Изобретение относится к обработке металлов давлением, а именно к способам изготовления высокоточных профилей W-образной формы из листовых заготовок.
Известен способ изготовления профилей W-образной формы из листовых заготовок, при котором производят предварительную гибку полосы, образуя радиусные участки между элементами заготовки, а окончательную гибку центральной части заготовки до требуемого размера осуществляют путем приложения нормальных и тангенциальных усилий к элементам заготовки (1). Известное решение позволяет уменьшить радиус изгиба профилей, снизить пружинение изгибаемого материала, однако утонение, возникающее в радиусных участках, не обеспечивает требуемого качества изготовления деталей.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является способ изготовления профилей W-образной формы при котором производят предварительный изгиб полосы с образованием полок цилиндрической формы, а затем окончательный изгиб осуществляют путем приложения нормальных и тангенциальных усилий к периферийным частям заготовки с последующим распрямлением центральных элементов заготовки (2).
Известное техническое решение позволяет уменьшить радиус изгиба полосы. Однако недостаток известного технического решения заключается в том, что необходимо предварительно полкам в центральной части W-образной детали придавать цилиндрическую форму, а затем спрямлять цилиндрические поверхности, что приводит к увеличению сроков подготовки производства.
Для решения поставленной задачи в известном способе изготовления профилей преимущественно W-образного формы из листовых заготовок включающий предварительный изгиб полосы с образованием радиусных участков между полками заготовки и ее окончательный изгиб путем приложения нормальных и тангенциальных усилий к полкам заготовки, причем предварительный изгиб центральной области осуществляют V-образной формы с плоскими полками и с центральным углом, уменьшенным на 2-3 градуса, а окончательный изгиб осуществляют с фиксацией периферийных участков заготовки с последующей переформовкой центрального участка заготовки.
Предложенное техническое решение позволяет уменьшить радиусы гиба и сократить сроки подготовки производства.
Сущность технического решения поясняется чертежом, где показаны:
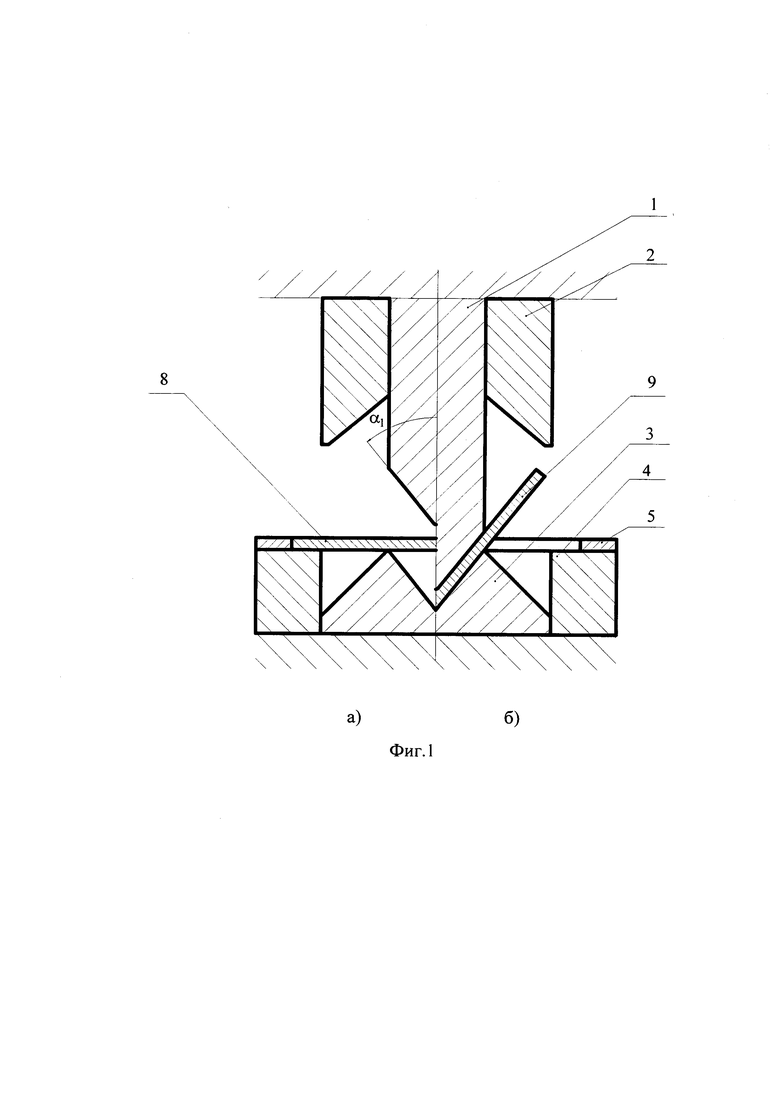
- на фиг. 1 предварительно отштампованная центральная часть V-образной формы на меньший угол;
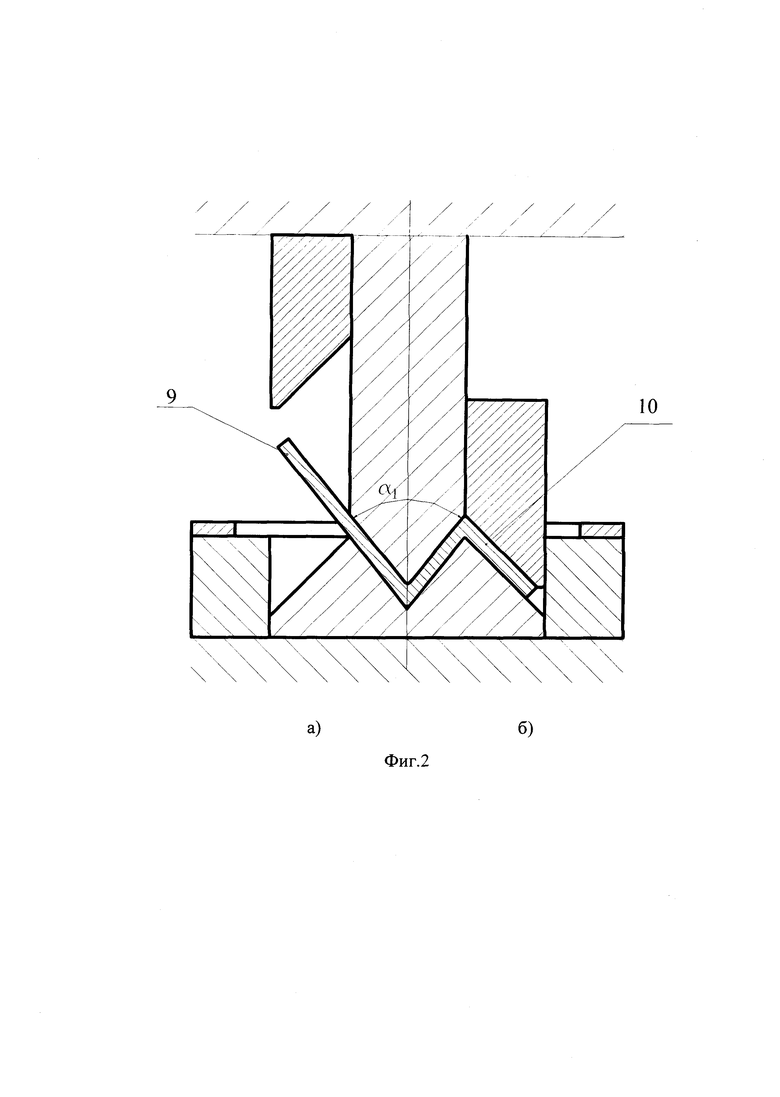
- на фиг. 2 предварительный отгиб периферийных полок W-образной заготовки в штампе;
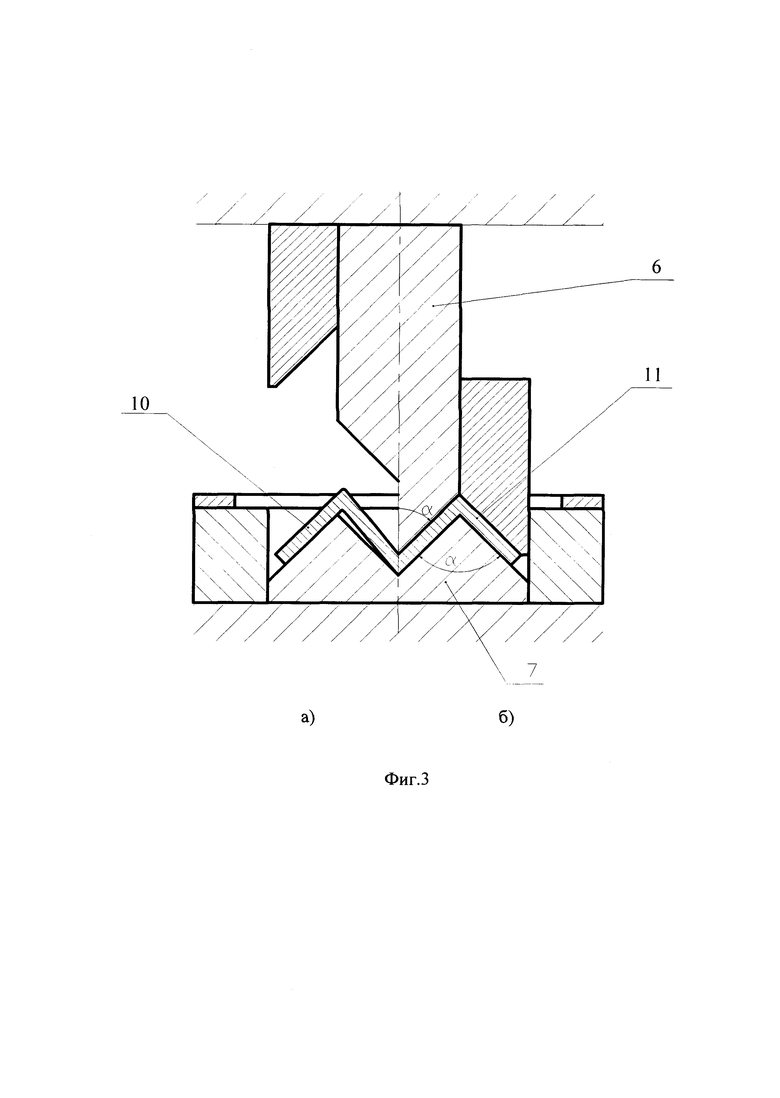
- на фиг. 3 стадия окончательного формирования детали;
Предложенный способ осуществляется в устройствах, которые состоят из следующих основных деталей.
Штамп предварительной гибки состоит из центрального пуансон 1, который крепится к внутреннему ползуну пресса. К наружному ползуну пресса прикреплены периферийные пуансоны 2 (см. фиг. 1). На столе пресса установлена гибочная матрица 3, для этапа предварительной гибки, с прикрепленными к ней боковинами 4. На боковинах закреплены установочные рамки 5. При помощи рамок 5 плоская листовая заготовка 8 ориентирована в направлении как вдоль, так и поперек осевой линии штампа в плане. Центральному пуансону на этапе окончательной штамповки присвоена позиция 6.
Заготовке на этапах гибки согласно фиг. 1-3 присвоены позиции 8-10. Гибка плоской листовой заготовки 8 в деталь 13, W-образного сечения, осуществляется следующим образом.
Размещают плоскую листовую заготовку 8 прямоугольной формы в установочную рамку 5 штампа для предварительной гибки. Включают рабочий ход центрального пуансона 1, в результате пуансон 1 надавливает на центральную часть заготовки 8 (см. фиг. 1). Это приводит к предварительному изгибу центральной части заготовки 8 и образованию заготовки V-образного сечения 9, после смыкания пуансона 1 с центральной части матрицы 3 (см. фиг. 1,б). В связи с тем, что рабочая часть пуансона 1 и центральная часть матрицы 3 имеют V-образную форму с плоскими гранями, а центральный угол пуансона 1 меньше угла пуансона 6, то заготовка 8 приобретает V-образную заостренную форму с плоскими гранями 9. После формирования V-образной заготовки 9 (см. фиг. 2,а) поступает команда на перемещение вниз наружного ползуна пресса, вместе с ним перемещаются периферийные пуансоны 2, которые завершают формирование контура W-образной заготовки 10 на этапе предварительного изгиба (см. фиг. 2,б). Следует отметить, что центральные углы периферийных участков матрицы соответствуют требуемым углам в окончательной детали. После окончания этапа предварительного изгиба, заготовку 10 устанавливают в штамп для окончательной штамповки (см. фиг. 3,а). Окончательную штамповку центрального участка осуществляют после предварительного прижатия периферийных участков заготовки 10 периферийными пуансонами 2, тем самым образуется некоторый избыток материала в центральной части матрицы 7 (см. фиг. 3,а). Центральные углы матрицы 7 и центрального пуансона 6 в штампе окончательной штамповки (см. фиг. 3) соответствуют требуемому углу детали, и после смыкания центрального пуансона 7 с матрицей 9 происходит переформовка избытка материала в центральной части матрицы, приводящая к сжатию трех радиусных участков, и к распрямлению центрального участка заготовки 10, приводящее к уменьшению радиусов радиусных участков до значений близких к требуемым. После окончания изгиба детали 11 центральный и периферийные пуансоны 6 и 2 возвращаются в крайне верхнее положение, отштампованная деталь 11 удаляется из рабочей зоны штампа. Применение углов заострения центрального пуансона 1 меньших, чем 2° не приводят к уменьшению радиуса гиба, а при углах больших, чем 3° происходит потеря устойчивости полки.
В качестве примера реализации предложенного способа рассмотрим изготовление W-образного профиля, выполненного из нержавеющей стали Х18Н9Т с пределом прочности σВ=55 кгс/мм2. Радиус гиба 0,2 мм, толщина, S=1.0 мм, высота Н=50 мм и ширина полосы 50 мм. Центральные углы равны 90°.
Согласно (3) минимальный относительный радиус гиба равен 1,0, тогда радиус гиба на предварительной штамповке равен r=S⋅1=1⋅1=1.0 мм
После установки заготовки в штамп, центральным пуансоном штампуем V-образную заготовку, центральный угол которой равен 88°. Усилие предварительной гибки центральным пуансоном определяем (/3/, таблица 23)

После гибки центральной части отгибают периферийные участки на угол 90° (см. фиг 1 и 2). Усилие гибки с правкой периферийных стенок в процессе предварительной гибки, рассчитываем по формуле: РП=4⋅В⋅S⋅σΒ=4⋅50⋅1⋅55=11000 кгс
Окончательную гибку заготовки 10 осуществляют после установки ее в штамп для окончательной гибки (см. фиг. 3). Первоначально прижимаем периферийные стенки заготовки 10 периферийным пуансоном 2 к матрице 7 штампа для окончательной гибки. Усилие принимаем равным усилию предварительной гибки, которое и равно 11000 кгс.
Перемещение при рабочем ходе центрального пуансона 6 (центральный угол которого равен 90°) до смыкания с заготовкой и матрицей 6 приводит к переформовки центрального участка заготовки 10 и к уменьшению радиусов гиба с 1,0 мм до 0,2 мм, которые требуются по условию и получению детали 11.
Усилие на центральном пуансоне определяется:
РЦ=q⋅F⋅k=450⋅50⋅2=20000 кгс=20 тс
Таким образом, для изготовления профилей W-образного сечения разработан прием, при котором предварительно штампуют заготовку с плоскими полками на угол меньший, чем угол в основной детали, кроме того установлены силовые параметры осуществления технического решения, которые позволяют сократить сроки подготовки производства деталей преимущественно W-образного сечения.
1. Патент RU №2110348, B21D 5/00, Способ изготовления профилей преимущественно W-образного сечения, БИ №13, 1998 г.
2. Патент RU №2267373, B21D 5/00, Способ изготовления профилей преимущественно W-образного сечения, БИ №01, 2006.
3. Романовский В.П. Справочник по холодной штамповки. Л.: Машиностроение, 1969, с. 520.
4. Малов А.Н. Технология холодной штамповки. М.: Машиностроение, 1969, с. 145.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 2004 |
|
RU2267373C2 |
| Способ получения U-образных деталей из листовых заготовок | 1989 |
|
SU1680411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Способ изготовления профилей гибкой | 1979 |
|
SU854508A1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| Способ изготовления втулок | 1975 |
|
SU602275A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении и авиакосмической технике при изготовлении деталей W-образного сечения из листовых заготовок. Осуществляют предварительную гибку заготовки с образованием центральной части, отгибаемых периферийных участков и радиусных участков. Полученную заготовку подвергают окончательной гибке путем приложения к ней нормальных и тангенциальных усилий с получением профиля W-образного сечения. Предварительную гибку осуществляют с образованием центральной части V-образной формы с плоскими полками и центральным углом. Величина указанного угла на 2-3° меньше величины центрального угла профиля W-образного сечения. В результате обеспечивается возможность уменьшить радиусы гиба. 3 ил., 1 пр.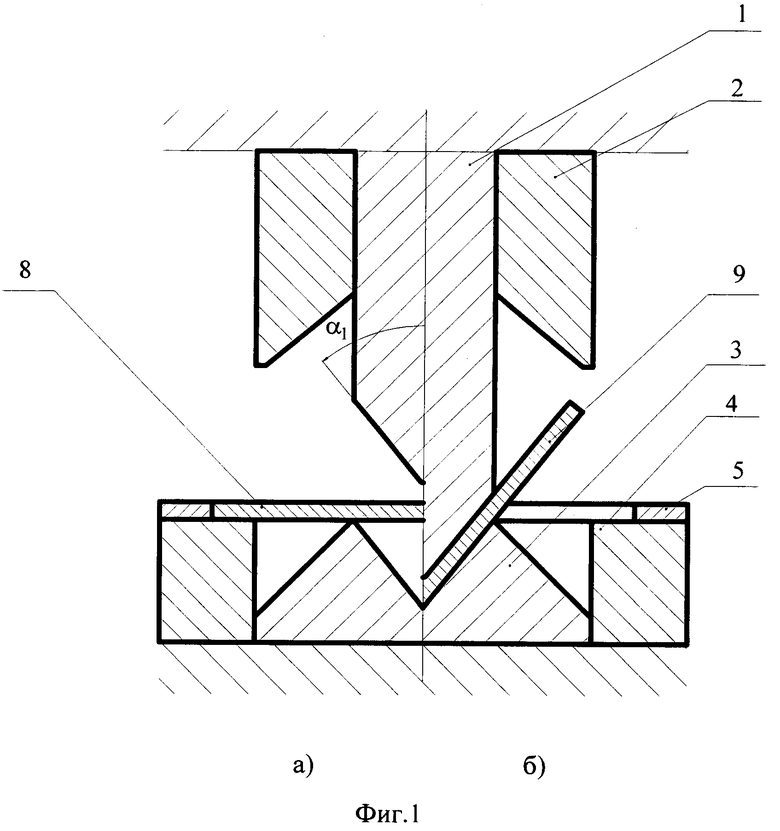
Способ изготовления профиля W-образного сечения из плоской листовой заготовки, включающий предварительную гибку упомянутой заготовки с образованием центральной части, отгибаемых периферийных участков и радиусных участков и окончательную гибку полученной заготовки путем приложения к ней нормальных и тангенциальных усилий с получением профиля W-образного сечения, отличающийся тем, что предварительную гибку плоской листовой заготовки осуществляют с образованием центральной части V-образной формы с плоскими полками и центральным углом, величина которого на 2-3° меньше величины центрального угла профиля W-образного сечения.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 2004 |
|
RU2267373C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| Штамп для гибки -образных деталей | 1977 |
|
SU632434A1 |
| US 8341998 B2, 01.01.2013. | |||

