Изобретение относится к области обработки материалов давлением и может быть использовано при изготовлении открытых емкостей из термопластичной пленки.
Известно устройство для формования изделий из термопластичного материала с помощью пуансона, растягивающего этот материал [1].
Недостатком указанной конструкции является фактическое отсутствие матрицы и связанные с этим неопределенность формообразования и неравномерность растяжения пленки формуемого материала.
Известно также устройство для формования изделий из термопластичного материала [2], содержащее матрицу с полостью и штуцером для отвода сжатого воздуха, установленную над ней камеру с пуансоном и штуцером.
Разогретый материал, зажатый между камерой и матрицей, растягивается пуансоном и окончательно формуется по поверхности матрицы сжатым воздухом, подаваемым в камеру над материалом. Одновременно производится стравливание воздуха из полости матрицы под материалом.
Недостатком устройства является неопределенность степени растяжения формуемого материала, а значит, и неравномерная прочность поверхностей растягиваемых участков (стенок и углов), особенно при глубокой вытяжке и из-за возникновения разрежения в полости пуансона.
Задачей изобретения является увеличение равномерности степени растяжения формуемого материала и его прочности на поверхностях растягиваемых участков и, как следствие, повышение качества получаемых изделий.
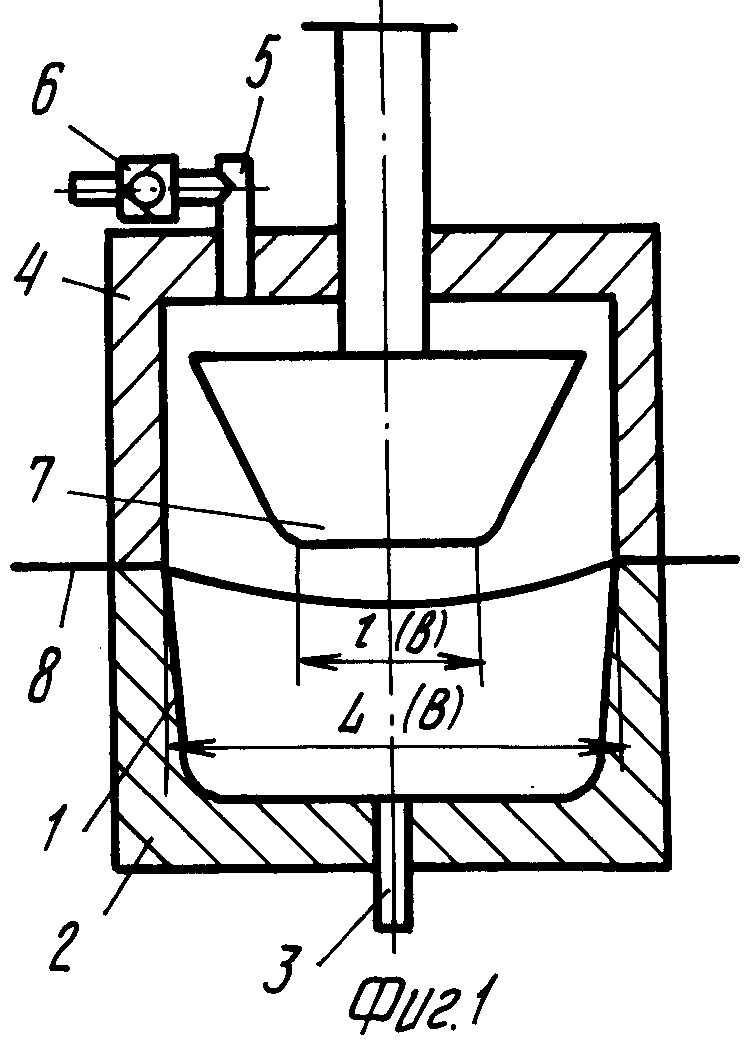
Поставленная цель достигается тем, что устройство для формования изделий из термопластичных материалов, содержащее матрицу с полостью и штуцером для отвода воздуха и установленную над ней камеру с пуансоном и штуцером для подвода воздуха, согласно изобретению, штуцер подвода воздуха снабжен клапаном, а линейные размеры нижнего основания пуансона и линейные размеры верхнего основания полости матрицы связаны соотношением
l=(0,5-0,3)L; b=(0,5-0,3)В, где l - длина нижнего основания пуансона;
L - длина верхнего основания полости матрицы;
b - ширина нижнего основания пуансона;
В - ширина верхнего основания полости матрицы.
Снабжение штуцера подвода воздуха клапаном обеспечивает выравнивание давления воздуха над формуемым материалом.
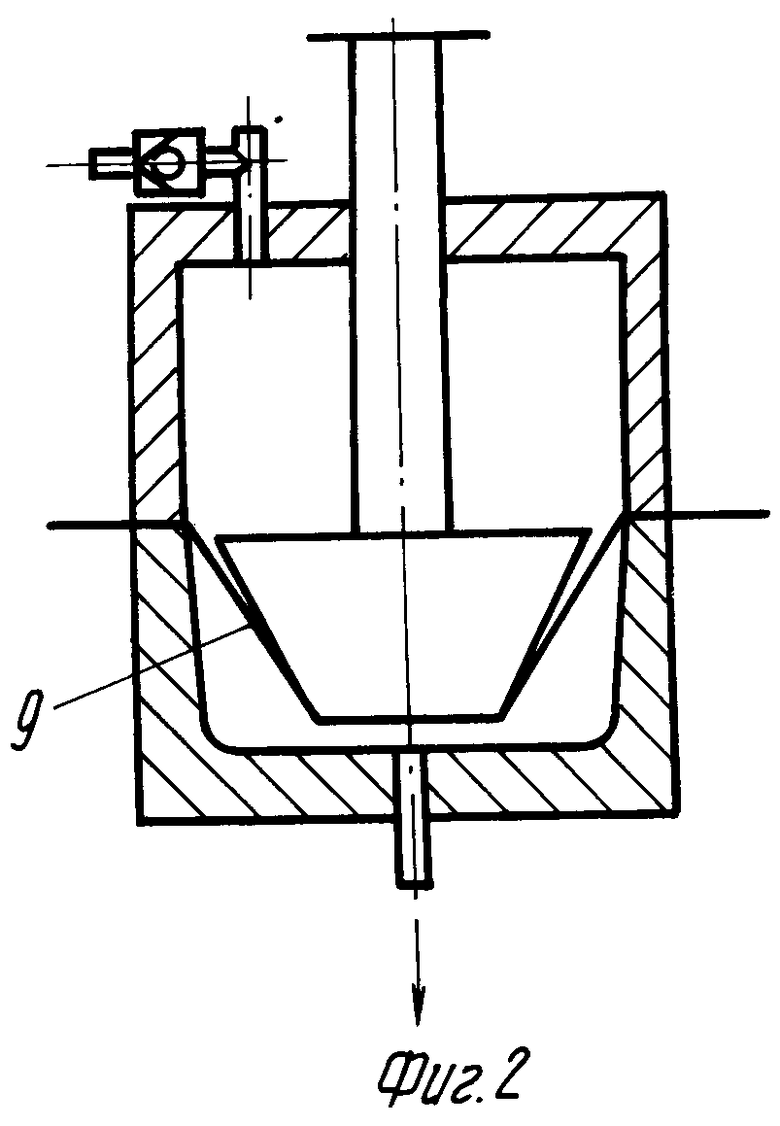
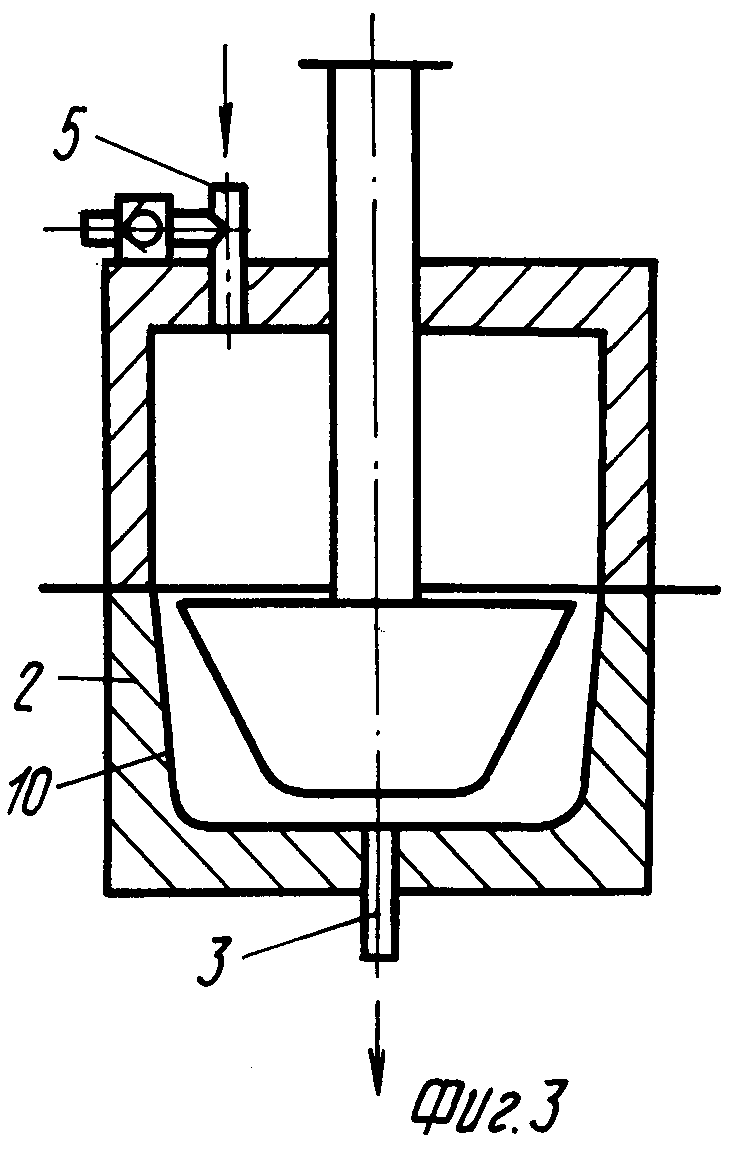
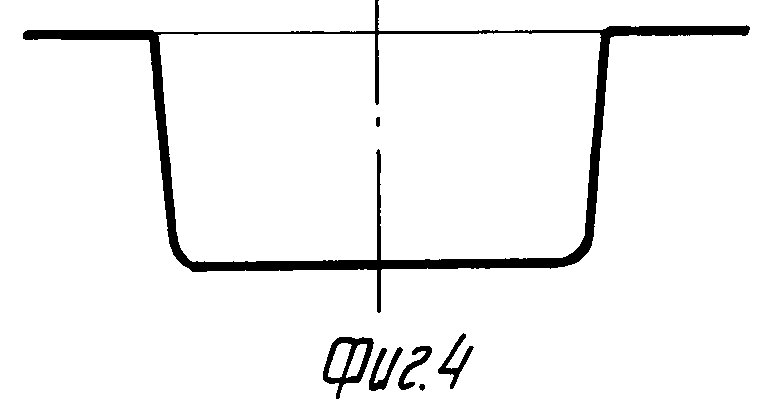
Изобретение поясняется чертежом, где на фиг.1 показано устройство в момент перед началом формования; на фиг.2 - то же, после вытягивания материала пуансоном; на фиг.3 - устройство в момент окончательного формования материала; на фиг.4 - отформованное изделие.
Устройство для формования изделий включает полость 1 матрицы 2 со штуцером для отвода воздуха 3, установленной над ней камерой формования 4 с штуцером 5 для подвода воздуха, клапаном 6 для выравнивания давления и пуансоном 7.
Устройство работает следующим образом.
После подачи в него разогретого до температуры формования материала 8 камера 4 смыкается с полостью 1 матрицы 2, пуансон 7 опускается, растягивая материал 8 до размера 9. При растяжении воздух, заполняющий полость 1 матрицы 2, выходит через штуцер 3, а через клапан 6 в камеру пуансона поступает воздух для выравнивания давлений в камере пуансона и полости матрицы.
После растяжения материала пуансоном 7 через штуцер 5 под давлением подается воздух, который растягивает материал до соприкосновения с поверхностями полости матрицы и придает материалу окончательную форму. Воздух из-под материала выходит через штуцер 3.
При соотношении линейных размеров, т. е. длины l и L и ширины b и В соответственно пуансона и полости матрицы, равном
l= (0,5-0,3) L; b=(0,5-0,3) В, растяжение претерпевает большая, чем в прототипе площадь формуемого материала до размера 10, и последующее формование до придания окончательной формы происходит более равномерно. Стенки и углы формуемого изделия получаются значительно более прочными.
При соотношении размеров l>0,5L и b>0,5В в процессе формования растяжение претерпевает в основном участок материала, находящийся вне контакта с пуансоном, при этом боковые стенки и углы получают более высокую степень растяжения, что существенно снижает прочность этих участков в изделии.
При соотношении размеров l<0,3L и b<0,3B при небольшой степени относительного растяжения возникает неопределенность окончательного формования материала на стенках матрицы сжатым воздухом, что проявляется в неравномерной структуре самого материала в изделии.
Таким образом, указанное выше соотношение линейных размеров формующих поверхностей и установление дополнительно к штуцеру подвода воздуха клапана для выравнивания давлений в камере пуансона и полости матрицы а момент вытяжения формуемого материала пуансоном достигается указанный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ФОРМОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2183159C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСФЕРИЧЕСКИХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2039018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛИМЕРНОЙ ТРЕКОВОЙ МЕМБРАНЫ С ПОЛОСТЬЮ ЗАДАННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2637230C1 |
| КЕРАМИЧЕСКИЙ ФИЛЬТР ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ | 1995 |
|
RU2088318C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038964C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2025214C1 |
Использование: изготовление открытых емкостей из термопластичной пленки. Сущность изобретения: устройство для формования, содержащее матрицу с полостью и штуцером для отвода воздуха, установленную на ней камеру с пуансоном и штуцером для подвода воздуха, снабженным клапаном. Линейные размеры нижнего основания пуансона и верхнего основания полости матрицы связаны следующим соотношением: l = (0,5 - 0,3) L; b = (0,5 - 0,3) В, где l - длина нижнего основания пуансона; L - длина верхнего основания полости матрицы; b - ширина нижнего основания пуансона; B - ширина верхнего основания полости матрицы. 4 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, содержащее матрицу с полостью и штуцером для отвода воздуха, установленную над ней камеру с пуансоном и штуцером для подвода воздуха, отличающееся тем, что штуцер подвода воздуха дополнительно снабжен клапаном, а линейные размеры нижнего основания пуансона и верхнего основания полости матрицы связаны следующими соотношениями:
l = (0,5-0,3) L;
b = (0,5 - 0,3) B,
где l - длина нижнего основания пуансона;
L - длина верхнего основания полости матрицы;
b - ширина нижнего основания пуансона;
B - ширина верхнего основания полости матрицы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ ПНЕВЛЮФОРМОВАКИЕЛ! | 1969 |
|
SU434015A1 |
| Солесос | 1922 |
|
SU29A1 |
