Предлагаемое изобретение относится к области высокочастотной сварки и может быть использовано при производстве различных тонкостенных изделий, в частности оболочковых деталей.
Известна «Сварка металлических оболочек электрических кабелей», А.Н.Шамов, И.В.Лунин, В.Н.Иванов, «Высокочастотная сварка металлов», Л.: Машиностроение, 1977, стр.148-155, рис.94, при которой металлическая лента вначале изгибается, приобретая корытообразную форму, а затем свертывается в цилиндрическую трубу с прямолинейным схождением кромок встык.
Данным способом трудно сваривать изделия конечной длины, так как неизбежны непроваренные участки в начале и конце сварного шва, и изделия сложной конфигурации из-за особенностей систем подвода тока и механизмов осадки. Этот способ не позволяет сваривать внахлестку, а при сварке встык существует ограничение свариваемых поверхностей по толщине в сторону уменьшения.
Известна «Сварка стальных тонкостенных спиральношовных труб», А.Н.Шамов, И.В.Лунин, В.Н.Иванов, «Высокочастотная сварка металлов», Л.: Машиностроение, 1977, стр.170-178, рис.105, при которой свариваемые поверхности прижимаются друг к другу дополнительными устройствами с двух сторон, сварка происходит внахлестку с контактным подводом тока.
Этот способ также имеет ряд недостатков. Во-первых, качество соединения зависит от геометрии свариваемых кромок на участке разогрева и осадки, во-вторых, серией импульсов разогревается металл по объему больше, чем объем расплавляемого металла, что соответственно требует больших затрат энергии, в-третьих, для прижима кромок друг к другу требуется дополнительное (механическое) устройство и, в-четвертых, происходит окисление зоны разогрева.
Наиболее близким к предлагаемому изобретению является «Способ получения сварных соединений листовых металлических материалов», по патенту №2110381, В23К 13/01, при котором свариваемые заготовки помещают в зону действия магнитного индуктора, соединенного с источником тока высокой частоты, и со стороны противоположной магнитному индуктору заготовки ограничивают жесткой опорой из изолирующего материала.
Данный способ устраняет недостатки вышеназванных способов, но не обеспечивает стабильность процесса сварки при получении сварных оболочек сложной формы, что вызвано сложностью поведения кромок в момент протекания импульсного тока. Одна из основных причин получения соединения неудовлетворительного качества при сварке внахлестку - это наличие зазора между свариваемыми кромками заготовки в момент прохождения по индуктору импульсного тока. В результате чего по кромке, ближней к индуктору, не проходит ток магнитных полей индуктора, и следовательно, на эту кромку не действуют электромагнитные силы, прижимающие заготовку к жесткой опоре, что в свою очередь резко снижает площадь сваренного участка в зоне перехлеста.
Если обеспечить прижим зоны перехлеста к жесткой опоре до прохождения импульсного тока, то контактное сопротивление резко уменьшится, и для осуществления сварки потребуется больше энергии (большая величина импульсного тока), которая может разрушить тонкостенную заготовку.
Еще один путь к удалению зазора между кромками заготовки в момент прохождения по индуктору импульсного тока - это увеличение зоны перехлеста в два раза и более, но также приведет к резкому падению контактного сопротивления.
Задачей предлагаемого изобретения является обеспечение стабильности процесса сварки при получении сварных тонкостенных оболочек сложной формы.
Поставленная задача решается тем, что при осуществлении предлагаемого способа получения сварных соединений листовых металлических материалов свариваемые заготовки помещают в зону действия индуктора, соединенного с магнитоимпульсным генератором, и со стороны, противоположной индуктору, их ограничивают жесткой опорой из изолирующего материала, свариваемые поверхности заготовок прижимают одну к другой и к жесткой опоре силами взаимодействия магнитного поля индуктора и импульсов тока самоиндукции, возникающего в заготовках и разогревающего их в местах сварки, при этом на свариваемых поверхностях заготовок выполняют просечки, свариваемые поверхности накладывают друг на друга с образованием зоны перехлеста, большей, чем глубина просечек, и производят их совместное оплавление.
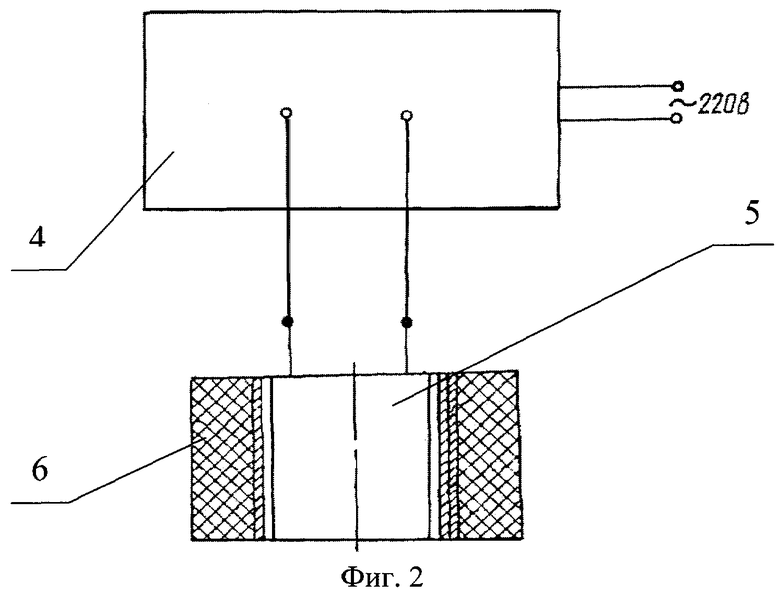
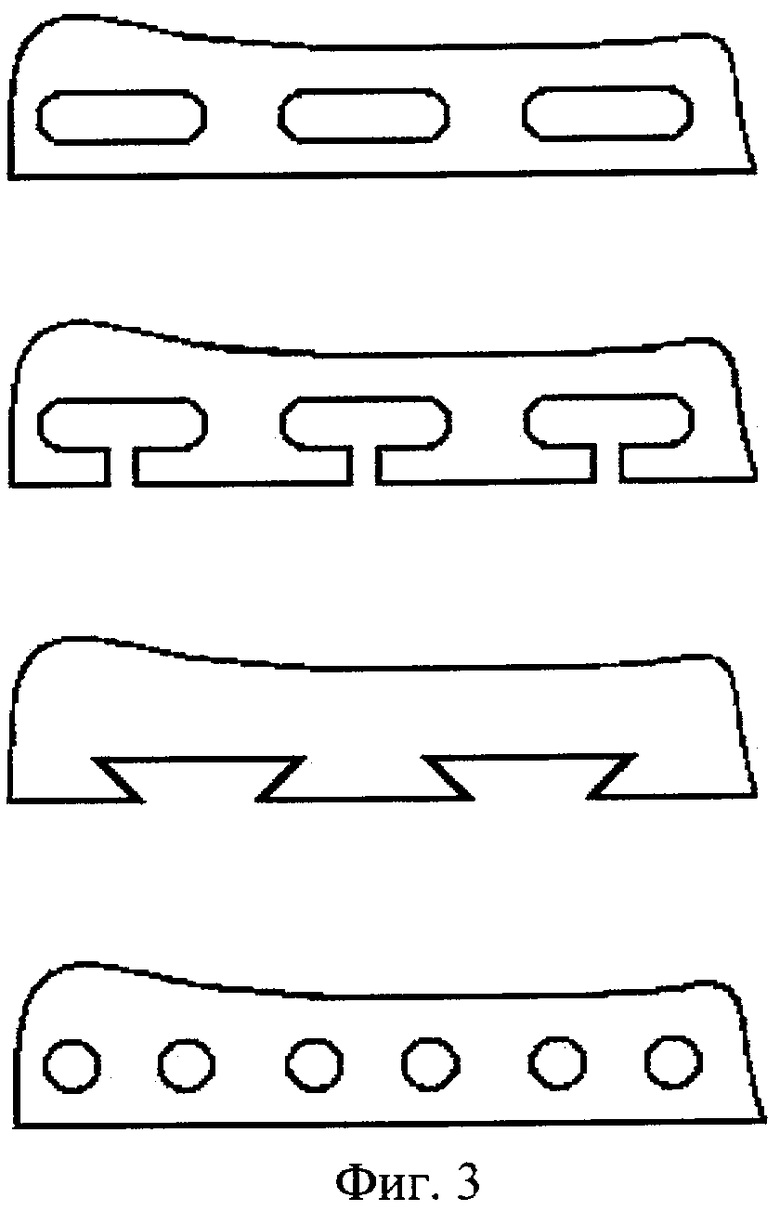
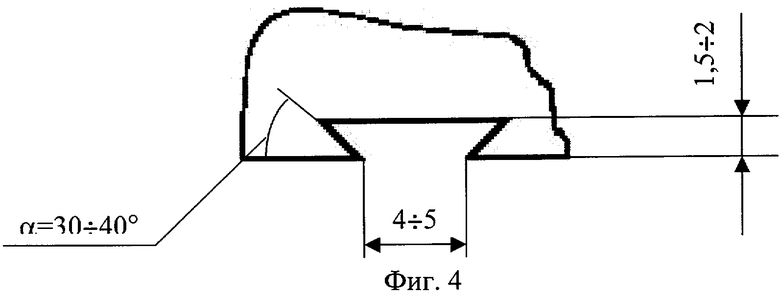
На фиг.1 показаны заготовки, предлагаемые для сварки данным способом, на фиг.2 - схема сварки; на фиг.3 - варианты выполнения просечек на свариваемых поверхностях; на фиг.4 - пример выполнения просечек.
Работа при предлагаемом способе происходит следующим образом.
Свариваемые поверхности заготовки 1 соединяют таким образом, чтобы кромки 2 находили друг на друга. Зона перехлеста, как минимум, должна обеспечивать перекрывание просечек 3, расположенных на кромках 2. При этом заготовка 1 имеет незамкнутый контур, т.к. кромки 2 не прижимают друг к другу механическим способом.
К магнитоимпульсному генератору 4 подключают индуктор 5, который создает высокочастотное магнитное поле. Под действием этого магнитного поля кромки 2 притягиваются друг к другу, образуя замкнутый контур заготовки 1, в которой наводится импульс тока самоиндукции большой силы.
При взаимодействии электромагнитных полей индуктора 5 и тока самоиндукции заготовки 1 возникают силы, деформирующие заготовку 1 в направлении от индуктора 5 к заготовке 1. Для предотвращения указанной деформации со стороны заготовки 1, противоположной индукции, устанавливают жесткую опору из изоляционного материала 6.
Под действием тока самоиндукции в местах стыка кромок 2 заготовки 1, имеющей повышенные контактные сопротивления, образуются зоны разогрева материала. При прохождении просечек 3 создаются резкие скачки сопротивления в окружном направлении (по пути наведенного тока), что приводит к созданию дополнительных очагов оплавления материала. После охлаждения заготовки 1 образуется надежное сварное соединение внахлестку.
Рассмотрим пример, в котором сваривается заготовка сложной формы из алюминиевой фольги, толщиной 0,15 мм. Просечки выполнены в форме «ласточкиного хвоста», глубина просечек 1,5÷2 мм, ширина меньшей стороны 4÷5 мм, угол наклона 30÷40°.
Для обеспечения сварки был использован многозаходный многовитковый конусообразный внутренний индуктор, который питается от промышленного генератора с максимальной запасаемой энергией 2,5 кДж (тип ГИТ2-2-01 серии «Импульс»). Для обеспечения сварки потребовалась запасаемая энергия несколько джоулей (5÷10 Дж).
От генератора проходит одиночный импульс. Наличие просечек позволяет ликвидировать зазор между кромками заготовки, так как кромки заготовок притягиваются друг к другу и к опоре. При прохождении просечек происходят скачки сопротивления, материал плавится, и образуется надежное сварное соединение.
Весь процесс сварки происходит в течение долей секунды, поэтому данный способ позволяет сваривать тонкостенные металлы, как черные так и цветные, а также не требует сложных механических приспособлений и больших затрат энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОСВАРНЫХ ЗАМКНУТЫХ КОНСТРУКЦИЙ ИЗ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2228826C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2010 |
|
RU2455137C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ НЕЗАМКНУТОГО КОНТУРА | 2004 |
|
RU2309032C2 |
| Способ сварки | 1990 |
|
SU1706814A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ | 2009 |
|
RU2438813C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| Способ высокочастотной сварки | 1990 |
|
SU1712103A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
Изобретение может быть использовано при производстве высокочастотной сваркой различных тонкостенных изделий сложной формы, в частности оболочковых деталей. Свариваемые заготовки помещают в зону действия магнитного индуктора, соединенного с магнитоимпульсным генератором. Со стороны, противоположной магнитному индуктору, детали ограничивают жесткой опорой из изолирующего материала. На свариваемых поверхностях заготовок выполняют просечки. Свариваемые поверхности накладывают друг на друга с зоной перехлеста, большей, чем величина просечек. Свариваемые поверхности заготовок прижимают одна к другой и жесткой опоре силами взаимодействия магнитных полей индуктора и тока самоиндукции, возникающего в заготовках и разогревающего их в местах сварки. Производят их совместное оплавление. Способ обеспечивает стабильность процесса сварки, не требует сложных механических приспособлений и больших затрат энергии. 4 ил.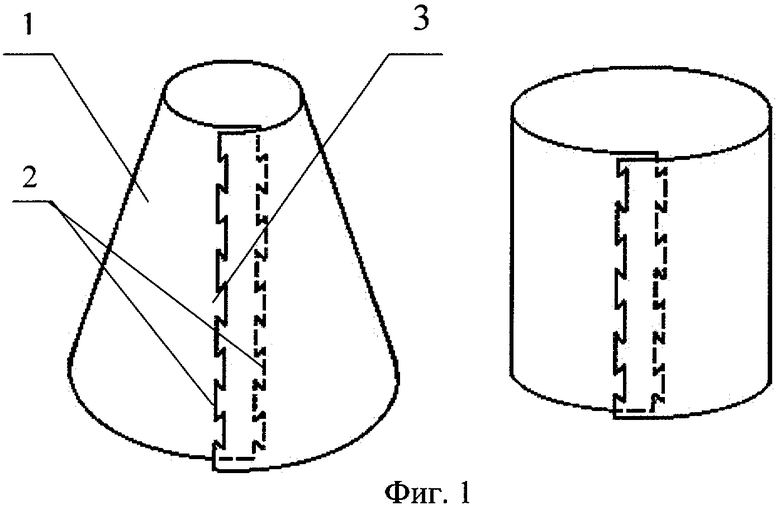
Способ получения сварных соединений листовых металлических материалов, при котором свариваемые заготовки помещают в зону действия индуктора, соединенного с магнитоимпульсным генератором, и со стороны, противоположной индуктору, их ограничивают жесткой опорой из изолирующего материала, при этом свариваемые поверхности заготовок прижимают одну к другой и к жесткой опоре силами взаимодействия магнитного поля индуктора и импульсов тока самоиндукции, возникающего в заготовках и разогревающего их в местах сварки, отличающийся тем, что на свариваемых поверхностях заготовок выполняют просечки, свариваемые поверхности накладывают друг на друга с образованием зоны перехлеста, большей, чем глубина просечек, и производят их совместное оплавление.
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙВНАХЛЕСТКУ | 0 |
|
SU221862A1 |
| Способ изготовления сварных замкнутых профилей | 1988 |
|
SU1563804A1 |
| УСТРОЙСТВО для СОЗДАНИЯ УСИЛИЯ ОСАДКИ ПРИ ВЫСОКОЧАСТОТНОЙ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 0 |
|
SU202403A1 |
| JP 60231577 A1, 18.11.1985. | |||

