Изобретение относится к области машиностроения, а именно к технологическим процессам сварки изделий, может быть использовано при изготовлении изделий незамкнутого контура, в частности для сварки тонкостенных изделий из алюминиевых сплавов.
Для соединения тонкостенных изделий из алюминиевых сплавов, например токовыводов с торцами обмотки из алюминиевой фольги, применяют пайку, при которой необходимо, чтобы расплавленный металл вступил во взаимодействие с паяемым металлом с образованием металлической связи между ними (А.М.Никитский. "Пайка алюминия и его сплавов", М.: Машиностроение, 1983 г., стр.39-41). Непосредственному контакту расплавленного припоя и паяемого металла препятствует окисная пленка, которую необходимо удалить непосредственно в процессе пайки и паяемый металл защитить от окисления вновь.
Этот способ соединения деталей из алюминиевых сплавов имеет ряд недостатков.
Во-первых, алюминий и его сплавы имеют большой относительный коэффициент линейного расширения. Это вызывает значительные деформации конструкции при нагреве под пайку и накладывает дополнительные трудности при получении точных размеров.
Во-вторых, флюсы, применяемые при пайке алюминиевых сплавов, вызывают активную коррозию паяемых материалов, поэтому остатки их должны быть тщательно удалены после пайки.
В-третьих, при изготовлении припоев и флюсов в воздушной среде рабочей зоны находятся вредные вещества.
В качестве флюсов для пайки алюминия и его сплавов чаще применяют фтористые соли щелочных и щелочноземельных металлов, которые оказывают вредное воздействие на организм человека, так как пары их ядовиты.
При выплавке припоев вредное воздействие на организм человека оказывают пары металлов, окислов, литейных флюсов, а также газы и пыль, содержащиеся в печной атмосфере, которые поражают дыхательные пути, вызывают отравление, расстройства нервной системы.
Избавиться от этих недостатков можно, если заменить пайку сваркой.
Наиболее близким к предлагаемому изобретению является "Способ высокочастотной сварки", по а.с. №334025, В23К 13/01, при котором в свариваемых изделиях с расположенными под острым углом кромками индуктируют ток, при этом перед точкой схождения кромок создают замкнутый электрический контур путем установки перемычки между свариваемыми изделиями.
Недостатками данного способа являются дополнительное контактное сопротивление, создаваемое перемычкой и ведущее к снижению КПД процесса, повреждение поверхности изделия, возникающее из-за эрозии, образующейся в местах контакта перемычки и изделия.
Кроме того, при осуществлении процесса индукционной сварки для прижатия кромок необходимо использовать дополнительное силовое механическое устройство.
Задачей предлагаемого изобретения является устранение вышеназванных недостатков и расширение технологических возможностей.
Поставленная задача решается тем, что при осуществлении предлагаемого способа свариваемые элементы помещают в зону действия индуктора, создают замкнутый контур и индуктируют по нему ток, при этом замкнутый контур выполняют из свариваемых элементов, один из которых изгибают по форме индуктора и размещают в контакте с другим элементом, индуктор размещают внутри полученного замкнутого контура и осуществляют магнитоимпульсную сварку, а после сварки разрезают изогнутый элемент и придают ему необходимую форму.
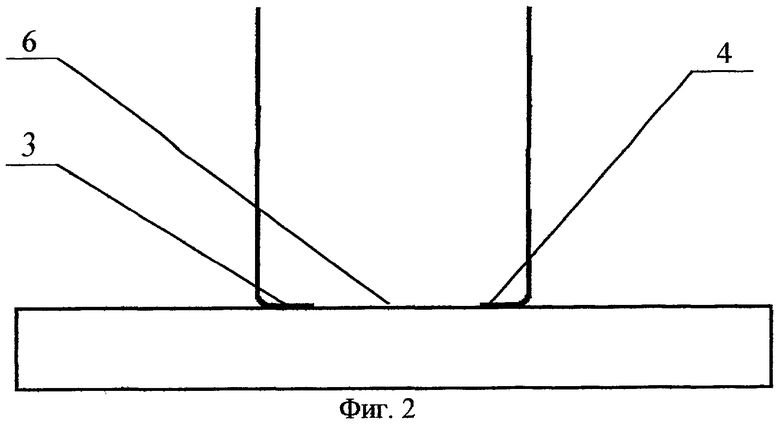
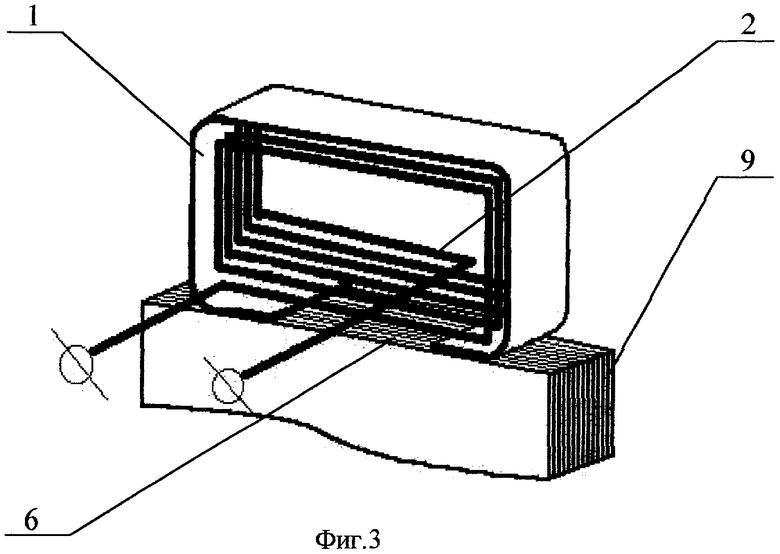
На фиг.1 показана схема сварки, на фиг.2 - сваренные элементы после обработки, на фиг.3 - пример сварки элемента с пакетом листов.
Предлагаемый способ осуществляется следующим образом.
Элемент 1 изгибают по форме индуктора 2, при этом образуются полки 3 и 4. Элемент 1 устанавливают на элемент 5 таким образом, чтобы полки 3 и 4 соприкасались с поверхностью элемента 5, ограничивая на ней участок 6. Элемент 5 является основанием и выполнен, например, в виде пластины, плиты, пакета листов и т.д. Элемент 1 и участок 6 элемента 5 вместе образуют замкнутый контур, внутри которого помещают индуктор 2.
Ток, возникающий от одиночного импульса, проходя по индуктору 2, наводит токи обратного направления на элементы 1 и 5. В результате чего на разных участках возникают электрические дуги и появляется зона расплавленного металла.
При достижении максимума импульсного тока и импульсного магнитного поля, создаваемого индуктором 2, полки 3 и 4 элемента 1 притягиваются к элементу 5. При этом окисные пленки вместе с некоторым количеством расплавленного металла выталкиваются за кромки.
После прохождения импульсного тока тепло мгновенно рассеивается, из-за чего расплавленный слой моментально остывает, элемент 1 приваривается к элементу 5, образуя надежное сварное соединение.
После сварки элемент 1 разрезают и придают необходимую форму.
При недостаточной жесткости элемента 1 для его удержания устанавливают статический груз 7. Во избежание замыкания при прохождении импульсного тока между элементом 1 и грузом 7 имеется зазор 8.
При сварке, где в качестве элемента 5 используется пакет листов, набранный из пластинок 9, проявляется дополнительный эффект.
Под действием импульсного тока индуктора 2 и возникающих в элементах 1 и 5 токов обратного направления, а также из-за образующейся в пластинах 9 разности потенциалов на участке 6 пластинки 9 притягиваются друг к другу и привариваются.
Рассмотрим пример, в котором П-образная рама из меди толщиной 0,05 мм, ширина полок 3-4 мм, приваривается к пакету листов толщиной ˜5 мм, набранного из пластинок алюминиевой фольги толщиной 0,01 мм.
Для осуществления способа был использован индуктор по схеме раздачи.
Для обеспечения сварки был дан импульс (время импульса - миллионные доли секунды) и запасаемая энергия 54 Дж.
В процессе сварки произошло соединение полок П-образной рамы с торцом пакета листов, а на участке между этими полками пластинки пакета притянулись и приварились друг к другу на глубину 0,5-1,0 мм. Это обеспечило еще более надежное соединение свариваемых элементов.
При магнитоимпульсной сварке предлагаемым способом ток, возникающий при подаче одиночного импульса, создает очаг тепла только в месте сварки, и, учитывая малое время импульса, тепло не успевает рассеиваться, поэтому не требуется большой расход энергии.
Данный способ позволяет сваривать элементы, выполненные из различных металлов, а при соединении тонкостенных алюминиевых изделий может заменить пайку с цинковым напылением.
Предлагаемый способ дает возможность сваривать элементы незамкнутого контура, в качестве основания можно использовать как пластины, плиты и т.д., так и пакеты листов, при этом проявляемый дополнительный эффект делает соединение более надежным.
Следующая после сварки обработка позволяет придать элементам различную конфигурацию, что значительно расширяет область применения данного способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2004 |
|
RU2309031C2 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| Способ высокочастотной сварки изделий встык | 1984 |
|
SU1192926A1 |
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ, ПЛАКИРОВАННЫХ СИЛУМИНОМ, И МАТЕРИАЛ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ, ПЛАКИРОВАННЫХ СИЛУМИНОМ | 2006 |
|
RU2333081C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ И МАТЕРИАЛ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2006 |
|
RU2333082C2 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| СПОСОБ НАГРЕВА ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО РАДИАТОРОВ СИСТЕМ ОХЛАЖДЕНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2122298C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
Изобретение может быть использовано при изготовлении изделий незамкнутого контура, в частности для сварки тонкостенных изделий из алюминиевых сплавов. Свариваемые элементы помещают в зону действия индуктора, создают замкнутый контур и индуктируют по нему ток. Один из свариваемых элементов изгибают по форме индуктора и размещают в контакте с другим элементом с образованием замкнутого контура. Индуктор устанавливают внутри полученного замкнутого контура и осуществляют магнитоимпульсную сварку. После сварки изогнутый элемент разрезают и придают ему необходимую форму. Способ позволяет выполнить сварку с высоким качеством без использования дополнительного силового механического устройства для прижатия кромок тонкостенных элементов. 3 ил.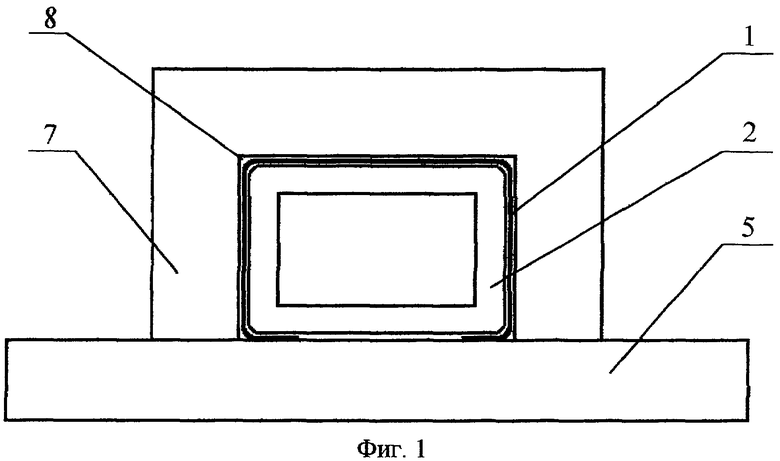
Способ получения изделий незамкнутого контура, при котором свариваемые элементы помещают в зону действия индуктора, создают замкнутый контур и индуктируют по нему ток, отличающийся тем, что замкнутый контур создают из свариваемых элементов, один из которых изгибают по форме индуктора и размещают в контакте с другим элементом, при этом индуктор устанавливают внутри полученного замкнутого контура и осуществляют магнитоимпульсную сварку, а после сварки изогнутый элемент разрезают и придают ему необходимую форму.
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 0 |
|
SU334025A1 |
| Способ индукционной сварки изделий по отбортованным кромкам и устройство для его осуществления | 1988 |
|
SU1683931A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
| JP 60231577 A1, 18.11.1985. | |||

