нижнего валков и закрепляется к стойкам станин с внешней стороны посредством лап корпуса кассеты и болтов [3].
Недостатками дайной универсальной клети являются:
- крепление вертикального валка к консолям подвижного ползуна посредством двух специальных фигурных скоб и болтов существенно увеличивает высоту корпуса кассеты, что приводит к значительному увеличению диаметров горизонтальных рабочих валков;
- крепление вертикального валка на консолях ползуна с помощью фигурных скоб и болтов не обеспечивает необходимой жесткости валка, а также значительно увеличивает ширину и массу корпуса кассеты;
- необходимость наличия лап с отверстиями на корпусе кассеты и соответствующих резьбовых отверстий на стойках станин для крепления кассет с вертикальными валками на рабочей клети;
- наличие пустотелого корпуса кассеты с лапами, подвижного ползуна, специальных фигурных скоб и винта для перемещения ползуна вдоль неподвижного корпуса кассеты усложняет устройство и изготовление кассеты.
Технической задачей изобретения является уменьшение диаметра горизонтальных рабочих валков в универсальном калибре, образуемым кассетами с вертикальными валками, увеличение жесткости вертикальных валков, упрощение конструкции кассеты, а также уменьшение массы и габаритов кассеты.
Поставленная задача достигается тем, что универсальная клеть профилегибочного стана, содержащая расположенные один над другим, закрепленные в подушках, смонтированных в окнах стоек станин и связанных с нажимными винтами клети, приводные валы с профильными дисками, установленные с возможностью осевого перемещения вдоль приводных валов, неприводные вертикальные валки, оси которых расположены в одной плоскости с приводными валами, снабжена ползунами-держателями для крепления неприводных вертикальных валков, установленными на приводных валах между подушками и торцами профильных дисков и упорами с нажимными винтами, каждый из которых установлен в окне упомянутых стоек станины между верхней и нижней подушками и с возможностью фиксации на заданном расстоянии упомянутых ползунов-держателей от профильных дисков, при этом в нижней части ползуна-держателя выполнено круглое отверстие под подшипниковую опору, а в верхней части - прямоугольный паз.
Применение в универсальной клети ползунов-держателей для крепления неприводных вертикальных валков, в нижней части которых выполнено круглое отверстие под подшипниковую опору, а в верхней части - прямоугольный паз, позволяет устанавливать ползуны на приводных валах клети, а установка упоров с нажимными винтами, каждый из которых установлен в окне станины между верхней и нижней подушками, позволяет фиксировать ползуны-держатели с вертикальными валками на заданном расстоянии от профильных дисков.
Такое выполнение универсальной клети позволяет значительно уменьшить расстояние между приводными валками и тем самым существенно уменьшить диаметры горизонтальных рабочих валков, кроме этого повышается жесткость вертикальных валков, сокращается количество используемых и сопрягаемых деталей и тем самым упрощается устройство и изготовление универсальной клети.
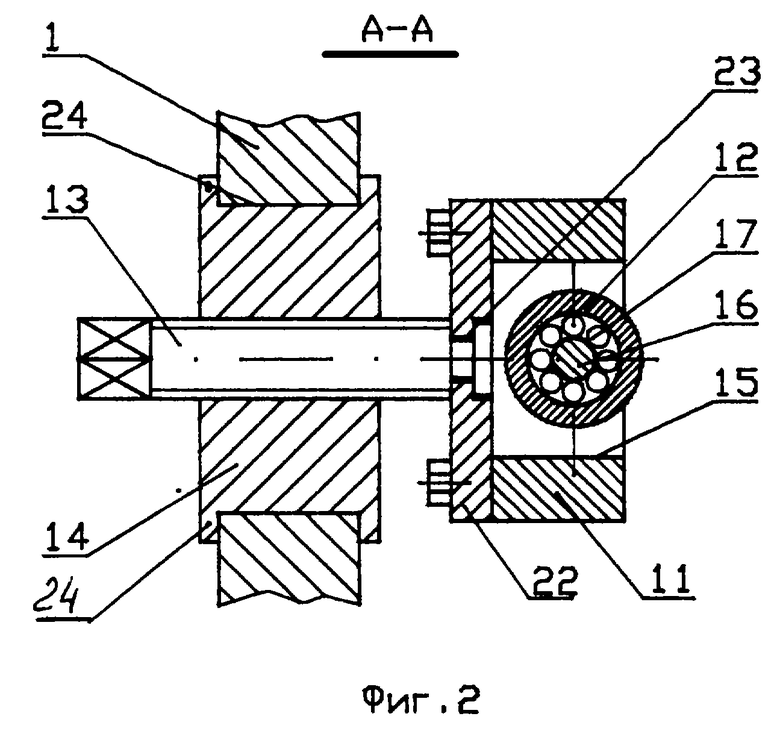
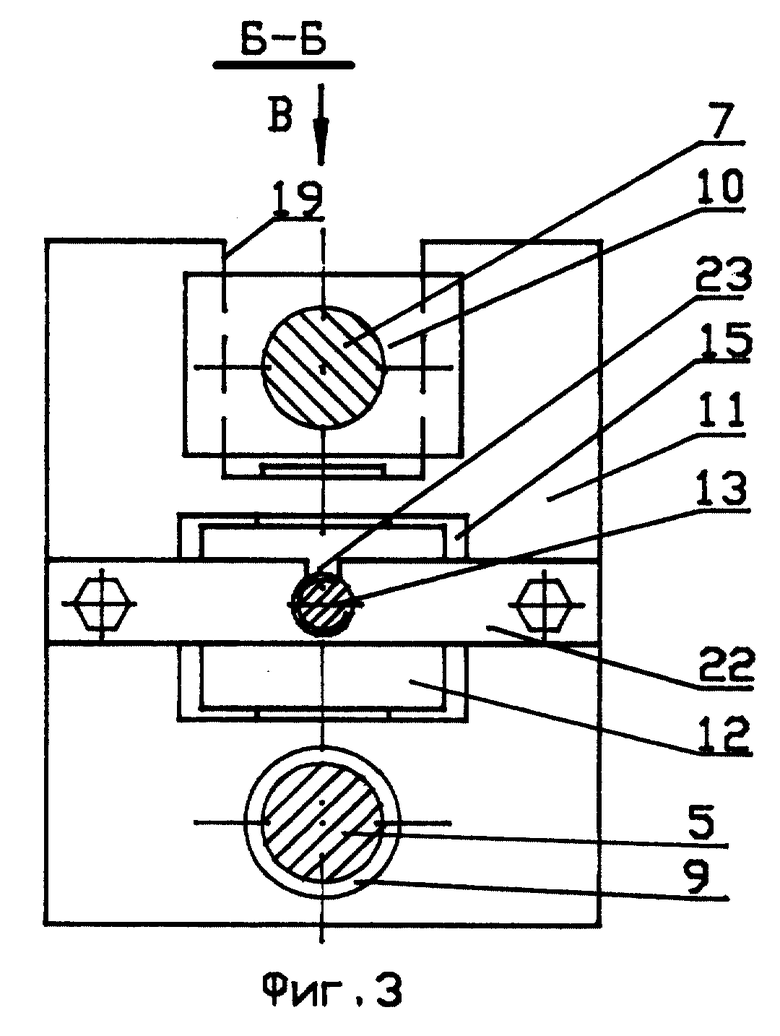
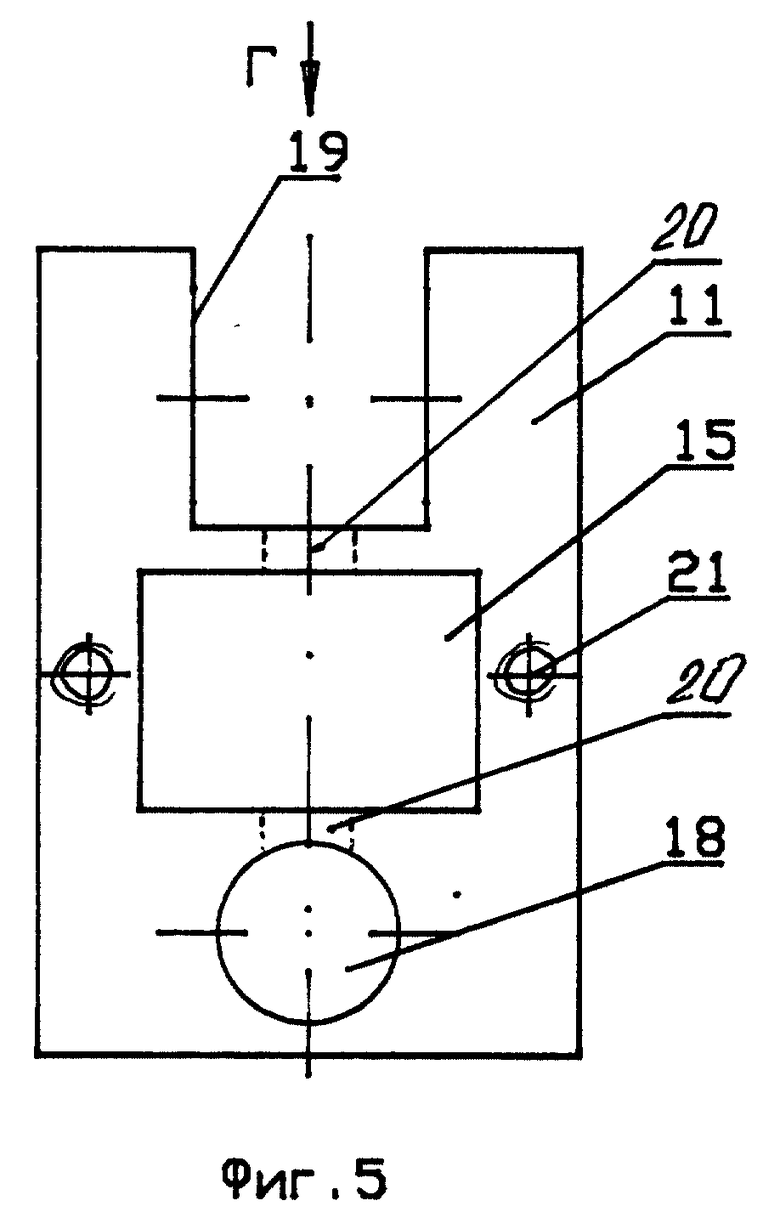
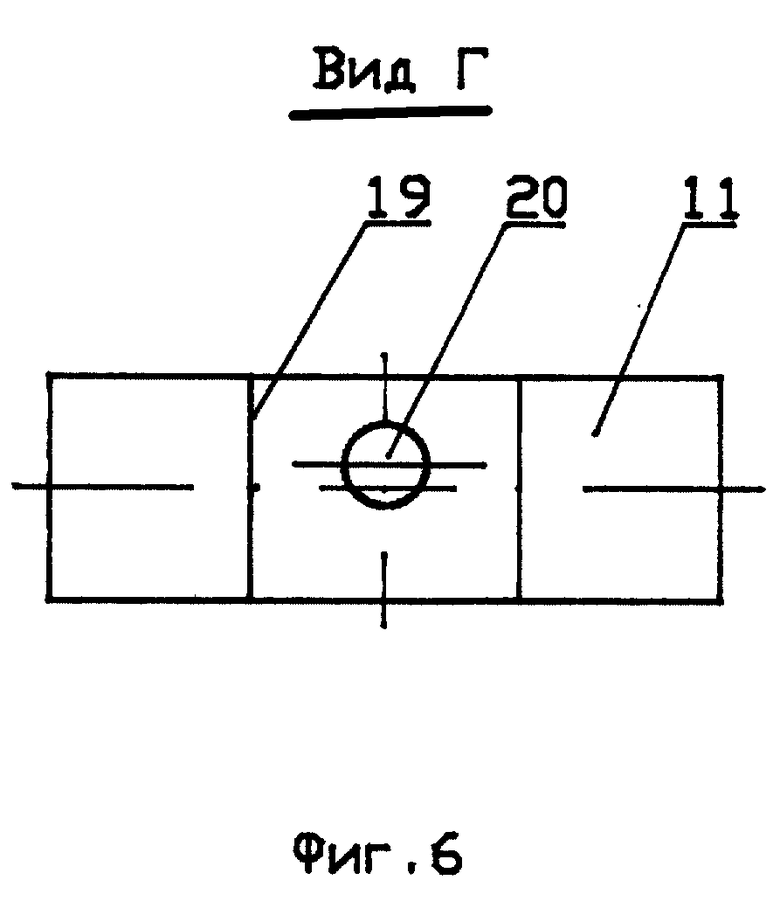
На фиг. 1 изображена универсальная клеть в сборе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - ползун-держатель (вид сбоку); на фиг. 6 - вид Г на фиг. 5.
Универсальная клеть профилегибочного стана состоит из стоек станин 1 и 2, в окнах которых установлены нижние 3 и верхние 4 подушки. В нижних подушках 3 смонтирован на подшипниках приводной вал 5 с нижним профильным диском 6, а в верхних подушках 4 - приводной вал 7 с верхним профильным диском 8. Между торцами профильных дисков 6 и 8 и торцами подушек 3, 4 на приводных валах 5, 7 установлены на подшипниковых опорах 9 и 10 два ползуна- держателя 11 с вертикальными валками 12, которые со стороны подушек 3 и 4 фиксируются нажимными винтами 13 упоров 14, установленными на стойках станин 1 и 2.
Ползун-держатель 11 вертикального валка 12 выполнен в виде плиты (см. фиг. 3 и 5), в средней части которой выполнено прямоугольное окно 15, в котором посредством оси 16 монтируется вертикальный валок 12 с подшипником 17. В нижней части ползуна-держателя 11 выполнено круглое отверстие 18 под подшипник 9, а в верхней части ползуна-держателя 11 выполнен прямоугольный паз 19 для установки подшипниковой опоры 10, кроме этого в корпусе ползуна 11 выполнено отверстие 20 для установки оси 16 вертикального валка 12 и два резьбовых отверстия 21 для крепления планки 22 с Т-образным пазом 23.
Упор 14 выполнен в виде бруска с двумя парами выступов 24, с помощью которых он устанавливается на стойках станин 1, 2 и фиксируется, от перемещения в горизонтальной плоскости, и резьбовым отверстием в центре под нажимной винт 13.
Подшипниковая опора 10 выполнена с двумя прямоугольными пазами 25, с помощью которых фиксируется в ползуне-держателе от перемещения в горизонтальной плоскости, при этом имеет возможность перемещаться в вертикальной плоскости вдоль паза 19 ползуна 11.
Универсальная клеть профилегибочного стана собирается в следующем порядке. Из станины открытого типа вываливаются через окна стоек станин 1,2 приводной вал 7 с верхними подушками 4 и нажимными винтами, а также извлекается нижняя подушка 3 со стороны обслуживания. Затем на приводной вал 5 через окно в стойке станины 2 монтируется своей подшипниковой опорой 9 один ползун-держатель 11, нижний профильный диск 6, второй ползун-держатель 11 и нижняя подушка 3. Сверху в окна стоек станин 1, 2 устанавливаются на нижние подушки упоры 14, которые зафиксированы от перемещения вдоль приводных валов выступами 24, с нажимными винтами 13, хвостовик которых входит в Т-образный паз 23 планки 22, закрепленной на ползуне-держателе 11. На приводном валу 7 устанавливаются одна подшипниковая опора 10, верхний профильный диск 8, вторая подшипниковая опора 10. Предварительно собранный вал 7 устанавливается сверху в окна стоек станин 1 и 2, причем подшипниковые опоры 10 своими прямоугольными пазами 25 входят в соответствующие прямоугольные пазы 19 ползунов-держателей 11, которые предварительно установлены на валу 5.
Универсальная клеть профилегибочного стана работает следующим образом. Расстояние между профильными дисками 6 и 8 регулируется нажимными винтами клети, при этом подшипниковая опора 10, установленная на приводном валу 7, перемещается вместе с валом 7 вдоль прямоугольного паза 19 ползуна 11 вверх или вниз и не препятствует регулировке между профильными дисками 6 и 8. Изменение расстояния между вертикальными валками 12 производится за счет осевого перемещения ползунов-держателей 11 посредством нажимных винтов 13 упоров 14, установленных в окнах стоек станин 1 и 2.
В результате произведенного анализа предложенной универсальной клети профилегибочного стана выявлены следующие преимущества в сравнении с прототипом.
1. Жесткое крепление подшипниковых опор ползунов-держателей на приводных валах обеспечивает необходимую жесткость вертикального валка за счет крепления на двух опорах, а также упрощает конструкцию, уменьшает ширину и массу ползуна.
2. Использование ползуна-держателя в виде плиты с прямоугольным окном, в котором смонтирован вертикальный валок с подшипниками, отверстием под подшипниковую опору и прямоугольным пазом в верхней части для установки второй подшипниковой опоры, уменьшает количество используемых и сопрягаемых деталей и тем самым упрощает устройство и изготовление ползунов-держателей.
3. Установка подшипниковых опор, а также вертикального валка в одном корпусе ползуна-держателя позволяет использовать опорные элементы подшипниковых опор для опоры оси вертикального валка и тем самым уменьшить их толщину при сохранении достаточной жесткости ползуна-держателя, поэтому вертикальный валок занимает практически все расстояние между приводными валами, а расстояние между подушками уменьшается до толщины упора, что позволяет значительно уменьшить расстояние между осями горизонтальных приводных валов и соответственно уменьшить диаметры горизонтальных рабочих валков.
В универсальной клети-прототипе расстояние между подушками зависит от высоты корпуса кассеты, которая равна высоте вертикального валка, а в предлагаемой клети это расстояние зависит от высоты упора, которая в два-три раза меньше высоты вертикального валка. Поэтому при использовании вертикальных валков одной высоты в универсальной клети-прототипе и в предлагаемой универсальной клети, расстояние между подушками и соответственно между осями горизонтальных валков у предлагаемой клети будет значительно меньше, следовательно и диаметры горизонтальных рабочих валков будут меньше.
На ОАО "ЧСПЗ" в соответствии с данным техническим решением выполнен рабочий проект универсальной клети профилегибочного стана. Габариты ползуна-держателя: ширина 150 мм, высота 250 мм, толщина 60 мм; масса 21 кг.
Источники информации
1. Авторское свидетельство СССР N 1722630, В 21 В 13/10, 1992 г.
2. Авторское свидетельство СССР N 376134, В 21 В 13/10, 1973 г.
3. Тришевский И. С. и др. Производство гнутых профилей (оборудование и технология). М.: Металлургия, 1982, стр. 101-104, рис. V4 и рис. V5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |

Изобретение относится к обработке давлением, а точнее к оборудованию профилегибочных станов для изготовления сортовых гнутых профилей. Универсальная клеть профилегибочного стана содержит расположенные один над другим, закрепленные в подушках, смонтированных в окнах станин и связанных с нажимными винтами клети, приводные валы с профильными дисками, установленными с возможностью осевого перемещения вдоль приводных валов, неприводные вертикальные валки, оси которых расположены в одной плоскости с приводными валами. На приводных валах между подушками и торцами профильных дисков установлены ползуны-держатели для крепления неприводных вертикальных валков и упоры с нажимными винтами, фиксированными на заданном расстоянии от профильных дисков. Техническим результатом является обеспечение необходимости жесткости вертикального валка, а также упрощение конструкции устройства за счет уменьшения расстояния между осями горизонтальных приводных валов и соответственно уменьшения диаметров горизонтальных рабочих валков. 6 ил.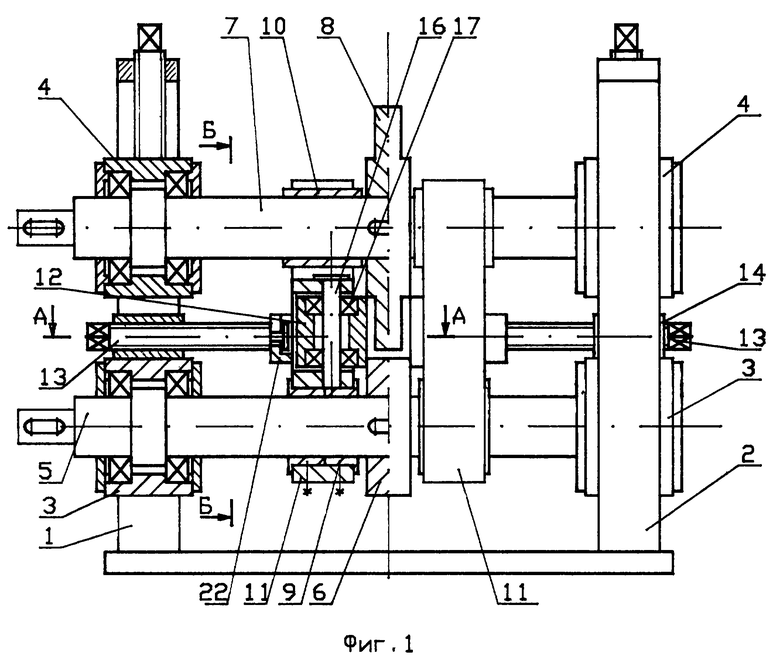
Универсальная клеть профилегибочного стана, содержащая расположенные один над другим, закрепленные в подушках, смонтированных в окнах стоек станин и связанных с нажимными винтами клети, приводные валы с профильными дисками, установленными с возможностью осевого перемещения вдоль приводных валов, неприводные вертикальные валки, оси которых расположены в одной плоскости с приводными валами, отличающаяся тем, что она снабжена ползунами-держателями для крепления неприводных вертикальных валков, установленными на приводных валах между подушками и торцами профильных дисков и упорами с нажимными винтами, каждый из которых установлен в окне упомянутых стоек станины между верхней и нижней подушками с возможностью фиксации на заданном расстоянии упомянутых ползунов-держателей от профильных дисков, при этом в нижней части ползуна-держателя выполнено круглое отверстие под подшипниковую опору, а в верхней части - прямоугольный паз.
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| Производство гнутых профилей | |||
| - М.: Металлургия, 1982, с.101 - 104 рис.v 4, v 5 | |||
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| ВСЕСОЮЗНАЯ1п1ТЕ11Т1Ш-1Шй-;с.т.г. | 0 |
|
SU376134A1 |
| Гнутый профиль и способ его производства | 1990 |
|
SU1726086A1 |
| Барабан для галтовки мелких изделий | 1961 |
|
SU146206A1 |
| US 4176539, 04.12.1979. | |||
