Изобретение относится к резанию металлов и может быть использовано при хонинговании цилиндрических отверстий.
Известна хонинговальная головка с прерывистой рабочей поверхностью брусков, образованной пазами, расположенными под углом к образующей головки [1].
Недостатком известной головки является уменьшение площади режущей поверхности брусков, что снижает производительность каждого бруска и хонинговальной головки в целом.
Известна хонинговальная головка с прерывистой рабочей поверхностью брусков, образованной пазами с определенным шагом, который зависит от шага брусков и угла наклона паза к образующей, при этом величина расстояния от края каждого бруска до середины удаленной части первого паза с обоих концов бруска одинакова и находится в определенной зависимости от длины и ширины брусков [2].
Недостатком известной головки является заведомое уменьшение количества режущих зерен и площади, на которой они располагаются, брусков. Уменьшенная рабочая площадь инструмента снижает интенсивность съема металла и производительность обработки.
Наиболее близким аналогом из уровня техники является головка для обработки внутренней цилиндрической поверхности, состоящая из корпуса, выполненного в виде втулки с отверстиями, хонинговальных брусков и штока [3].
Недостатком известной головки является невысокая площадь режущей поверхности брусков, что увеличивает время, энергозатраты и снижает производительность обработки.
Задачей изобретения является повышение качества и производительности при обработке отверстий и снижение энергозатрат на единицу съема металла путем использования головки с наклонной относительно продольной оси рабочей поверхностью брусков, что обеспечивает улучшение отвода стружки и подачи смазывающе-охлаждающей жидкости.
Поставленная задача решается предлагаемой хонинговальной головкой для обработки цилиндрических отверстий, которая состоит из корпуса, выполненного в виде втулки с отверстиями, хонинговальных брусков и штока, при этом хонинговальные бруски выполнены в виде абразивных хонинговальных полуколец, установленных посредством шарниров в отверстиях корпуса, а корпус в местах шарнирного крепления абразивных хонинговальных полуколец выполнен с шейками со сферическими поверхностями, по которым сопряжены соответствующими сферическими отверстиями абразивные хонинговальные полукольца, подвижно закрепленные на осях с возможностью принудительного поворота.
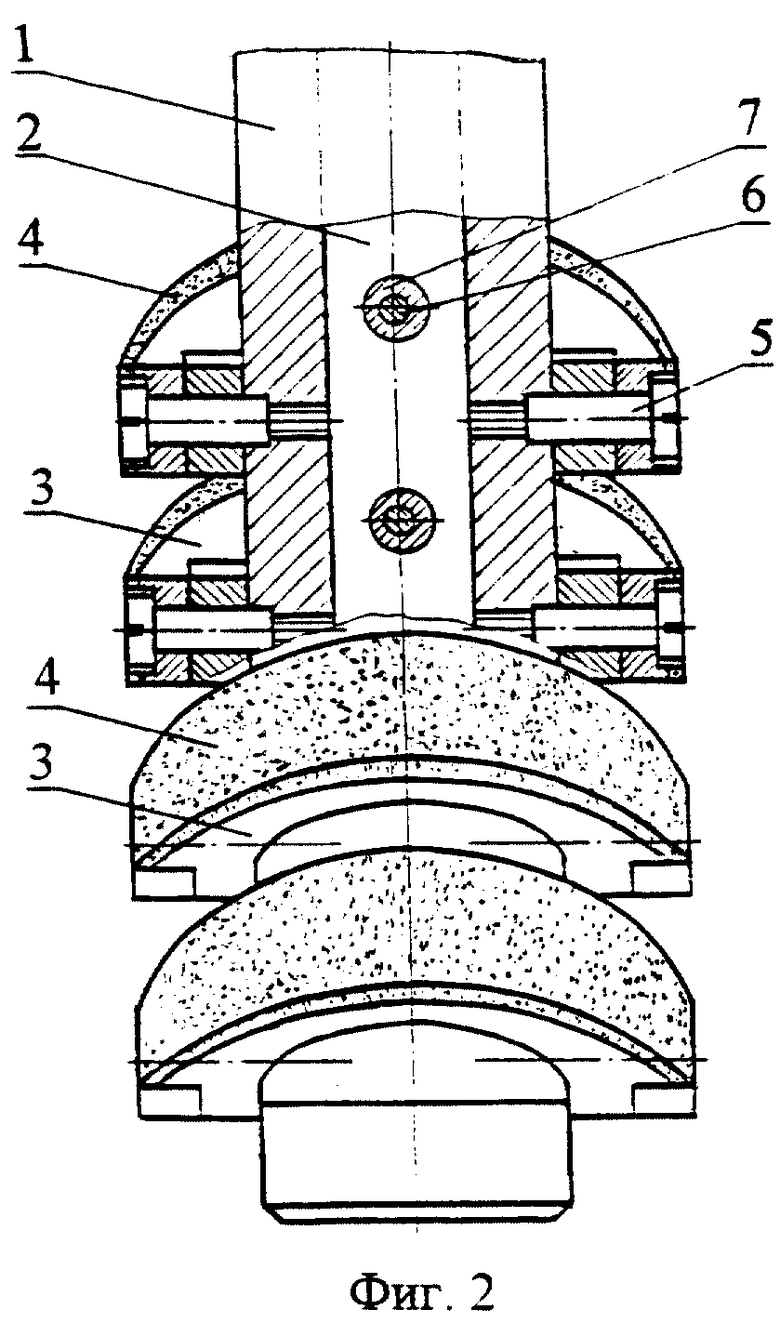
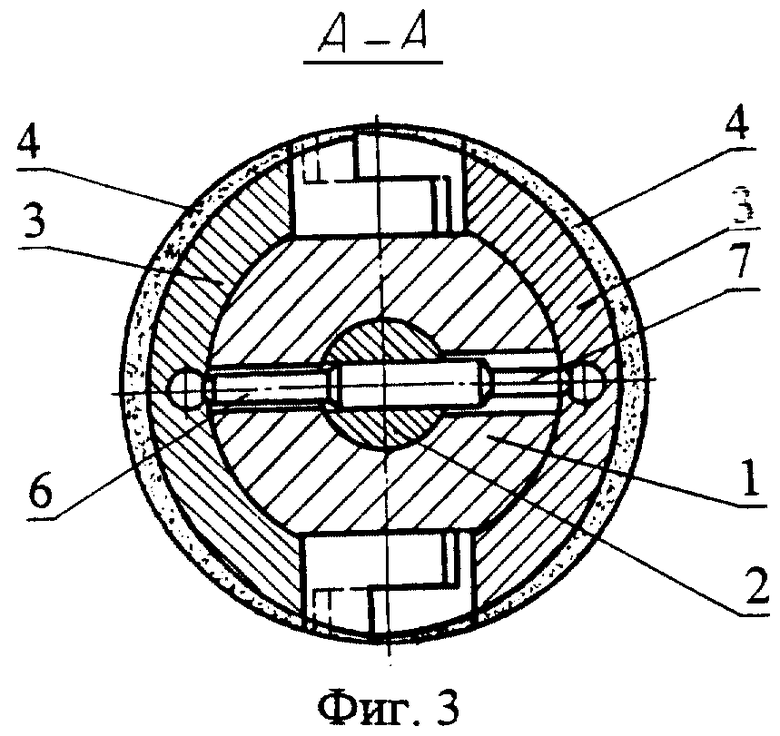
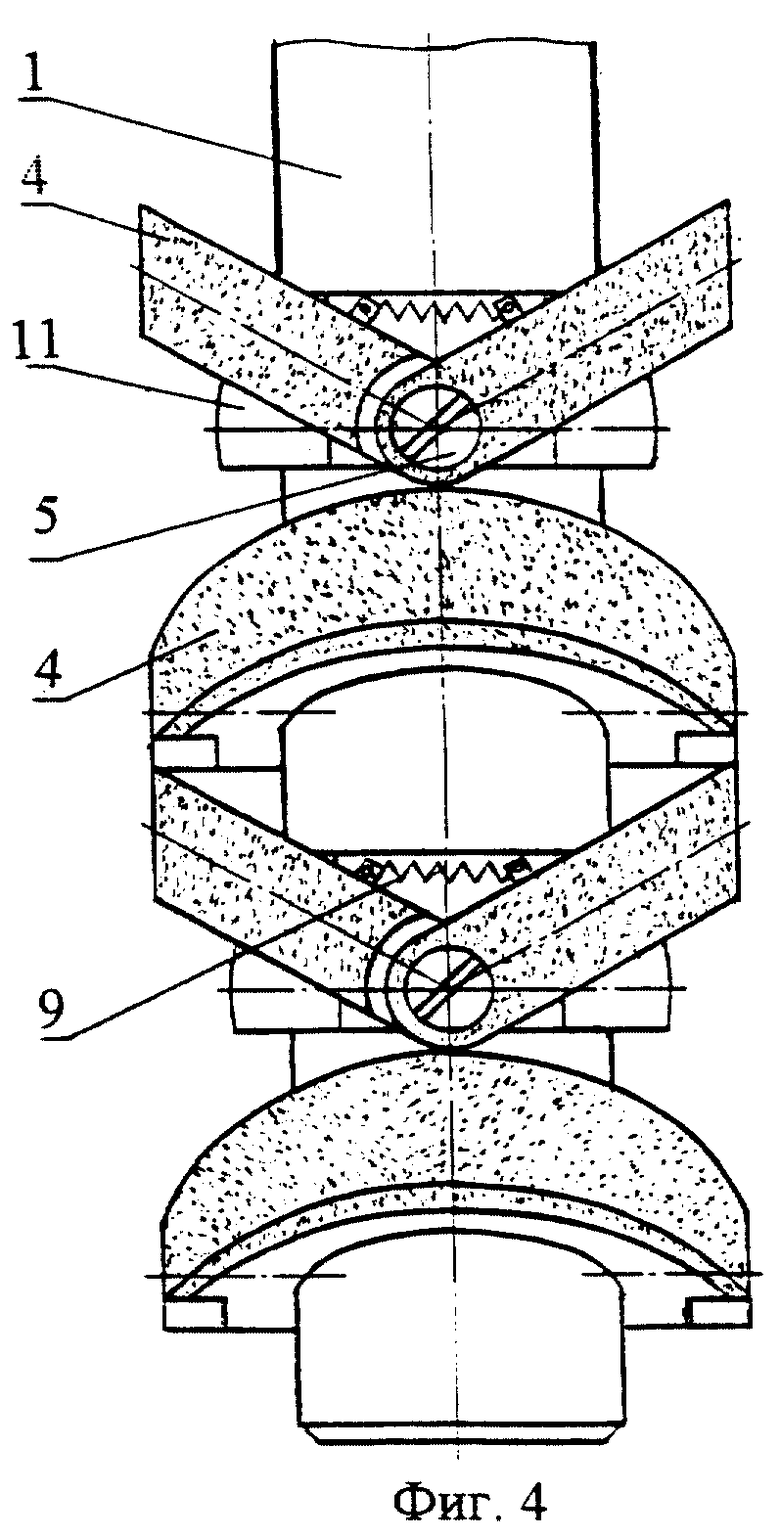
На фиг. 1 представлена головка для обработки внутренней цилиндрической поверхности, частичный продольный разрез; на фиг. 2 - вид слева на фиг. 1, частичный продольный разрез; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - общий вид второго варианта конструкции, где абразивные хонинговальные полукольца развернуты в плоскости их поворота на равные углы относительно друг друга.
Хонинговальная головка состоит из корпуса 1, на котором размещены абразивные хонинговальные полукольца. Внутри корпуса находится подвижный цилиндрический шток 2, взаимодействующий с валиком подачи хонинговального станка во время работы хонинговальной головки (не показан).
В качестве хонинговальных брусков берут абразивные хонинговальные полукольца 3 с нанесенным абразивным слоем 4, оси которых устанавливают под острым углом к оси хонинговальной головки, с возможностью принудительного поворота с целью изменения угла в сторону уменьшения при врезании и снятии необходимого припуска и самозатачивании. Абразивные хонинговальные полукольца 3 могут быть развернуты в плоскости их поворота на равные углы относительно друг друга (см. фиг. 4) и связаны с корпусом с помощью винтов-шарниров 5, имеющих ось, перпендикулярную продольной оси хонголовки. Врезание для снятия необходимого припуска осуществляется путем поворота на элементарный угол абразивных хонинговальных полуколец 3 на винтах-шарнирах 5 с помощью пальцев 6 и 7, установленных по скользящей посадке в отверстиях штока 2, при его движении вниз. Сферическим наконечником палец 6 подвижно закреплен в абразивном хонинговальном полукольце 3 с помощью планки 8. Аналогично сферическим наконечником палец 7 подвижно закреплен в другом абразивном хонинговальном полукольце с помощью планки. Для равномерного и одновременного воздействия на абразивные хонинговальные полукольца пальцы расположены соосно и палец 6 входит в отверстие пальца 7. Возврат абразивных хонинговальных полуколец 3 в исходное положение после обработки очередной заготовки осуществляется пружиной 9 при движении штока 2 вверх. Свободный ход и продольное направление пальцев 6 и 7 обеспечивается продольными пазами 10, изготовленными в корпусе 1. Кроме того, в корпусе 1 в местах расположения абразивных хонинговальных полуколец 3 имеются шейки 11 со сферическими поверхностями, по которым сопрягаются соответствующими сферическими отверстиями абразивные хонинговальные полукольца 3.
Хонинговальная головка для обработки внутренней цилиндрической поверхности работает следующим образом.
При включении станка хонинговальная головка, закрепленная на шпинделе, вводится в отверстие обрабатываемой заготовки и начинает вращаться относительно продольной оси. От привода гидравлики включается продольное перемещение штока 2, воздействующего через пальцы 6 и 7 на абразивные хонинговальные полукольца 3, которые поворачиваются в сторону уменьшения угла между осями полуколец и продольной осью хонголовки.
По мере износа и самозатачивания абразивный слой уменьшается. В связи с этим уменьшается угол наклона абразивных хонинговальных полуколец 3. При полном износе абразивного слоя полукольца окажутся в поперечной плоскости и их необходимо заменить на новые.
Благодаря тому, что абразивные хонинговальные полукольца 3 наклонены относительно продольной оси в сочетании с основными рабочими движениями вращения и возвратно-поступательного достигается повышенная равномерность обработки поверхности, и следовательно, повышенная точность и качество отверстия детали за счет улучшения отвода стружки и подачи смазывающе-охлаждающей жидкости. Режущие поверхности абразивных хонинговальных полуколец при сборе в хонинговальной головке располагаются по одной окружности, т.е. конструкция обеспечивает нулевую разновысотность в одном комплекте. Поверхность контакта абразивных хонинговальных полуколец с обрабатываемым отверстием составляет почти 100% номинальной режущей поверхности абразивных хонинговальных полуколец (что в 1,5 раза больше по сравнению с традиционными) и будет обеспечен полный контакт по всей длине хонголовки. Следовательно, интенсивность съема, точность и качество отверстия будут обеспечены большими, что позволяет сократить время, необходимое для получения поверхностей заданной точности, и повысить целесообразную точность обработки экономически.
Режущие поверхности абразивных хонинговальных полуколец предлагаемой головки обеспечивают плавное вхождение режущих кромок в зону резания, которая располагается под углом к продольной оси. Это улучшает отвод стружки, подачу смазывающе-охлаждающей жидкости и увеличивает стойкость инструмента.
Радиальная подача абразивных хонинговальных полуколец, осуществляемая путем изменения угла поворота, повышает эффективность процесса хонингования благодаря реализации принципа неповторяющегося следа. Абразивные зерна хонинговальных полуколец не попадают в ранее прорезанные риски-царапины, т.к. одновременно с углублением в заготовку они перемещаются в продольном направлении. Это дает возможность повысить режущую способность абразивных хонинговальных полуколец и значительно улучшить шероховатость обработанных поверхностей.
После завершения обработки подвижный шток 2 возвращается в исходное положение, и абразивные хонинговальные полукольца 3 отходят от обрабатываемой поверхности путем увеличения угла поворота.
Для более точного расположения абразивных хонинговальных полуколец после сборки инструмента они прирабатываются притирочной пастой на хонинговальном станке по отверстию хонингуемой (бракованной) заготовки при условии равенства скоростей вращения и возвратно-поступательного движения головки.
Используя в качестве хонинговальных брусков абразивные полукольца с радиальной подачей, осуществляемой путем изменения угла их установки, не только упрощает конструкцию головки, но и повышает ее жесткость, обеспечивает работу без вибраций и предотвращает поломку и выкрашивание абразива полуколец.
Таким образом, разработанная головка повышает качество и производительность при обработке отверстий, снижает энергозатраты на единицу съема металла путем использования хонинговальных абразивных полуколец с наклонной относительно продольной оси рабочей поверхностью, обеспечивает улучшение отвода стружки и подачу смазывающе-охлаждающей жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
Изобретение относится к резанию металлов и может быть использовано при хонинговании цилиндрических отверстий. Хонинговальная головка состоит из корпуса, выполненного в виде втулки с отверстиями, хонинговальных брусков и штока. Хонинговальные бруски выполнены в виде абразивных хонинговальных полуколец, установленных посредством шарниров в отверстиях корпуса. Корпус в местах шарнирного крепления абразивных хонинговальных полуколец выполнен с шейками со сферическими поверхностями, по которым сопряжены соответствующими сферическими отверстиями абразивные хонинговальные полукольца, подвижно закрепленные на осях с возможностью принудительного поворота. Разработанная хонинговальная головка повышает качество и производительность при обработке отверстий, снижает энергозатраты на единицу съема металла путем использования хонинговальных абразивных полуколец с наклонной относительно продольной оси рабочей поверхностью, обеспечивает улучшение отвода стружки и подачу смазывающе-охлаждающей жидкости. 4 ил.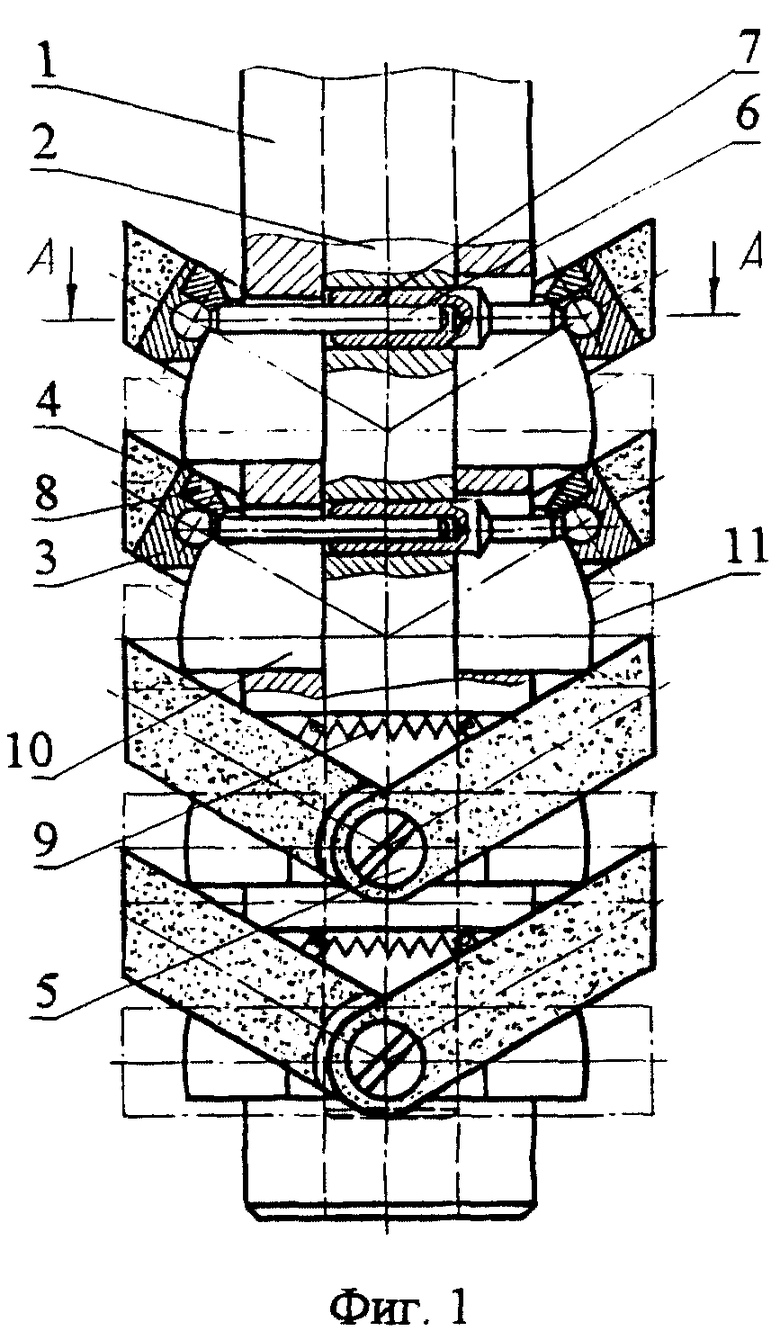
Хонинговальная головка для обработки цилиндрических отверстий, состоящая из корпуса, выполненного в виде втулки с отверстиями, хонинговальных брусков и штока, отличающаяся тем, что хонинговальные бруски выполнены в виде абразивных хонинговальных полуколец, установленных посредством шарниров в отверстиях корпуса, а корпус в местах шарнирного крепления абразивных хонинговальных полуколец выполнен с шейками со сферическими поверхностями, по которым сопряжены соответствующими сферическими отверстиями абразивные хонинговальные полукольца, подвижно закрепленные на осях с возможностью принудительного поворота.
| Головка для обработки внутренней цилиндрической поверхности | 1974 |
|
SU573328A1 |
| 1972 |
|
SU418311A1 | |
| Хонинговальная головка | 1986 |
|
SU1495086A1 |
| SU 872225, 15.10.1981 | |||
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| РОТОРНАЯ АБРАЗИВНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2124429C1 |
| DE 19544282 A1, 05.06.1997 | |||
| DE 4226335 A1, 10.02.1994 | |||
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ НАНОЧАСТИЦ НА ЖИЗНЕДЕЯТЕЛЬНОСТЬ КЛЕТОЧНЫХ КУЛЬТУР | 2011 |
|
RU2460997C1 |
| EP 0413847 A1, 27.02.1991 | |||
| СИСТЕМА ПРИВОДА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2572978C1 |
