Изобретение относится к изготовлению углеродных изделий, в частности, пластин коксовых обожженных для анодов фторных среднетемпературных электролизеров.
Существующая технология изготовления коксовых обожженных пластин преимущественно состоит из операций приготовления шихты из малосернистого кокса и каменноугольного пека, прессования заготовок, двойного обжига заготовок с промежуточной пропиткой каменноугольным пеком для снижения пористости материала.
Однако указанная технология не обеспечивает достаточной химической стойкости полученных пластин, особенно в условиях электрохимического производства фтора вследствие недостаточной химической стойкости материала пластин. Вероятность безотказной работы анодов, равная 1 на интервале срока службы до 100 ч, характерна для коксовых пластин, количество которых может достигать половины объема годовой поставки. Некоторые партии коксовых пластин состоят полностью из такого материала. Эксплуатация анодов с таким материалом коксовых пластин приводит, как правило, к отказу фторного электролизера на интервале срока службы от 100 ч до 4 тыс.ч. вследствие разрушения анодов.
Согласно принятым нормам срок службы аппарата должен составлять 40-50 тыс. ч.
Для обеспечения указанной величины межремонтного срока службы фторного электролизера был введен входной нормоконтроль качества обожженных коксовых заготовок по показаниям дифференциального термогравиметрического анализа материала каждой коксовой пластины.
Недостатком существующего способа изготовления коксовых пластин является малый выход пластин, качество материала которого удовлетворяет требованиям входного контроля. Повторная термообработка некачественных пластин на заводе-изготовителе не гарантирует получение требуемого результата по качеству материала пластин.
В производстве фтора ощущается дефицит качественных пластин, что вынуждает использовать пластины неудовлетворительного качества и аноды, бывшие в употреблении, с большими наработками.
С целью устранения указанных недостатков и получения партии коксовых пластин, удовлетворяющих требованиям входного контроля во всем объеме поставки, время выдержки пластин при температурах 1200-1300oC на операции повторного обжига, должно быть не менее 140 ч.
С увеличением времени выдержки пластин более 140 ч происходит дальнейшая стабилизация и корректировка качества в объеме пластины от неравномерного распределения каменноугольного пека.
Однако увеличение времени выдержки пластин более 160 ч при температурах 1200-1300oC на операции их повторного обжига, как и увеличение температуры пластин больше 1300oC, приводит к разрушению огнеупорной кладки печи, увеличению затрат на амортизационные расходы.
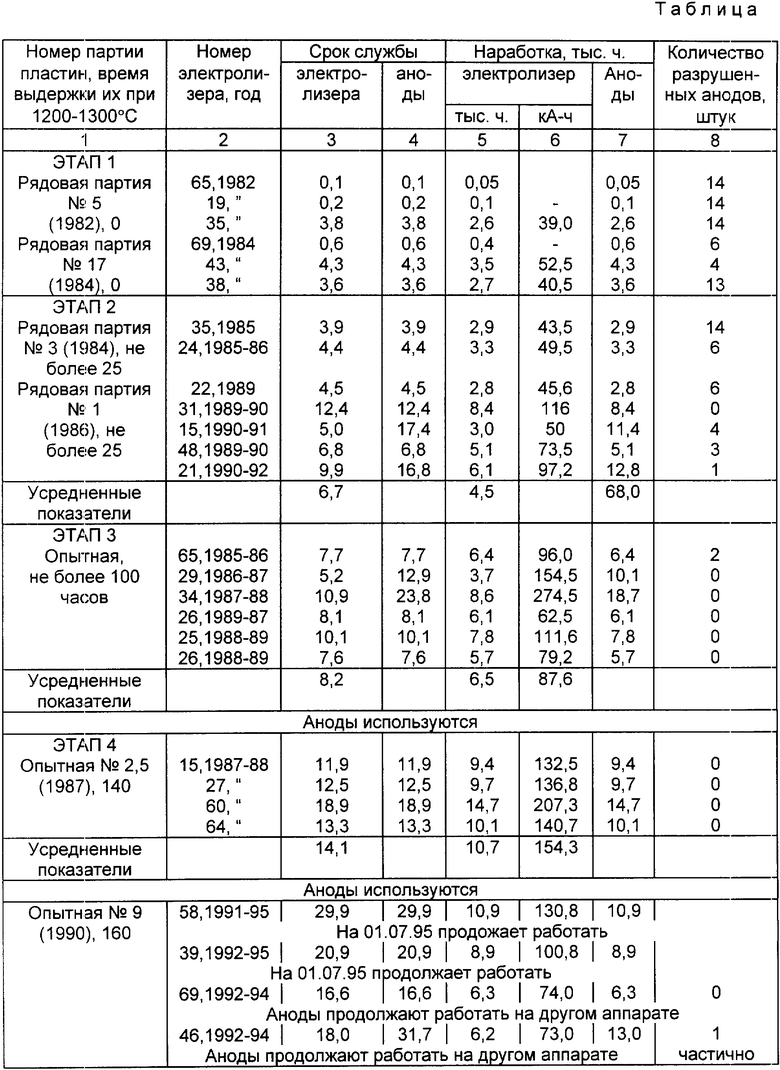
Пример. В таблице приведены результаты испытаний электролизеров, укомплектованных анодами, изготовленными из коксовых пластин рядовых и опытных партий. Время выдержки коксовых заготовок на операции повторного обжига при температурах 1200-1300oC изменяли от 0 до 160 ч. Процесс обжига контролировался по температуре пластин в объеме их загрузки в обжиговой печи.
Из таблицы видно, что на 1-м этапе испытаний материал анодов, обжигавшийся при температурах меньше 1200oC, разрушается уже в пусковом периоде, а срок службы (наработка) электролизеров с такими анодами не больше 4,3 (2,6) тыс.ч. Разрушилось от 7 до 14 анодов из 24-х.
На 2-м этапе с выдержкой пластин на повторном обжиге не больше 25 ч срок службы электролизеров и анодов изменяется в интервале 3,9-12,4 тыс. ч, а наработка - в интервале 2,8-8,4 тыс.ч (43,5 - 116 тыс. кА-ч). Разрушились от 1 до 14 анодов из 24-х.
На 3-м этапе с целью улучшения качества материала пластин проводился их третий дополнительный обжиг на заводе-изготовителе с суммарной выдержкой при температуре 1200-1300oC в объеме загруженных заготовок 100 ч. Из таблицы видно, что срок службы (наработка) электролизеров, укомплектованных указанными анодами, изменяется в интервале 5,2-16,1 (3,7-8,6) тыс. часов. Разрушение двух анодов произошло только в одном электролизере из шести. Усредненная наработка электролизера на 3-м этапе в сравнении с этапом 2 увеличилась от 68 до 87,6 тысяч кА-ч.
На 4-м этапе испытывались аноды, изготовленные из коксовых пластин, суммарная выдержка которых на повторном обжиге при температурах 1200-1300oC равна 140 и 160 ч.
Из таблицы видно:
1) с увеличением времени выдержки пластин на повторном обжиге от 100 до 140 ч усредненный срок службы (наработка) электролизера увеличивается от 8,2 до 14,1 тыс.ч (от 6,4 до 10,7 тыс.ч; от 87,6 до 154,3 тыс. кА-ч) все аноды целые;
2) срок службы анодов опытной партии 9 (выдержка 160 ч) достиг 29,9 тыс. ч. на одном и 20,9 тыс.ч. на другом электролизере, и они продолжают работать. На электролизере, выведенном в ремонт, со сроком службы анодов 37,7 тыс.ч - на одном аноде трещина.
Таким образом, предлагаемый способ обеспечивает изготовление коксовых пластин требуемого качества в объеме их поставки.
Предлагаемый способ устраняет дефицит качественного материала анодов в производстве фтора, способствует уменьшению материальных и трудовых затрат на ремонт электролизеров, заказ коксовых пластин, их транспортировку, погрузку и выгрузку, отбор проб на анализ каждой коксовой пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОКСОВЫХ ПЛАСТИН ДЛЯ ФТОРНЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2123542C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2068390C1 |
| АНОД ФТОРНОГО СРЕДНЕТЕМПЕРАТУРНОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2118995C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОКСОВЫХ ПЛАСТИН ДЛЯ ФТОРНЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2136785C1 |
| АНОД ДЛЯ ФТОРНОГО СРЕДНЕТЕМПЕРАТУРНОГО ЭЛЕКТРОЛИЗЕРА | 1981 |
|
RU2093605C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРА | 2000 |
|
RU2198962C2 |
| АНОД ФТОРНОГО СРЕДНЕТЕМПЕРАТУРНОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2285062C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ФТОРНЫМ ЭЛЕКТРОЛИЗЕРОМ | 2005 |
|
RU2288974C2 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1996 |
|
RU2119699C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОМЫШЛЕННОГО ПОЛУЧЕНИЯ ФТОРА | 1994 |
|
RU2081944C1 |
Использование: получение анодов фторных электролизеров. Сущность изобретения: готовят шихту, формуют пластины, обжигают, пропитывают каменноугольным пеком, повторно обжигают с размещением в верхнем ряду камеры обжиговой печи с выдержкой при 1200 - 1300oС от 140 до 160 ч и замером температуры в точках, расположенных внутри объема загрузки пластин. Срок службы анодов составляет порядка 15 - 20 тыс.ч, количество разрушенных электродов не превышает 3 штук из партии. 1 табл.
Способ изготовления коксовых пластин, включающий приготовление шихты, формование пластин, двойной обжиг пластин с промежуточной пропиткой каменноугольным пеком, при этом повторный обжиг пластин ведут с размещением их в верхнем ряду камеры обжиговой печи и выдержкой при 1200 - 1300oС от 140 до 160 ч с замером температуры в точках, расположенных внутри объема загрузки пластин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3957957, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
