Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению шестерен из цементуемых марок стали термопластическим деформированием.
Известен способ восстановления шестерен из цементуемых марок стали, включающий нагрев до температуры 1000-1100oC и помещают в установку для раздачи. Раздача производится прошивным пуансоном со скоростью 80-150 мм/с с усилием на штоке 100-120 кН. После раздачи шестерен подвергается отжигу и предварительной механической обработке, шлифованию цапф и торцев венца шестерен и зубодолблению шестерен. Затем зубья шестерни шевингуют, шестерню закаливают с последующим низким отпуском и производят чистовое шлифование цапф, торцев и зубьев венца по наружному диаметру. Во избежание вытекания масла через сквозное осевое отверстие в него вставляется заглушка (Ковальчук Ю. М. , Климин В.И., Брусенцов А.И. и др. Технология и установка для восстановления валов-шестерен гидронасосов типа НШ, тезисы докладов на НТК стран-членов СЭВ и СФРЮ "Современное оборудование и технологические процессы для восстановления изношенных деталей машин". Ремдеталь-83. М.: ЦНИИТЭИ, ч. 2, с.19-20).
Недостатком известного способа является то, что припуски на механическую обработку деформированных шестерен превышают величину наружного цементированного слоя, что влечет за собой после черновой механической обработки дополнительную операцию химико-термической обработки.
Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ восстановления шестерен из цементуемых марок стали, включающий нагрев до температуры пластичности металла, опрессовку путем пластического деформирования в штампе на остаточную величину раздачи цементированного слоя равную 0,1-0,2 мм, закалку путем охлаждения в штампе, дальнейшую механическую обработку до номинальных размеров (патент России N 1648711, B 23 P 6/00, опубл. Б.И. 18, 1991).
Однако данный способ не позволяет получить материал с высокими физико-механическими свойствами пластичности и вязкости, что приводит к пониженной прочности.
Задача изобретения - повышение качества за счет увеличения долговечности восстановленных шестерен.
Поставленная задача достигается тем, что в способе восстановления шестерен из цементируемых марок стали, включающем нагрев до температуры пластичности, опрессовку путем пластического деформирования в штампе на остаточную величину задачи цементированного слоя, для компенсации износа и последующей механической обработке, закалку путем охлаждения в штампе, дальнейшую обработку до номинальных размеров, согласно изобретению, нагрев осуществляют до температуры выше точки Ac3 на (30-150)oC, деформирование осуществляют в интервале температур Ac3+(30-150)oC ... Ac3, затем ведут дополнительное охлаждение шестерни в штампе до температуры ниже точки Ar1 на (50-80)oC и проводят дополнительную механико-термоциклическую обработку, заключающуюся в многократном нагреве выше точки Ac3 на (30-150)oC, деформирование в интервале температур Ac3+ (30-150)oC... Ac3 и охлаждения до температуры ниже точки Ar1 на (50-80)oC, а также окончательное охлаждение в штампе с температуры Ac3 ведут после деформирования в интервале температур Ac3+(30-150)oC... Ac3.
Такое выполнение способа восстановления шестерен за счет пластической деформации, реализуемой непосредственно перед фазовым превращением или во время его прохождения, обеспечивает возможность зарождения и развития новой фазы не только границам аустенитных зерен, но и многочисленных дефектах кристаллической структуры, образовавшихся в объеме этих зерен, что приводит к образованию более дисперсной структуры. Измельчение структуры металла происходит за счет совместного воздействия деформации и циклического изменения температуры, что значительно повышает эксплуатационные характеристики металла не только в поверхностном слое но и по всей толщине. И наряду с этим способом позволяет получить необходимый припуск на механическую обработку равный 0,2 мм.
Нагрев до температуры выше точки Ac3+150oC, деформирование в интервале температур Ac3+150oC-Ac3, дополнительное охлаждение шестерен в штампе до температуры ниже точки Ar1-80oC, проведение дополнительной механико-термической обработки, заключающейся в многократном нагреве выше точки Ac3+150oC, деформирование в интервале температур Ac3+150oC... Ac3 и охлаждении до температуры ниже точки Ar1 - 80oC, а также окончательное охлаждение в штампе с температуры Ac3 после деформирования в интервале температур Ac3+(30-150)oC.. .Ac3 проводить нежелательно из-за роста остаточного аустенита и формирования при последующем охлаждении крупноигольчатого мартенсита, что снижает прочность и вязкость в целом.
Нагрев до температуры ниже точки Ac3+30oC, деформирование в интервале температур Ac3+30oC - Ac3, дополнительное охлаждение шестерни в штампе до температуры выше ниже точки Ar1 - 50oC, проведение дополнительной механико-термической обработки, заключающейся в многократном нагреве ниже выше точки Ac3+30oC, деформирование в интервале температур Ac3+30oC... Ac3 и охлаждении до температур выше ниже точки Ar1-50oC, а также окончательное охлаждение в штампе с температуры Ac3 после деформирования в интервале температур Ac3+30oC. . . Ac3 проводить нежелательно, так как очень узкий температурный интервал Ac3+30oC. ..Ac3 для пластического деформирования в области металла перед фазовыми превращениями в цементированном слое за несколько циклов (4-6) не удается получить величину остаточной деформации (раздачу цементированного слоя) равной 0,2 мм. А также металл не успевает полностью претерпевать переход из в состояние, и из в состояние, что ограничивает количественное измельчение зерна.
Известен способ механико-термоциклической обработки(МТЦО), в котором в полуцикле охлаждения предусмотрена пластическая деформация для упрочнения металлов в процессе обработки металлов давлением, в частности в процессе прокатки (Федюкин В.К, Смагоринский М.Е. Термоциклическая обработка металлов и деталей машин. -Л. : Машиностроение. Лен. отд-е, 1989, c.255, 1161-162, 167-169).
Однако указанный способ не позволяет получить достаточные и необходимые величины остаточной пластической деформации для компенсации износов шестерен.
В предлагаемом способе восстановления шестерен предложена новая совокупность признаков, что позволяет получить требуемую величину остаточной деформации (раздачи цементированного слоя) и мелкозернистую структуру металла, т. е. выполнить иную функцию - повысить физико-механические свойства пластичности и вязкости материала, что значительно увеличивает долговечность восстановленных шестерен.
На чертеже изображена схема термической обработки изношенных шестерен.
Способ осуществляют следующим образом.
Изношенную шестерню объемно нагревают в соляной ванне до температуры выше точки Ac3 на (30-150)oC, устанавливают в штамп и опрессовывают до температуры Ac3, затем ведут дополнительное охлаждение шестерни в штампе до температуры ниже точки Ar1 на (50-80)oC и проводят дополнительную механико-термоциклическую обработку, заключающуюся в многократном нагреве выше точки Ac3 на 30-150oC, деформирование в интервале температур Ac3+(30-150oC... Ac3 и охлаждении до температуры ниже точки Ar1 на 50-80oC. Этот режим термоциклирования обработки повторяют 4-6 раз и окончательно охлаждают в штампе с температуры Ac3 ведут после деформирования в интервале температур Ac3+(30-150)oC . . . Ac3 до температуры T=180-200oC. После охлаждения шестерни до температуры 180-200oC она выпрессовывается из штампа и охлаждается на воздухе. Последующая механическая обработка осуществляется абразивным инструментом.
Пример конкретного выполнения способа.
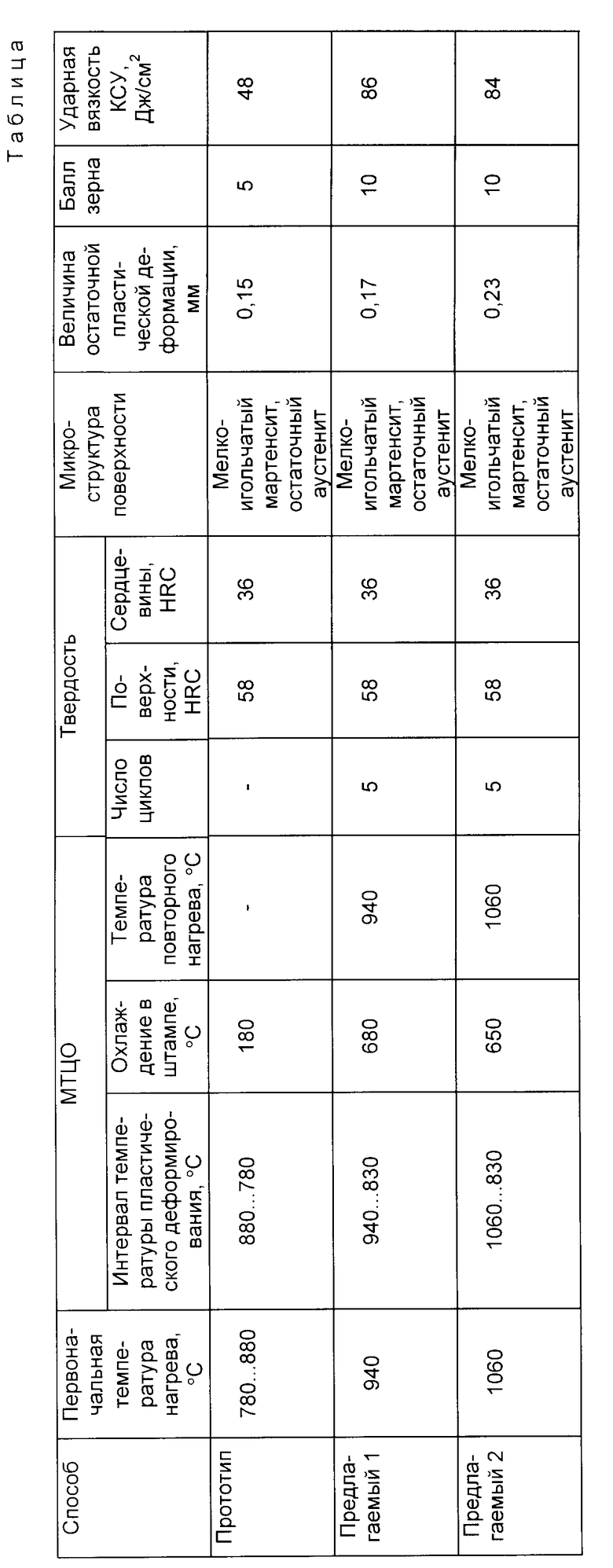
Изношенные шестерни шестеренных насосов типа НШ-32 из стали 18ХГТ с закаленной цементованной наружной поверхностью длиной 114 мм, наружный диаметр 55 мм, а внутренний 34,5 мм нагревали в соляной ванне до температуры 880, 940, 1060 и 1120oC, устанавливали в штамп и опрессовывали до температуры 830oC, затем проводили дополнительное охлаждение в штампе до температуры ниже 650-680oC и проводили дополнительную механико-термоциклическую обработку, заключающуюся в многократном нагреве до температуры 940-1060oC, деформирование в интервале температур 940-1060oC, охлаждении до температуры 650-680oC. Этот режим термоциклирования обработки повторяли 4-6 раз и окончательно охлаждали в штампе с температуры 830oC после деформирования в интервале температур 940-1060oC, до температуры Т=180-200oC. После охлаждения шестерни до температуры 180-200oC она выпрессовывалась из штампа и охлаждалась на воздухе. Последующая механическая обработка осуществлялась абразивным инструментом.
Результаты обработки шестерен представлены в таблице. По результатам данных, представленных в таблице, можно сделать вывод, что наиболее оптимальными режимами нагрева, деформирования и охлаждения шестерен с точки зрения получения необходимых приращений наружного диаметра и улучшения механических свойств являются режимы 1 и 2.
Использование изобретения относится к машиностроению и ремонту машин, в частности к восстановлению шестерен из цементуемых марок стали термопластическим деформированием. Способ состоит в том, что изношенную шестерню объемно нагревают в соляной ванне до температуры выше точки Ac3 на 30 - 150oC, устанавливают в штамп и опрессовывает до температуры Ac3, затем ведут дополнительное охлаждение шестерни в штампе до температуры ниже точки Ar1 на 50 - 80oC и проводят дополнительную механико-термоциклическую обработку, заключающуюся в многократном нагреве выше точки Ac3 на 30 - 150oC, деформировании в интервале температур Ac3 + (30 - 150)oC ... Ac3 и охлаждении до температуры ниже точки Ar1 на (50 - 80)oC. Этот режим термоциклирования обработки повторяют 4 - 6 раз и окончательно охлаждают в штампе с температуры Ac3 после деформирования в интервале температур Ac3 + (30 - 150)oC ... Ac3 до температуры T = 180 - 200oC. После охлаждения шестерни до температуры 180 - 200oC она выпрессовывается из штампа и охлаждается на воздухе. Последующая механическая обработка осуществляется абразивным инструментом. 1 табл., 1 ил.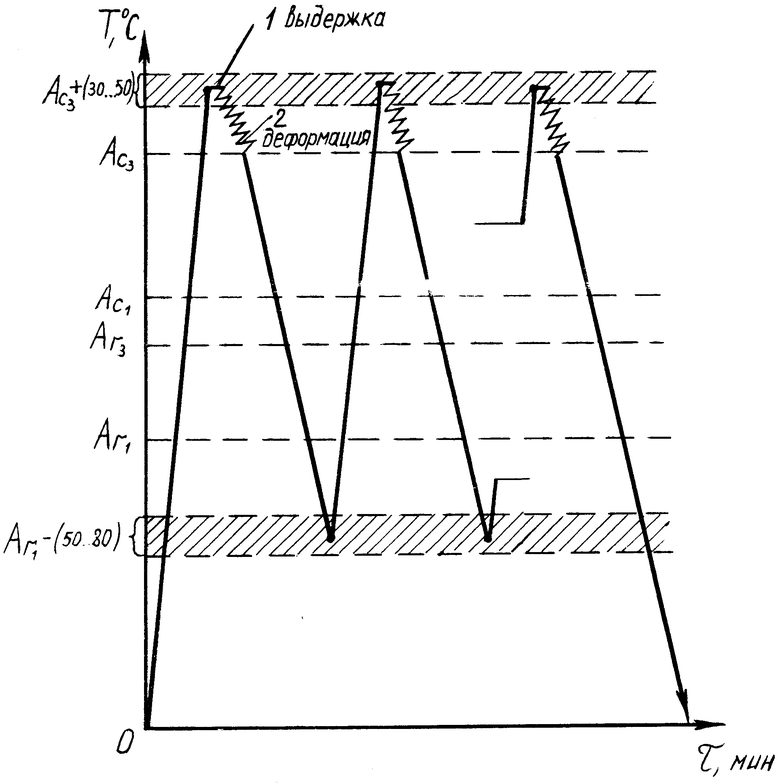
Способ восстановления шестерен из цементуемых марок стали, включающий нагрев до температуры пластичности, опрессовку путем пластического деформирования в штампе на остаточную величину раздачи цементованного слоя для компенсации износа и последующей механической обработки, закалку путем охлаждения в штампе, дальнейшую механическую обработку до номинальных размеров, отличающийся тем, что нагрев осуществляют до температуры выше точки Ас3 на 30 - 150oС, деформирование осуществляют в интервале температур Ас3 + (30 - 150oС) . .. Ас3, затем ведут дополнительное охлаждение шестерни в штампе до температуры ниже точки Ar1 на 50 - 80oС и проводят дополнительную механико-термоциклическую обработку, заключающуюся в многократном нагреве выше точки Ас3 на 30 - 150oС, деформировании в интервале температур Ас3 + (30 - 150)oС . . . Ас3 и охлаждении до температуры ниже точки Ar1 на 50 - 80oС, а также окончательное охлаждение в штампе с температуры Ас3 ведут после деформирования в интервале температур Ас3 + (30 - 150)oС ... Ас3.
| RU, патент, 1648711, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
